天竹纤维纺纱生产实践
2011-01-19 06:17:13孙浪涛张一心
山东纺织科技 2011年3期
孙浪涛,张一心(, )
天竹纤维属再生纤维素纤维,是由河北吉藁化纤有限公司于2002年开发的一种新型纺织用纤维,具有独特的抗菌、抑菌、防紫外线功能,以及较好的染色均匀性、吸湿透气性和可纺性等特点,越来越受到消费者的青睐。
本试验采用的原料是天竹及棉纤维,根据纤维的性能检测结果以及对成纱质量的要求设计纺纱工艺,纺制14.8 tex的天竹纤维纯纺纱和天竹/CJ60/40混纺纱,并对所纺纱线的性能进行测试。
1 天竹纤维的基本性能
天竹纤维的成形条件与普通粘胶纤维相似。从纤维纵面看,沿纤维方向有多数条纹。从纤维截面看,普通粘胶纤维呈锯齿星形,有皮芯层结构;天竹纤维也呈锯齿星形,但有明显的孔隙,呈多孔网状结构[1]。天竹纤维基本性能如表1所示。
2 天竹纤维原料预处理
天竹纤维在纺纱过程中易产生静电积聚,使纤维产生绕罗拉、皮辊的现象,影响生产进度和产品质量。因此,在生产之前要对纤维进行预处理。根据纤维的回潮率以及含油率的大小,在投料前6~8 h给纤维按照一定的比例喷洒水,使纤维在以后的各工序中处于放湿状态[2]。另外,由于天竹纤维在生产过程中还存在很多技术问题,导致不同批次的纤维性能存在一定差异。因此,在纺纱前应对纤维基本性能进行严格检测,制定更为合理的纺纱工艺。
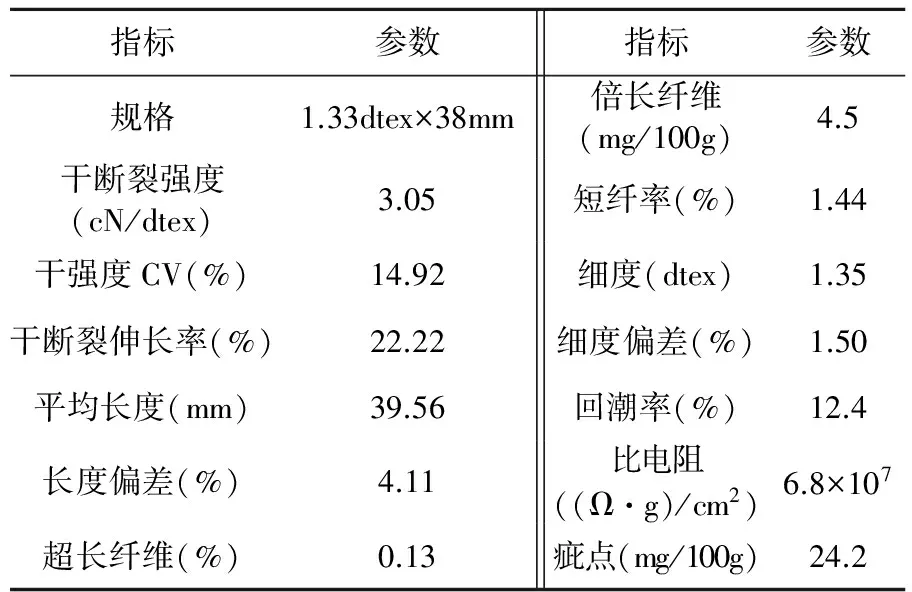
表1 天竹纤维的基本性能
3 天竹纤维纺纱工艺流程
3.1 天竹纤维纯纺纱工艺流程
