气瓶阀的设计和选用①
2011-01-10 01:52蒋仲先
低温与特气 2011年5期
蒋仲先
(旅顺永胜气体阀门厂,辽宁大连沙河口连华街78-3-2号 116021)
气瓶阀的设计和选用①
蒋仲先
(旅顺永胜气体阀门厂,辽宁大连沙河口连华街78-3-2号 116021)
气瓶阀具有结构简单、品种多样、需求量大、安全可靠性要求高等特点。针对填料式、隔膜式、波纹管式气瓶阀的结构特点,就如何选用问题进行了阐述。重点讨论了波纹膜片的设计问题。同时也对其今后的发展提出了看法,仅供读者参考。
气瓶阀;设计;选用
气瓶阀是指适用于各种气瓶作为充气、储气和放气的启闭装置。按气瓶用途主要分为工业用气瓶、医用气瓶和特种气体用气瓶,因而气瓶阀也自然形成了这三种类型。其中前两类已形成了国家(部级)标准,即:JB 3328—83《气瓶阀和管路阀》和JB 3339—83《小型医用气瓶框式阀的连接尺寸》。由于我国特种气体是改革开放以来随着电子工业、光导技术等新兴工业的发展而出现的新型气体门类,故其相适应的气瓶及阀还没有制定统一的国家 (部级)标准,目前仍沿用JB 3328—83或借用美国CGA标准即美国压缩气体协会标准。
气瓶阀的特点主要有:
(1)结构较为简单。整个结构件只有20个左右。
(2)规格品种多。根据对某专业厂统计,同一材质的型号多达二百四十余种,如果再按不同材质、不同连接尺寸、不同介质要求加以排列组合,其数量之多可想而知。
(3)需要量大。大型专业厂年产量不少于百万余只。
(4)安全可靠性要求高。特别是对有毒、易燃、易爆、强腐蚀性、放射性和要求高纯度、高洁净气体更为突出,它关系到使用质量和人身安全。
(5)进口产品与国产的差价较大。结构类似的同一型号产品,进口价一般高于国产3~4倍 (有的还要高)。因而对使用者而言,在满足使用要求的前提下,尽可能考虑国产化也是十分必要的。为此对其结构设计和如何选用方面的知识,也应该有一定的了解。笔者现将多年来从事这方面工作主要是特气阀门遇到的有关问题做如下小结,以供同仁和用户参考。不妥之处,望能指正,不胜感激。
1 气瓶阀的技术要求
设计者按产品的技术要求进行设计,而产品的技术要求是根据其使用工况并在该工况下所制定的通用标准来确定的,现分述如下:
1.1 工业用气瓶阀使用要求
工业用气瓶阀使用技术要求主要有:
(1)关闭力矩不得超过0.5 kg·m。
(2)气密性。试验压力为1.1倍工作压力下,持续时间不少于30 s,无泄漏。
(3)阀体耐压强度。在2倍工作压力下,持续时间大于3 min应能正常工作。
(5)耐用性。以最大关闭力矩全行程开闭1000次后,应能正常工作。
(6)耐温性。在-40~60℃时应能正常工作。
(7)安全装置。根据需求提出。
(8)进出口连接螺纹尺寸。按选用气瓶及介质确定。
1.2 医用阀技术要求
该类阀除满足上述工业气用阀各项技术要求外,由于其与框的相对位置是根据不同介质,由框上销子分别插入到阀上相应的孔 (图1中的①~⑥)内来固定的,因而加工尺寸的保证是尤为重要的。图1所示为第一种框式的连接型式和尺寸,加工时必按表1的规定进行加工。其他连接型式和尺寸详见JB 8339—83。另外,阀上必打有清晰永久性的化学元素符号。

