空分装置调节阀故障的判断与处理①
2011-01-10 01:53胡东山庞厚芳
低温与特气 2011年5期
胡东山,庞厚芳
(兖矿鲁南化肥厂气化分厂,山东滕州木石 277527)
·工艺与设备·
空分装置调节阀故障的判断与处理①
胡东山,庞厚芳
(兖矿鲁南化肥厂气化分厂,山东滕州木石 277527)
介绍了兖矿鲁化28000空分装置开车以来仪表调节阀出现的几次运行故障,针对故障我们有针对性地进行了处理,消除了隐患,提高了装置的运行周期。
空分;调节阀;液氮;液氧泵;分子筛;故障
兖矿鲁化28 000空分装置属双泵内压缩空分流程,其原动机为汽轮机,拖动原料空压机和空气增压机,该装置于2008年6月29日建成投产,并于7月1日向气化炉提供合格氧气,该空分装置自建成投产以来,系统的各种自动调节阀多次出现故障,经过故障分析与论证后,成功排除,维护了系统的安全稳定运行,现对出现的调节阀问题及处理总结如下,仅供同行们参考。
1 液氮节流入上塔阀门V 3003
1.1 现象
三次导致系统停车,第一次出现阀芯与阀杆脱焊,阀门全关造成停车,经与阀门厂家技术人员协商重新进行焊接回装后正常开车生产;第二次运行一个月以后又出现阀杆脱焊系统停车,分析此阀芯与阀杆连接强度不够,于是我们又对阀芯阀杆进行改造,原阀芯与阀杆连接只是内嵌焊接,此次我们对阀芯上导向与阀杆的连接处进行套丝后再进行内嵌式焊接回装运行;第三次运行两个月左右此阀再次出现问题,阀杆与阀芯断裂,系统停车。
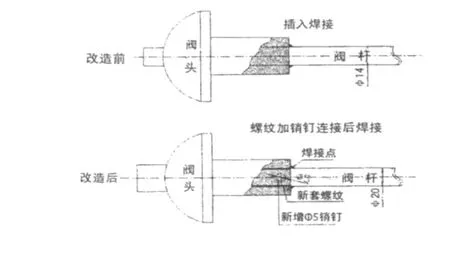
图1 V 3003阀杆结构改造前后对比示意图Fig.1 V3003 stem structure diagram before and after transformation
1.2 原因分析及处理措施
我们对阀门结构进行分析,V3003阀门结构设计不合理、强度不够,在原阀芯与阀杆上已没有更好的办法进行处理,经与阀门厂家技术人员就阀芯与阀杆连接强度问题进行协商,最后决定对阀芯阀杆结构进行大的改造,加粗阀杆阀芯,阀杆由原来的Φ14加粗
高压液空节流阀V3015为由仪表空气驱动的气开式阀门,该阀门将6.5 MPa(g)液空减压至0.5 MPa (g)后送往下塔,由于节流效应太大,原始开车后一个月左右即发现阀门的阀杆晃动,由仪表人员进行加固;运行约4个月时,因阀门震动过大导致仪表空气过滤器及阀门定位器被震掉,多次出现阀门突然关闭,经厂家人员现场更换阀门定位器及仪表空气过滤器并加固后恢复;同时借系统检修机会对该阀进行拆检,发现阀门内件磨损严重;2009年2月中旬停车对该阀门进行修复处理,但是处理后运行20天左右时再次出现阀门无法调节的问题,直至2009年3月1日阀门由于震动过大导致阀杆断裂,阀门手轮震掉,系统无法维持运行。至Φ20,对阀芯上导向内径进行扩大,并对阀芯上导向与阀杆连接处进行套丝后再焊接,同时对阀芯上导向与阀杆进行销钉铆接,改造如图1。
这样三管齐下增强阀芯与阀杆的强度,目前改造后的阀门已稳定运行2年之久,没有再出现问题。
2 高压液空节流入下塔阀V 3015
2.1 现象
2.2 原因分析
为彻底查清阀门故障原因,鲁化和厂家技术人员进行专题讨论,鲁化技术人员分析认为,该阀故障的根本原因是阀门选型偏小,与同类型公司的30 000 Nm3/h空分比较,相同的高压空气设计压力,高压空气流量48 000 m3/h,选用了DN100的高压空气节流阀,阀门选择的气化率参数比鲁化高出1%,运行近一年没有出现过震动磨损问题,而我们78 000 m3/h的高压空气量,却选用DN 80的阀门,不能满足变负荷的工况要求;由于阀门压差大,此阀在运行过程中由于汽蚀严重,振动非常大,致使出现故障无法维持系统运行。
2.3 处理措施及效果
经过鲁化与厂家人员协商,决定将V3015阀由DN80更换成DN100,因阀门提前出现故障,被迫停车更换,在更换过程中发现该阀的阀架与图纸设计不符,图纸设计为双抱箍,而现场实际安装为单抱箍,由此可见,这也是导致阀门震动过大的原因之一,厂家人员要求立即对此进行整改,恢复图纸设计。经过此次更换阀门和阀架整改,经过2年的运行验证,阀门工作稳定,没有再出现任何故障。
3 液氧泵进口阀V 3501A/B
3.1 现象
自系统开车以来,该阀一直存在着内漏和不能完全打开的问题,导致28 000空分系统开车期间无法对备用液氧泵进行加温处理,一旦出现液氧泵本体故障问题,空分系统必须全部停车,无法达到设计检修备用泵的要求。
3.2 原因分析及处理
鲁化经过详细调查分析,发现厂家设计的液氧泵进口阀的密封等级只有IV级,无法达到低温液体的密封要求,即使是阀门处于全关状态,阀门也存在一定的泄漏量,无法与系统完全隔离,为此我们与厂家商议将阀门的密封等级提高至V I级,将液氧泵进口阀全部更换成国外进口阀门,实现零泄漏。方案确定后,借系统停车机会,对两台液氧泵进口阀实施改造,改造后,系统运行约2年的时间,阀门能够达到密封要求,实现了在线备用的要求。
4 液氧泵回流阀V 3511A/B