A002D型自动抓棉机→A006B型自动混棉机→A036B型豪猪式开棉机→A092A型双棉箱给棉机→A076C型单打手成卷机→1181型梳棉机→FA315型并条机→FA315型并条机→A454E型粗纱机→FA502A型细纱机
3.2 天竹纤维混纺纱工艺流程
A002D型自动抓棉机→A006B型自动混棉机→A036B型豪猪式开棉机→A092A型双棉箱给棉机→A076C型单打手成卷机→1181型梳棉机→FA315型并条机→FA315型并条机→FA315型并条机→A454E型粗纱机→FA502A型细纱机
4 天竹纤维纺纱工艺参数及检测结果
4.1 清花工序
天竹纤维具有纤维整齐度好、含杂少的特点,天竹纤维强力低、表面光滑、抱合力差。抓棉机要少抓勤抓、减少打击、减少纤维损伤和短绒的产生。将开棉机的打手改用梳针式的,三翼打手去掉刀片,给棉罗拉至打手的隔距应适当放宽。天竹纤维抱合力差,成卷松散,棉卷定量不宜采用太小,同时要防止棉卷粘连。
车间实际温湿度为干温:20.5℃,湿温:16.5℃,相对湿度为57%。清花棉卷罗拉速度设计为13 rpm,豪猪打手设计速度为369 rpm。
4.2 梳棉工序
由于天竹纤维强力比棉低、杂质少,为防止损伤纤维和减少短绒,应适当降低锡林、刺辊速度,采用较大的锡林刺辊线速比,同时由于竹纤维疵点含量少,所以盖板速度应适当降低。天竹纤维卷曲少,在纺纱过程中很容易伸直,导致纤维抱合力减弱,使棉网出现飘头、坠网、破边现象。因此,张力牵伸宜偏小掌握,同时适当降低道夫速度[3]。
车间实际温湿度为干温:27.5 ℃,湿温:22.5 ℃,相对湿度:58%。梳棉工序的工艺设计如表2所示,梳棉工序结果如表3所示。
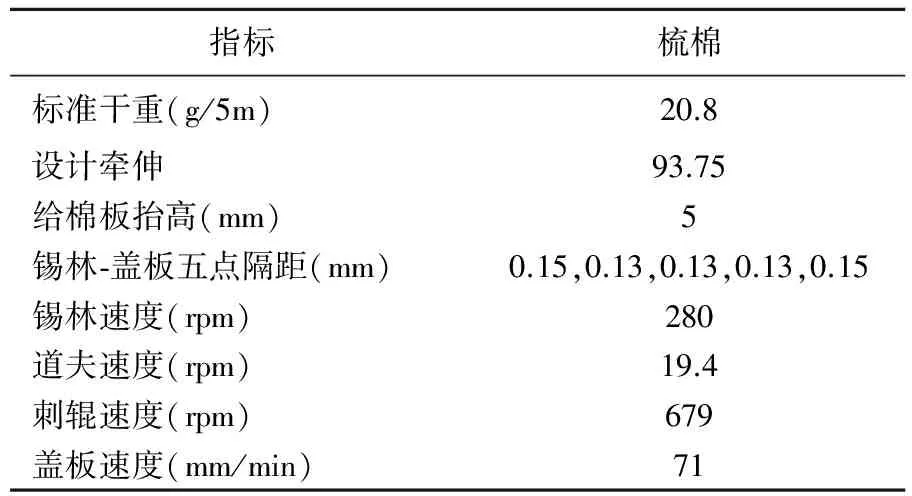
表2 天竹纤维梳棉工序工艺设计