图1 框式连接型式和尺寸Fig.1 Connection types and sizes fo r frame type

表1 框式连接尺寸Table 1 Connection sizes for frame type
1.3 特种气体气瓶阀技术要求
特种气体具有如下特性:
(1)化学性质复杂。如易燃、易爆、有毒、强腐蚀性、放射性等。
(2)纯度要求高。有的要求6 N(国外已达7 N)。
(3)洁净度要求高。以集成电路用气为例,当集成度为 256 K位时,尘埃最大允许直径 ≤0.1μm,颗粒度<1颗/升。
(4)稳定性高。有的要求2年内介质不变质。
(5)气瓶要在高温下 (>100℃)加热除气。
因而该类阀除满足上述工业气用阀一般常规技术要求外,还应考虑满足如下特殊要求:
(1)气密性更为安全可靠。要进行氦质谱检漏检测,漏率一般不大于1×10-6L/s。真空度要达到1.33×10-2Pa。
(2)吸附性小、内壁粗糙度要尽量小。如要求纯度为6 N以上气体 Ra≤0.04μm。因此内壁要进行电化学抛光或机械抛光。
(3)高洁净度。国外已在1000级净化间组装、试验、封存,要采用先进可靠的清洗工艺。
(4)适用温度范围应为-40~120℃。
(5)选用高质量材质,国外多用316 L。
2 气瓶阀结构设计
气瓶阀结构设计按外漏密封方式分为填料式、隔膜式及波纹管式三种,现分述如下:
2.1 填料式气瓶阀
该阀阀腔介质与大气之间的密封 (即外漏)是靠填料函与阀杆之间贴合紧度来实现的 (如图2~5所示),其中图2为橡胶“O”形密封圈。图3为填料函密封。由于填料函有老化问题,加之阀杆加工中有一定的椭圆度,密封性能不十分可靠,不能用于要求抽真空和加热除气的特种气体,只能用于一般工业气体。
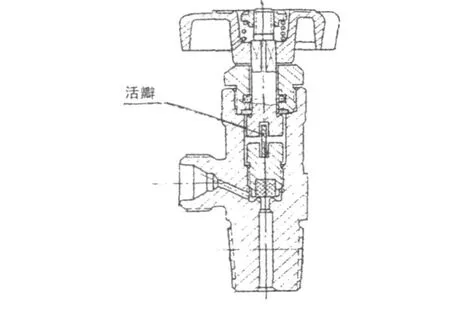
图2 活瓣式Fig.2 Air valve type
填料式结构根据阀头组件的形式不同,有活瓣式 (图2)、针形式 (图3)、轴联式 (图4)和联结式 (图5)。这几种形式虽都是较为成熟设计,但活瓣式、轴联式、联结式阀头密封面与阀口无相对运动 (即旋转运动),阀口不易受损伤,材质也为一软一硬,故内密封更为可靠一些,寿命也可更长一些。而图3针形式阀口则易受损伤,并由此引起泄漏。
另外填料函与“O”形圈二者的比较,由于填料函式与阀杆之间的贴合紧度是靠压盖的压紧力来调节的,一旦填料老化或泄漏,还可用压紧压盖的方法来补救 (此时关闭力矩自然要增大),而“O”形圈则无此选择,只能换新阀。

因此,对填料式气瓶阀阀头组件选用活瓣式,阀杆之间密封选用填料函式压紧方式是较为理想的选择。

图5 联结式Fig.5 Connection type
2.2 隔膜式气瓶阀
该类阀分弹簧式和无弹簧式两种。

2.2.1 弹簧式气瓶阀
其工作原理如图6所示,阀杆10通过压块9驱动膜片8使阀头组件与阀口关闭。当手轮左旋阀杆上升时,由于弹簧力,膜片自身弹力及气瓶内压力使阀头组件升起,阀门开启。该阀设计需注意的主要问题是,阀件材质的合理选择,特别是耐蚀性尤为重要,弹簧弹力尽可能足够大。材质多用316L不锈钢,阀头组件 (如图7)的阀芯多用具有一定硬度的塑料,如聚三氯乙烯、聚酰亚胺、尼龙等,但必须确保介质与其无相容性。
