
四辊平整机高速断带电气分析与应用
2011-01-23 09:57赵树华
中国新技术新产品 2011年3期
赵树华
(湖南涟钢冷轧板厂,湖南 娄底 417000)
四辊平整机高速断带电气分析与应用
赵树华
(湖南涟钢冷轧板厂,湖南 娄底 417000)
针对冷轧四辊平整机高速断带故障,从电气方面分析原因并提出解决此故障的方案并加以实施,减少故障率,保证生产的顺畅。
高速断带、直径突变、CPC
1 前言
涟钢冷轧平整机为四辊轧机,投产后的一段时期平整机在高速轧制的过程中频频出现断带的情况;高速断裂的带钢不仅损坏钢卷、破坏轧辊,更重要的是危及到现场的操作人员。本文就平整机高速运行情况下断带的电气方面原因进行分析并加以应用。
2 四辊平整机高速断带的原因分析
2.1 高速断带故障统计
图表2.1为2007年至2008年上半年断带故障的统计图表;从图表中可以看出,造成平整机高速断带的原因很多,众多的断带故障原因严重影响了平整机的正常生产。

图表2.1 故障统计图表
2.2 原因分析及制订解决方案
如何减少乃至避免高速断带的发生,工艺、机电三方共同协作,电气方经长时间对轧制过程中的相关参数、信号进行实时和动态的趋势分析与跟踪,单从电气角度考虑,开卷机带钢动态直径突变以及高速下CPC灯管的损坏是导致断带的主要原因。那么,为了解决高速断带故障发生必须就防止开卷机带钢动态直径突变和保护CPC灯管这两方面做文章。
3 解决高速断带的方案实施
为了解决此高速断带现象的发生,需解决开卷机带钢动态直径突变和加强CPC灯管的保护。下面就这两方面进行分析。
3.1 开卷机带钢动态直径突变分析与解决

从图3.1(直径突变与正常走势比较)可以看出,左图中直径存在突变现象,从左右两图的比较可以发现左图的曲线更加陡,斜率较大,存在明显的计算误差,当误差累计到一定程度时就会发生突变。开卷机钢卷直径计算:式中V_ACT_STRIP表示入口带钢速度, N_ACT_1表示开卷机电机速度。动态直径的计算首先需要进行卷径正确性的校验,开卷机上最近一个周期的卷径必须比上一个计算周期的卷径小,卷取机上最近一个周期的卷径必须比上一个计算周期的卷径大。

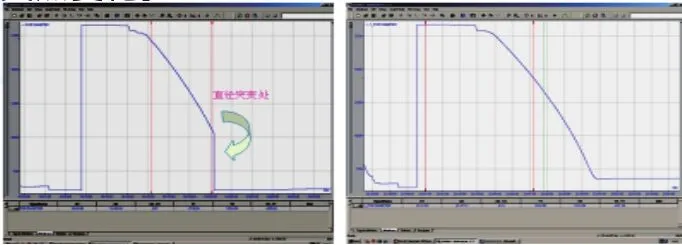
图3 .1 直径突变与正常走势比较
3.1.1 编码器高速脉冲信号丢失
轧机在高速(900mpm以上)运行情况下,监视编码器传送过来的信号丢失脉冲的现象,如图3.2(测速编码器信号)所示。

图3 .2 测速编码器信号
左图中,编码器信号出现严重波动情况,与右图正常情况下相比尤显突出。造成高速下编码器传过来的信号丢失脉冲的现象可能原因有:编码器有很多污垢影响测速、编码器本体损坏造成测速错误以及网络线出现问题等等。那么为了保证编码器测速的稳定性必须做到以下两点:
a、更换编码器的工作环境、保持编码器的清洁度以及检查编码器的完好度,确保不因编码器本体问题引起信号波动;
b、改善网络布局,做好网线穿管、屏蔽系统完整的工作,避免产生网络干扰信号以及网络线损坏的情况。
3.1.2 开卷机芯轴突然收缩
直径复位信号使钢卷动态卷径突然变化到610mm,导致张力波动非常大,造成卷径突变,从而产生断带情况,如图3.3(钢卷动态卷径突变例图)所示。开卷机芯轴收缩是随着钢卷在生产过程中卷径慢慢变小而随之产生的,在轧制过程中如果卷径突然变小,芯轴就会立即收缩,此时伴随着张力的突变,从而很容易产生断带现象。
在程序上,根据工艺情况开卷卷径信号有必要加一个在周期扫描时间范围内卷径变化的限定值,防止产生巨大差值的卷径突变;且对芯轴以及张力联动等信号加一个限定,防止芯轴过分收缩和张力产生突变。由于程序是ABB公司自行研发的,程序修改处分得比较散,此文就不再对修改处进行例举描述。

图3 .3 钢卷动态卷径突变例图
3.1.3 带钢厚度错误
带钢的厚度错误分为输入错误和上料错误,它们都使输入计算机内的带钢厚度值与实际值不符。此时轧制造成计算的钢卷直径(包括开卷机和卷取机的) 与实际的钢卷直径不符,进而使开卷机和卷取机上带钢实际线速度与入、出口张力辊和工作辊线速度不匹配,当这种速度不匹配不能由张力“自动调节”达到新的平衡时,将发生掉张、断带。这种情况在调度、工艺方的仔细确认下完全能够杜绝。
3.2 CPC灯管的保护
CPC灯管损坏一般不是设备本身原因造成,而是因为生产环境恶劣以及CPC灯管安装位置不当所引起,所以只要根据生产现场环境合理调整CPC灯管的安装位置并对CPC灯管增加保护装置以及日常点检、定修工作中加强维护,灯管的使用寿命会大幅度提高。
结束语
通过机电、工艺、调度多方面的努力,自2008年下半年至2010年上半年止的跟踪调查情况大为好转,如表4.1所示。此故障的发生率明显少了,确保了生产的顺畅度,但在以后的工作中还应继续加强学习和分析,最大程度上避免此类故障的再次发生。
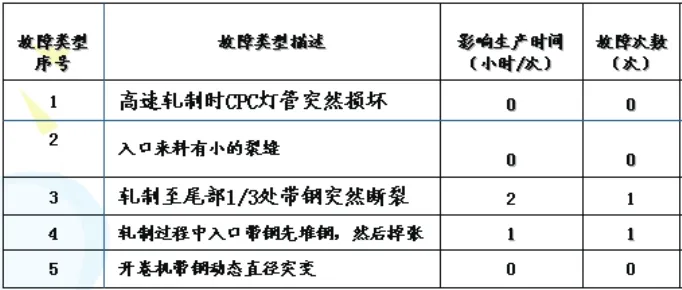
表4.1
[1]李松生,崔钦华,杨柳欣,陈长江,黄昆.精密高刚度高速电主轴[J].轴承,2004.03.
[2]闫大鹏,吴玉厚,张柯.高速电主轴轴承油气润滑系统的研究[J].机械工程与自动化,2006.01.
TM
A
猜你喜欢
冶金设备(2021年2期)2021-07-21
设备管理与维修(2021年1期)2021-03-05
设备管理与维修(2020年13期)2020-07-19
机械工程与自动化(2020年1期)2020-03-22
山东煤炭科技(2019年8期)2019-09-07
河南科技(2017年2期)2017-07-05
上海大中型电机(2017年4期)2017-02-06
设备管理与维修(2016年7期)2016-04-23
新疆钢铁(2015年3期)2015-11-08
上海金属(2013年6期)2013-12-20