表3 天竹纤维梳棉工序结果
4.3 并条工序
并条工序相对湿度要适当偏低控制,必要时对胶辊进行专用防静电剂处理,以减少静电现象带来的不利影响。另外,并条机的速度应该适当降低,可避免缠绕罗拉和胶辊等现象。
天竹纤维纯纺并条采用顺牵伸工艺,头并配大后牵伸,二并配小后牵伸,为增加纤维的紧密性和抱合力,喇叭口以偏小为宜[3]。天竹纤维混纺并条工序罗拉加压量要适当加大,保证足够的握持力与牵伸力相适应,确保纤维在牵伸中稳定运动,提高条干水平;适当放大罗拉隔距以改善条干水平。采用顺牵伸工艺,以改善纤维的定向性和伸直度。喇叭口径适当偏小控制使纤维抱合紧密,加强对纤维的有效控制以提高条干水平[4]。
天竹纤维纯纺纱并条工序的工艺设计如表4所示。
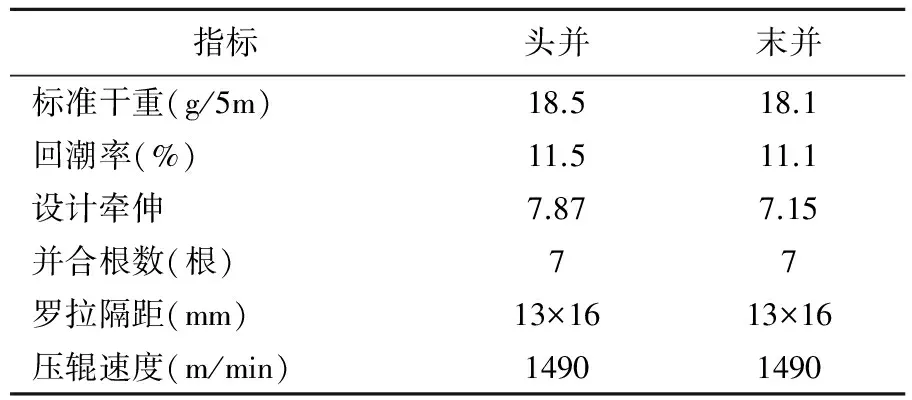
表4 天竹纤维纯纺纱并条工序工艺设计
试验采用的棉条为A201D型精梳机梳理的精梳棉条,其基本性能如表5所示。天竹/CJ60/40纱并条工序工艺如表6所示。
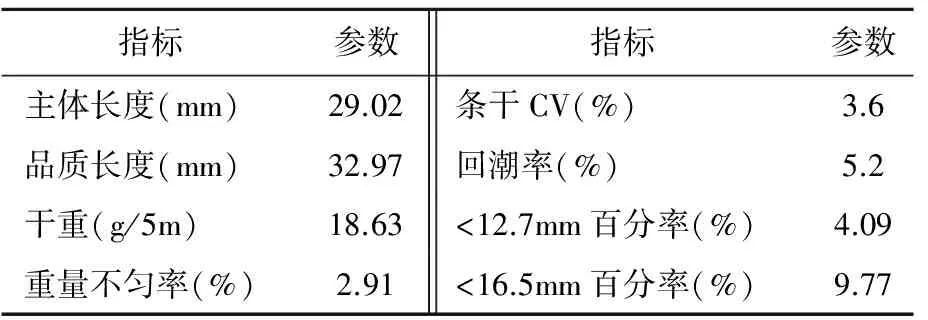
表5 精梳棉条的基本性能
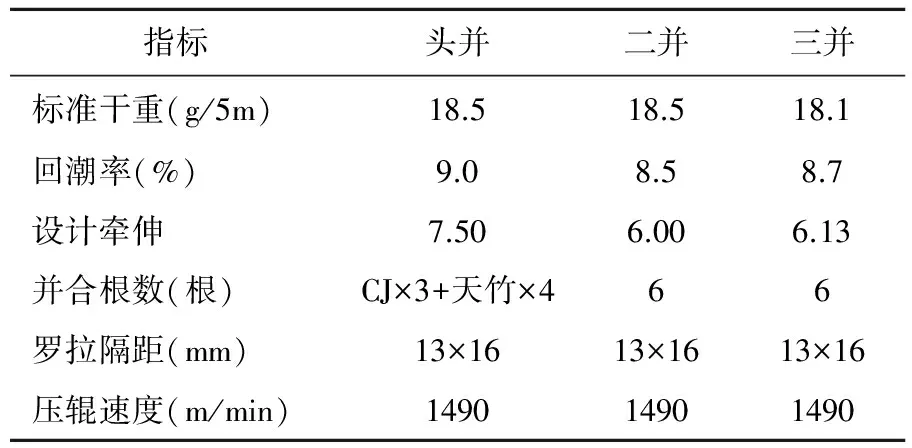
表6 天竹纤维混纺纱并条工艺设计
天竹纤维并条工序结果如表7所示。
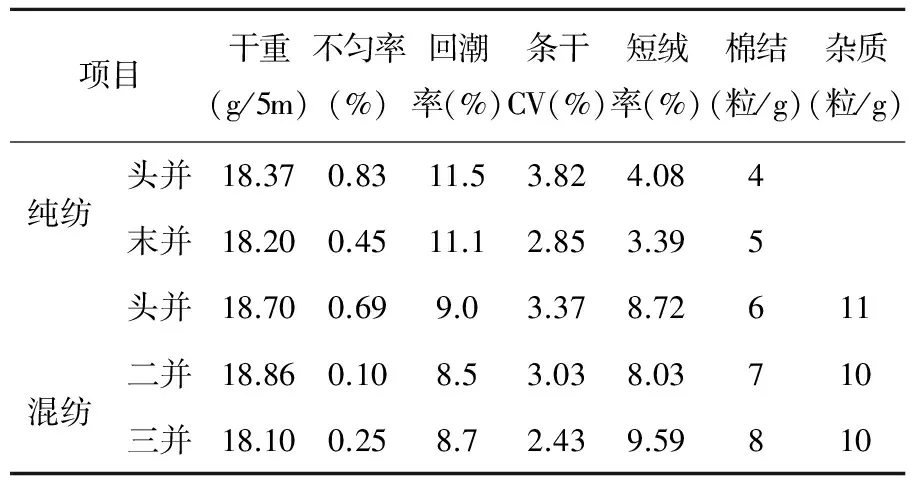
表7 天竹纤维并条工序结果
4.4 粗纱工序
粗纱工序应适当增大粗纱捻系数,以防止粗纱在退绕过程中发生脱断和意外伸长,以及提高粗纱回潮率、减少成纱毛羽[5]。通过放大后区牵伸隔距,增大后区牵伸倍数,以减小牵伸力,降低粗节数量和提高条干水平,适当减小粗纱卷装,以减小粗纱退绕时的拖动张力,避免粗纱产生意外伸长。另外,采用防静电处理的胶辊以改善粗纱质量。