该阀使用中曾出现和存在的主要问题是:
(1)弹簧设计力不够或使用时间长弹力下降,膜片不能复位,使阀门打不开。
(2)塑料阀芯硬度不够或与介质相容,关闭后,使膜片超行程产生永久变形,使阀门打不开。
(3)相关零件加工尺寸超差,使膜片超过允许的弹性变形范围,产生永久变形,使阀门打不开。
(4)阀件材质选择不当,产生的腐蚀污物将弹簧卡死,膜片不能复位,使阀门打不开。如一用户对HCl介质选用304不锈钢阀体,就曾出现过这一现象。
(5)充不进气现象。这是由于充气压力大于弹簧力 (即背压过大)而充气操作时又先打开了进气阀,后开启气瓶阀所致。为此操作时必先开启气瓶阀,后开充气阀,否则还很可能使膜片产生永久变形,使阀门打不开。
(6)死区较大,痕气很难用置换法吹洗干净。
(7)由于是平面密封,如果有污物存于密封面,会产生泄漏,必须确保管道气瓶阀腔干净。
2.2.2 无弹簧隔膜气瓶阀
鉴于有弹簧式结构不时出现和存在各种问题,虽大多为过失所为,但时刻令人担忧,故出现无弹簧结构方案,其又有提拉式和自启式两种。
2.2.2.1 提拉式隔膜气瓶阀
如图8所示,其动作原理是右旋阀杆,使联杆带动与膜片连于一体的阀头向下运动将阀关闭,反之则开启。
该阀主要优点是膜片不会产生永久变形,不会产生打不开现象,开启可靠;行程较大,可达到膜片厚度的2倍。设计中主要问题是联杆膜片和阀头之间的连接必须牢固可靠,不得有少许松动,如采用内螺纹连接再焊死,焊接技术要求较高 (也可采用金属粘接剂)。另外膜片中间要冲孔,其尺寸大小的确定是比较复杂的理论和实践问题,必须多次实验定型。如误差过大,会影响其使用寿命;阀头如采用平面密封,也易产生内漏 (气瓶、管道不洁时)。目前国内尚无该类产品,国外虽有报道,但价格昂贵。国内一客户在试用该产品中曾发生过当气瓶加热近100℃时,易熔合金安全装置熔化放气,阀头镶嵌的塑料阀芯被压后软化溢出事故。这虽然不能说明阀门自身存在什么问题,但却告诫人们,选用者一定要将自己的使用工况向厂家讲清楚,而厂家也应事先向用户讲明产品应用范围及注意事项,否则后果将不堪设想。
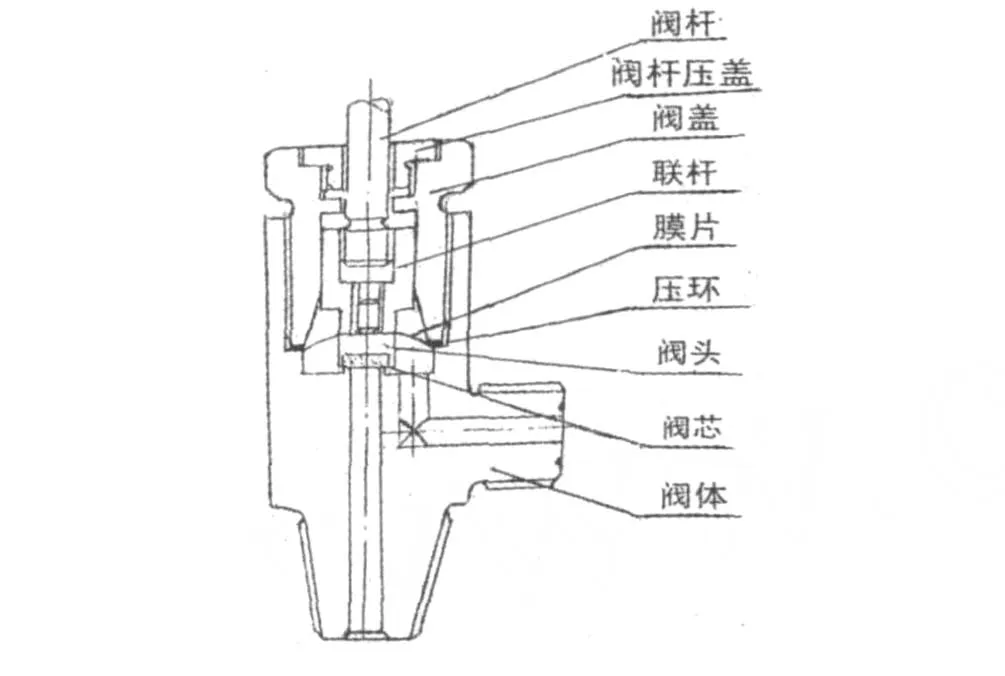
图8 提拉式隔膜阀简图Fig.8 Life-draw type diaphragm valve
2.2.2.2 自启式隔膜气瓶阀
该阀是我厂迫于克服弹簧式结构存在的问题,于2005年开始进行研发的。当时国内外并无报道,直到2007年在仿制进口的隔膜常开气动阀时,方知其所用直通阀与我厂结构完全相同。其采用时间也早于我厂,只不过我厂在国内首次用于气瓶阀上而已。
该阀动作原理如图9所示,右旋阀杆,通过压块使膜片直接关闭阀口,反之则靠膜片自身回弹力使阀开启。

图9 自启式隔膜阀简图Fig.9 Self opening type diaphragm valve
该阀的优点是:结构更为简单;内漏为线密封更为可靠;死区更小;因为是金属对金属密封,可用于高温 (曾在400℃高温下做过试验,性能良好)。随着开关次数的增加,密封面磨合更好,密封性能也更好,关闭力矩也会越用越小。