4.1 现象
在原始试车运行约3个月时,A#液氧泵出现异常噪音,经分析阀门存在喘振的异常响声情况,借系统停车机会,经阀门厂家拆检确认A#液氧泵回流阀阀芯已严重磨损,需对阀门内件进行更换。
4.2 原因分析及处理
通过与国内同类型的30 000空分进行比较,发现同样的空分装置其他单位均配置了DN80的回流阀,而空分厂家给鲁化配置了DN 50的阀门,阀门偏小,但因液氧泵冷箱内的空间局限问题,无法更换阀门。为了解决阀门内件磨损问题,鲁化与厂家协商,一是更换新的液氧泵回流阀内件,同时将阀门内件由原来的逐级减压内件,更换为豁口内件,以增强阀门的抗气蚀能力;二是为了减小阀门执行机构的阻力,将阀门由低进高出,改为高进低出;三是因新型阀门内件本身具有抗汽蚀能力,取消了出口阻尼板;四是由于阀门内件更换造成出口管线不够长,为了解决应力释放问题,在阀门出口设计了一个U型弯,并在U型弯底部设计了一个排液管线,防止泵停车后的液体积聚。经过一系列的改造后,彻底解决了阀门喘振的问题,现阀门已运行约2年的时间,情况良好。
5 分子筛均压阀V 31204
5.1 现象
2010年1月,该阀六次出现阀门关闭不到位的情况,致使分子筛纯化器暂停运行,认为可能气源压力不够导致不能关闭到位,强制提高气源压力,迫使阀门关闭到位,但在第六次时,即使气源压力再高也无法使阀门关闭,被迫检修。
5.2 原因分析及处理
分析此阀是双气缸单作用球阀,于是我们直接把气源加到两个气缸的开位,阀门能开到位,但阀门在关时又出现不能到位的情况,我们认为可能是阀门定位器有问题,于是对定位器进行初始化,但初始化无法完整进行,于是我们又把气源加到关位口,阀门仍然动作不到位,对阀门进一步进行检查发现气缸排气侧气孔在阀门不动作时依然有气排出,至此阀门动作不到位的原因初步定位是气缸原因。于是对气缸进行拆解,发现活塞O型密封圈已被严重挤伤,致使气缸串气输出力不够,最终导致阀门动作不到位或不能动作,同时我们又进一步检查发现气缸内壁有很多锈蚀斑点,原因进一步明朗:由于内壁有锈蚀加之润滑脂不足,致使O型圈与气缸内壁摩擦力增大,而我们为使阀门动作,加大外力使密封圈脱槽进而挤压,导致阀门无法动作。针对这种情况,在没有备用气缸的情况下,我们只能用金相砂纸对气缸进行打磨,重新进行加润滑脂后回装,投入运行至今没有发生任何问题。
综上所述,28 000空分自开车之始,就调节阀而言,就存在着先天性不足,阀门尺寸偏小,密封等级低等问题,空分装置在正常工况下,阀门工作都在极限状态,没有调节裕量,致使开车不长时间,调节阀的制约就显现出来,频繁停车,给生产带来很大影响。同时28 000空分装置经过三年多的运行,系统调节阀的问题已全部解决,威胁系统安全稳定运行的因素已基本消除。
Air Separation Device Regulating Valve Fault Judgment And Treatment
HU Dongshan,PANG Houfang
(Yankuang Lunan Chemical Fertilizer Plant Gasification Plant,Tengzhou 277527,China)
This artical describes the several operational malfuctions of meter control valves since the 28000 ASU running in Lunan Chemical Fertilizer Plant of Yanzhou Coal M ining Group.We have taken corresponding measures to thesemalfuctions.Now we have eliminated the hidden dangers and improved the device’s running time.
air separation;regulating valve;liquid nitrogen;liquid oxygen pump;molecular sieve;fault
TQ116.11
B
1007-7804(2011)05-0016-03
10.3969/j.issn.1007-7804.2011.05.004
2011-08-12
胡东山(1970),男,山东省济宁市人,工程师,在兖矿鲁南化肥厂从事安全、技术管理工作。
猜你喜欢
导弹与航天运载技术(2022年2期)2022-05-09
导弹与航天运载技术(2022年2期)2022-05-09
军民两用技术与产品(2021年10期)2021-03-16
湖北农机化(2020年4期)2020-07-24
山东煤炭科技(2020年1期)2020-03-06
中国核电(2018年3期)2018-10-10
能源(2018年8期)2018-09-21
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
中国卫生(2016年4期)2016-11-12