车间实际温湿度为干温:28℃,湿温:22.5 ℃,相对湿度:59%,天竹纤维粗纱工序工艺设计如表8所示,粗纱工序结果如表9所示。

表8 天竹纤维粗纱工艺设计
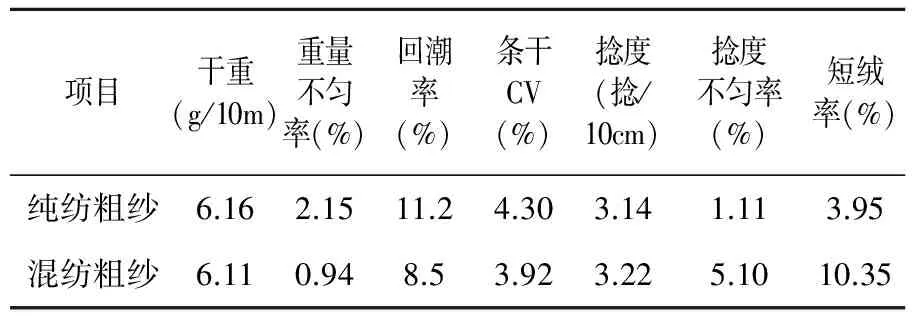
表9 天竹纤维粗纱工序结果
4.5 细纱工序
由于天竹纤维存在强力低、静电现象严重等缺点,在纺细纱时常出现易断头、毛羽多、条干差等情况。因此,细纱工序应适当降低锭速和车速,以减小离心力作用和静电积聚现象对细纱质量产生的影响。选择稍大的捻度和较小的后区牵伸倍数,防止纤维在后区牵伸中过分扩散,有利于减少纱线毛羽和改善成纱条干均匀度。另外,合理选配钢领和钢丝圈、使用稍硬的软弹性表面胶辊都有助于提高纱线质量[6]。
车间实际温湿度为干温:29.5℃,湿温:20 ℃,相对湿度:64%,天竹纤维细纱工序工艺设计如表10所示,纱线的主要质量指标如表11所示。
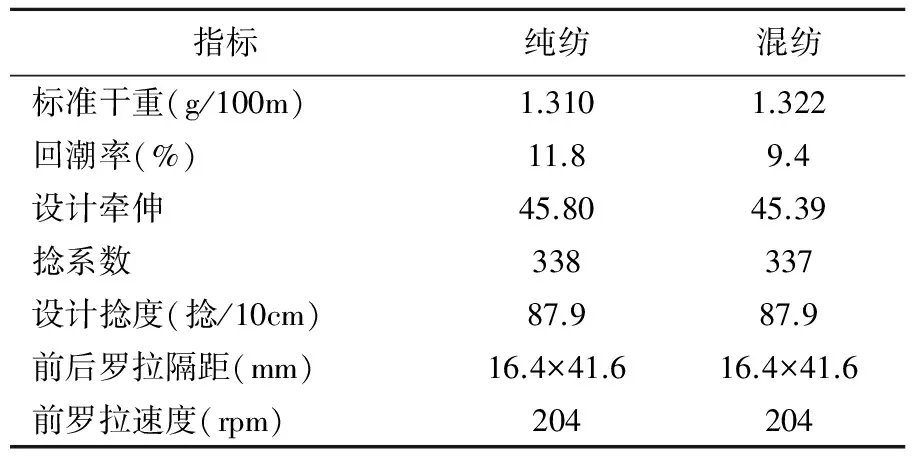
表10 天竹纤维细纱工艺设计
5 结论
天竹纤维易积聚静电,在纺制天竹纤维产品时要对纤维进行给湿预处理,以防止在纺纱过程中出现粘辊、飞花、缠结等现象。天竹纤维强力较低、抱合力较差、杂质少,在纺纱工程中要多松少打;适当降低锡林、刺辊速度,采用较大的锡林刺辊线速比;并条工序应该适当降低棉条定量,喇叭口径宜适当偏小;适当增大粗纱的捻系数及后区牵伸倍数;细纱工序中应适当降低锭速和车速,选择稍大的捻度和较小的后区牵伸倍数。同天竹纤维纯纺纱相比,天竹纤维混纺纱均匀度好。