该阀研制中曾出现的问题是:膜片行程选择不当,产生永久变形;压块形状及尺寸设计不当,使膜片产生永久变形,经多次反复试验才得以解决。在实际应用中进行气密性试验时,由于工人误操作,从出口打压,当气压超过10 M Pa时,使膜片产生永久变形,阀门打不开。故而在产品使用说明书中特别强调,在充气压力高于10 M Pa时,必先把气瓶阀打开再开启充气系统的进气阀,否则会产生充不进现象,甚至使膜片永久变形,使阀门打不开。
数年来我厂产品用户已近百家,除上述因误操作出现事故外,再也没有不好的信息反馈。2009年向四川红华特气公司提供的上千只CGA 640标准的特气阀采用该结构,确保了100%的合格率。首次取代进口产品,为国家节约了外汇。目前我厂之所以敢于放心批量投产该系列产品,就在于技术比较成熟,质量能够保证,该结构形式用于气瓶阀是安全可行的。
2.2.3 波纹管式气瓶阀
此阀也是为解决弹簧式气瓶阀存在的问题而提出的研发课题,其动作原理与提拉式隔膜阀基本相同,只不过将膜片换成多层波纹管而已。也曾试制出样机,然而由于其工艺更为复杂,成本更高,故而放弃,在此也不再多述。
3 膜片设计
由于膜片是隔膜阀中起密封作用的关键件,其材料选择、形状设计、疲劳寿命、行程、柔性、刚度及固定方式是必须考虑的重要问题。
3.1 材质选择
对气瓶阀而言,必选用金属材质,要求其能承受一定的拉伸应力;能产生足够的弹性变形,应力和变形可用板壳理论计算。而且要按允许过压的125%~150%进行。为了确保其好的延展性,便于成形,要进行一定的热处理工艺,保证其足够疲劳寿命。目前国内外采用的主要材质有铍铜合金(HPb)、奥氏体不锈钢 316L (0Cr27Ni12Mo3)、蒙乃尔 (即 Monel,其是镍铜合金)、因可乃尔(即Inconel,其是镍铬合金)、钛合金和钴基合金(如L 650)等。我厂对蒙乃尔、316L (表面镀钛,曾用于HCl)都试用过,效果良好,并在仿制隔膜式常开气动阀时对316L和国外的钴基合金进行了对比性试验,结果如表2所示。

表2 316L和钴基合金膜片对比试验Table 2 Contrast test of 316 L to Cobalt-based alloy diaphragm
3.2 型面设计
3.2.1 平膜片
其是一平面圆盘,其优点是制造容易,成本低、互换性好。缺点是行程小,一般只为其厚度的一半。故其不适用于流量要求大、流速过高 (如H2)的场合。
3.2.2 波纹膜片
波纹膜片是一个有波纹的圆盘。气瓶阀多用单波纹形式,其有带硬芯 (图10)和无硬芯 (图11)两种。提拉式实际上是带硬芯的一种,弹簧式及自启式则是无硬芯式一种。

波纹膜片形状按标准正弦曲线进行设计 (图12),由假定的波纹高度 H和实际需要波距l可通过下式计算出半径R、夹角θ和波长S,即
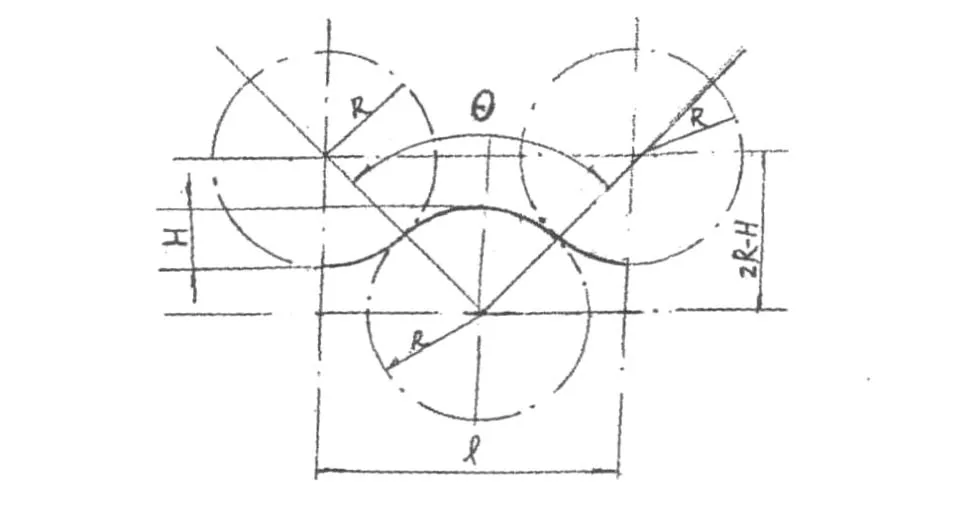
图12 波纹膜片几何图形Fig.12 Geometric figure of co rrugated diaphragm

根据R、θ及S设计胎具。
为了保证膜片线性特性在1%内,在设计时常用的经验方法是使行程小于直径的2%,如果线性度允许大于1%,则变形最大可达到直径的3%~4%。
波纹膜片与平膜片相比其优点是:
(1)在无永久变形情况下,总行程较大,可达到波高的2倍。
(2)在较大行程内其有效面积基本不变。
(3)疲劳寿命长。
(4)线性特性好。如图13所示,在相同直径和灵敏度情况下,波纹膜片直线度远大于平膜片。因此对两端固定的波纹膜片,设计者只要使压力 P的作用点在拐点A范围内 (如图14所示),都可确保其变形在线性范围内,不会产生永久变形,平膜片则无此选择。

图13 膜片的线性曲线Fig.13 Linearity curve of diaphragm
3.2.3 膜片的固定
对气瓶阀而言,其膜片只能用阀盖螺纹压紧固定密封,中间要加紧压环,防止膜片有相对运动。
3.2.4 膜片的制作
膜片成形胎具有两种,图15是橡胶成形胎具,其是将预先冲制的毛胚放入金属导套内,由冲头冲压橡胶成形,这一方法对胎具材质没有特殊要求,用一般钢和铜即可,可保持膜片本身厚度不变,但橡胶容易破损或溢出,成形件易出现皱折。图16所示为成形和冲切组合胎具,要求阴阳膜胎具要有一定的强度,并且要锋利,硬度更高,最好用硬质合金。这一方法成品率高,目前多用之。
图16 膜片成形和冲切组合胎具Fig.16 Combination positioner for forming and punching the diaphragm
表3 国内外气瓶口螺纹代号及尺寸Table 3 Cylinder o rifice thread code and size at home and abroad
4 气瓶阀的选用
用户在选用气瓶阀时,一般要向厂家提出如下要求:
(1)与介质直接接触的阀体材质。主要是满足耐腐蚀性要求。
(2)最高耐压强度。
(3)最高使用温度范围。
(4)与气瓶口螺纹连接尺寸 (即阀的进口尺寸),这要根据所选用的气瓶口螺纹代号来确定,如表3所示。
(5)气瓶阀出口连接型式和尺寸的选择
①工作压力为 12.5~200 M Pa,介质为氧、氮、空气和氟里昂的气瓶阀,可采用三种连接型式。


如借用美国CGA标准,其相适用的介质如表4所示。

表4 CGA标准适用介质一览表※Table 4 The schedule of suitable substance for CGA standand
(6)安全爆破装置的选择
安全爆破装置是为气瓶超压爆破而设,多用于高压气体,其类型有爆破片式 (详见 GB 567—1999《爆破片与爆破片装置》)、易熔合金式、易爆合金与爆破片混合式、弹簧和易熔合金式。由于易熔合金式会带来污染,笔者认为应把爆破片式作为首选。另外,从厂家样本可以看出,对同一种介质所用气瓶阀,有的带安全爆破装置,有的不带,应选不带为宜,以免引起不必要的麻烦。爆破压力为工作压力的1.2~1.6倍。
(7)氦质谱检漏试验要求