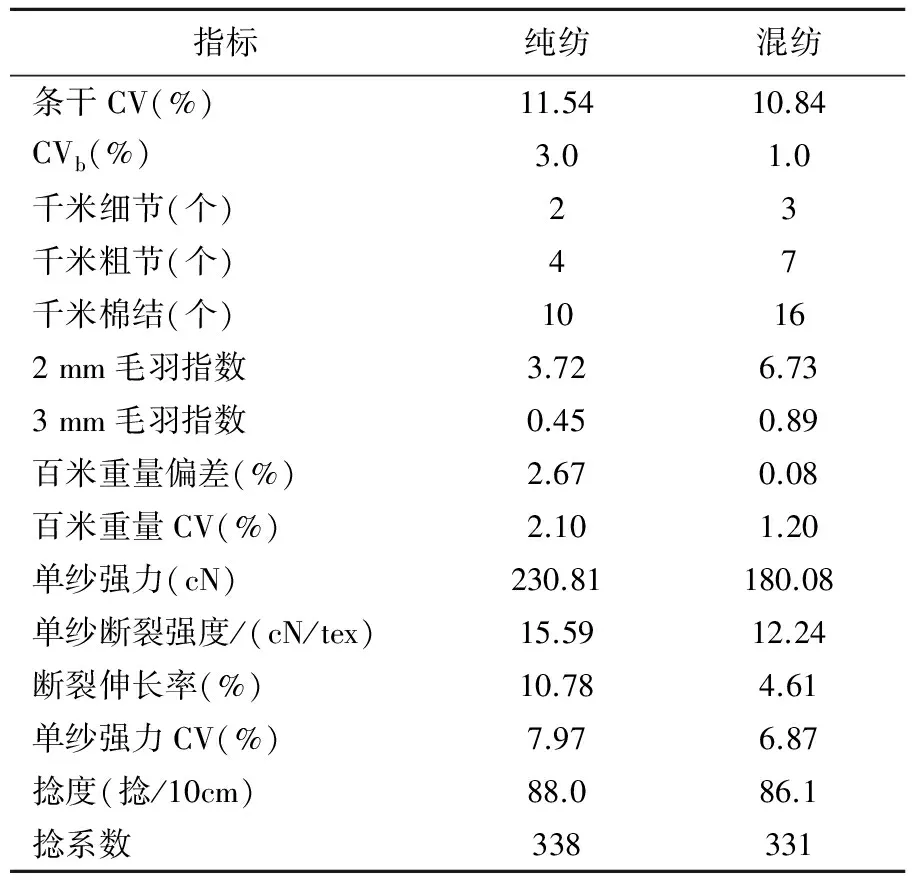
表11 纱线的主要质量指标
[1] 宋德武 顾宇鹭.天竹纤维的性能及其鉴别方法[J].针织工业,2007,(9):10—13.
[2] 常涛.竹纤维14.8tex喷气纱纺纱实践[J].纺织科技进展, 2008,(3):49—50.
[3] 杨红重 陈建朴.天竹27.8tex转杯纱的开发[J].上海纺织科技.2007,(11):47—48.
[4] 王春霞.竹纤维与棉混纺纱的开发[J].纺织科技进展,2007,(1):25—26.
[5] 章友鹤.竹纤维素纤维的特性与纺纱加工技术[J].现代纺织技术,2005,(2):56—58.
[6] 孙华.大豆纤维/竹纤维/精梳棉14.5 tex赛络纺针织用纱[J].山东纺织科技,2007,48(1):21—23.
猜你喜欢
毛纺科技(2022年11期)2022-12-05 07:59:38
棉纺织技术(2021年6期)2021-12-22 14:39:44
丝绸(2021年8期)2021-09-06 01:50:43
纺织科学与工程学报(2016年1期)2016-05-10 08:47:36
纺织科技进展(2015年1期)2015-11-28 05:56:19
现代纺织技术(2015年1期)2015-06-15 18:19:02
现代纺织技术(2015年6期)2015-02-28 14:03:18
科技与创新(2014年8期)2014-07-17 12:26:54
西安工程大学学报(2014年2期)2014-02-28 18:02:24
丝绸(2014年3期)2014-02-28 14:54:50