这是特种气体用阀特殊要求,一般漏率≤1× 10-6L/s即可,至于检测的百分比,目前还没有统一的标准。从我厂实测结果来看,如果气密性试验时间延长至一分钟,氦质谱检漏率皆能达到≤1× 10-11L/s。故我厂暂定企业标准为:100~500件按3%抽检,500~1000件按5%抽检。多于1000件与用户协商决定,但不得少于6%。
(8)内壁粗糙度要求。用户要根据介质纯度决定内壁是否进行电化学抛光或机械抛光。
(9)洁净度要求。如阀内腔除油要求、尘埃颗粒量的要求 (一般用加过滤器解决)等。
(10)与气瓶阀相连的配套件的选用。
这也是用户在实际应用中经常碰到的问题,主要包括:
(1)稳压 (减压)器的选用
高压气体介质输出时大都需要减压并稳定在一定压力范围内使用,为此需在气瓶出口连接减压器。对一般工业气体而言,选用常规夹布橡胶膜片的铜质产品即可,对特种气体则需选用金属膜片的不锈钢产品,选用时需对减压后调压范围及流量大小提出要求。我厂GY型产品即为此而设,并有调压范围:0~0.6 M Pa、0~1.2 M Pa,流量为40 m3/h和80 m3/h两种规格,气瓶内压力皆可达到20 M Pa。
(2)微流分析取样阀的选用
该阀连于气瓶阀出口及分析仪之间,取样分析用,如果只要求减压微流量调节 (0~3000 m L/ min),不需减压,我厂WL型即可满足要求,其中WL—I型还可知气瓶内压力和相对输出流量, WL—Ⅱ只知气瓶内压力。如果要求减压后还需稳压在一定压力下,并能进行微流量调节,可用小型的 GY型减压器,其采用Φ40压力表,体积小,重量轻,特别适用于4~8 L气瓶。
(3)过滤器的选用
与气瓶出口连接的管线上接过滤装置,在充气时可以防止管路中污物进入阀腔内粘于阀口的密封面上引起内漏 (实际应用中常有这一现象发生);输出时,可以确保颗粒量达到要求。这对特种气体的使用是十分必要的。
(4)吹洗装置 (气瓶柜)的选用
气瓶内工艺气体在初次使用时,或在气瓶更换前后,都需将与气瓶阀连接的管线内及阀腔内的痕气排除干净,否则不仅影响气体的使用质量,同时还会影响设备和人身安全 (对有毒和强腐蚀性气体),为此需在气瓶阀出口处连接吹洗装置 (系统)。吹洗方法有置换式和稀释式两种,前者简单易行,但很难彻底排除管路内死角处痕气且效率低。后者先进可靠,但成本也高,国外有全自动和手动两种。笔者于光明院期间曾主持仿制国外手动式稀释装置二十余台并用于生产,取得较好社会和经济效益。近年来国内再也无这方面报道,可以断言这一领域的研究开发在国内仍是空白。详见参考文献 [4]。
5 几点看法
(1)一般工业气瓶阀技术比较成熟,采用活瓣式结构、填料函式密封是较为理想选择。
(2)从安全可靠性考虑,特种气体气瓶阀选用无弹簧式隔膜阀是最佳选择。自启式结构在工艺性、成本、死区方面优于提拉式。
(3)波纹膜片优于平膜片,316L材质是自启式隔膜阀较为理想的选择 (对HCl介质,应表面镀钛)。
(4)对于安全爆破装置的选择,在可带与不用带的情况下,尽量不带 (特别是对有毒、易燃、易爆介质),对高压气体一定要带时,选用爆破片式为最佳选择。
(5)包括气瓶在内的特气用阀及配套器件是一项综合性系统工程,但至今没有统一的国家标准。代表总体技术水平的全自动吹洗装置,至今国内仍是空白,全部依靠进口。有关领导单位,应加强投入,组织攻关,彻底改变这一领域的落后局面。
[1]国内外有关产品样本;
[2]寿震东.阀门使用知识 [M].石家庄:河北人民出版社,1983.
[3]蒋仲先,王君,劳伟仪.国内外特气阀概况 [J].低温与特气,1991.
[4]蒋仲先,王君.国内外特种气体吹洗装置及其应用[J].低温与特气,1995.
[5]阀门管件设计编译组编译.美国阀门管件设计手册[M].北京:机械工业出版社,1984.
[6]Mario Di Giovanni.FLA T AND CORRUGA TED D IAPHRAGM DESIGN HANDBOOK[M].MARCEL DEKKER INC,1982.
Design And Choose of Cylinder Valve
JIANG Zhongxian
(Dalian Yongsheng Gas Valves Factory of China,Dalian 116021,China)
The cylinder valve have the charactericsof simp le structure,large demand,higher safety reliabiliby and so on.Aiming at the structural characteristics of packing type,diaphragm and bellow cylinder valves,describe how to select these cylinder valves.Discuss the design problem of corrugated diaphragm mainly,and put fo rward the view s on their future development to offer some reference for readers.
cylinder valve;design;select
TQ117
A
1007-7804(2011)05-0003-09
10.3969/j.issn.1007-7804.2011.05.002
2011-08-12
蒋仲先,1961年毕业于北京航空学院 (现北京航空航天大学),20世纪80年代于光明化工研究设计院主持特气阀课题研发工作,高级工程师。获五项原化工部科技进步奖,三项国家专利,在全国性刊物上发表论文十余篇。曾任全国阀门标准技术委员会成员,全国阀门科技情报网东北地区负责人,大连市流体工程学会副理事长等职,现任旅顺永胜气体阀门厂技术顾问 (原任总工程师)。
猜你喜欢
流程工业(2022年3期)2022-06-23
煤气与热力(2021年10期)2021-12-02
煤气与热力(2021年3期)2021-06-09
化肥设计(2019年4期)2019-08-30
劳动保护(2018年8期)2018-09-12
航天制造技术(2018年3期)2018-07-07
纤维复合材料(2018年4期)2018-04-28
光学精密工程(2016年5期)2016-11-07
中学科技(2014年11期)2014-12-25
太空探索(2014年3期)2014-07-10