
絮凝处理染料废水的电解实验研究
2010-12-27 03:50刘泽洋陈嵩岳王宪恩
东北师大学报(自然科学版) 2010年4期
刘 歆,刘泽洋,冷 粟,陈嵩岳,刘 南,王宪恩
(1.吉林大学环境与资源学院,吉林长春 130012; 2.吉林大学经济学院,吉林长春 130012)
絮凝处理染料废水的电解实验研究
刘 歆1,刘泽洋2,冷 粟1,陈嵩岳1,刘 南1,王宪恩1
(1.吉林大学环境与资源学院,吉林长春 130012; 2.吉林大学经济学院,吉林长春 130012)
通过对染料废水的前期絮凝预处理以及利用热分解法和电沉积法制备了钛基二氧化铅电极,并进行了自由基法电解实验.证明利用电解法产生的自由基处理染料废水,可使废水的化学需氧量(COD)以及色度都随着反应的时间增加而大大降低,其降解效率与废水的初始COD、电极间的电压强度、废水p H值和极板间距等条件的变化有着重要的联系,比较了电解自由基法降解废水中各因素对电解实验的影响.
电解法;絮凝;自由基;染料废水
随着工业的迅速发展,废水的种类和数量增加迅猛,对水体的污染也日趋广泛和严重,威胁人类的健康和安全.废水含有大量生物难降解有机物,对环境的污染是及其严重的,尤其是农药、印染、化工企业排出的有机废水都具备污染物稳定性强、毒性强等特点,一般难以用常规方法处理.而其中染料(尤其是中间体)在合成过程产生的废水酸度强、有机负荷高、成分复杂、可生化性差,对废水的治理难度相当大[1-4].
本文处理的废水的来源为生产CL T酸排放的废水,CL T酸化学名称为5-氨基-2-氯甲苯-4-磺酸,在颜料工业上主要用于生产C.I.颜料红52和C.I.颜料红53,是合成红色有机颜料的重要中间体. CL T酸的合成路线有很多,但目前国内工业上主要采用甲苯磺化路线.其生产流程中排放的废水和洗罐废水、还原冲板水和酸析废水.该废水COD高、颜色深、p H值呈酸性、可生化性差,属极难处理的废水之一.现有的废水处理方法主要采用三效蒸发来处理,但此方法存在COD去除率低,处理费用高等缺陷.本文用絮凝法对废水进行预处理,提高了废水COD的去降率,并进行了电解实验,使出水满足回用条件.
1 絮凝法和电解
1.1 絮凝
用10%(质量分数)的A lCl3溶液做絮凝剂,用PAM(0.5%(体积分数)的聚丙烯酰胺溶液)助凝以及用5%(质量分数)的NaHS溶液去色.10%(质量分数)A lCl3溶液的作用是通过其水解的产物压缩双电层、电性中和以及吸附桥联等作用,能将COD的颗粒物质沉淀下来,从而降低了COD.PAM具有在颗粒间形成更大的絮体而产生巨大的表面吸附作用.NaHS的主要作用是中和胶粒的电荷,加快胶粒的热运动以及增加胶粒的结合机会,是和水中有色基团结合,以达到降低色度的作用.
1.2 电解
絮凝后采用电解法处理,以自制的钛基二氧化铅电极作为阳极,以石墨板作为阴极,在一定的电流强度下,阳极与废水接触时将发生表面羟基化过程,其表面为一层羟基自由基基团覆盖,使废水中有害物质和自由基在电极附近进行氧化还原反应,沉淀在电极表面或沉淀在电解槽中,或生成气体从水中逸出,从而降低废水中有害物质的浓度或把有毒有害物质转化为无毒或低毒低害物质.
2 实验部分
2.1 实验材料
CL T酸析废水来自某化工染料厂,废水p H值为1.5~2,ρ(COD)为2.2×104~2.5×104m g/L,色度为3 800左右,外观呈红褐色.所用电极板为自制电极板,絮凝剂及所用试剂均为分析纯.
2.2 实验装置
电解实验反应装置由电源、电解槽和磁力搅拌器组成.电源采用W YZ-6003L型直流稳压电源,可进行恒电压恒电流输出,电解槽用500 m L烧杯,内置规格为3.5 cm×5 cm×0.2 cm的钛-铅电极(阳极)及同样大小的石墨电极(阴极),用胶塞固定及调节电极间距.
2.3 絮凝过程
本文采用的水样初始COD较大,所以实验之前的水样都稀释了1倍,保持入水的最佳初始值.先取稀释后水样200 mL,放入水浴中,温度控制在33℃~37℃,随后缓慢加入16 mL 5%(质量分数)的NaHS溶液,适当搅拌后加入10%(体积分数)的H2SO4调至强酸性,保持其p H值为2~3,此时停止搅拌,待其慢慢反应,直至溶液颜色不再变化,之后调整p H值至中性,加入3 m L PAC以及2 m L PAM,静置.待沉淀完全后,过滤.之后加入NaClO溶液,其作用是中和剩余的HS-,否则会影响COD的测定[5].
2.4 电解实验
将过滤后的水样稀释适当倍数,取400 mL移入烧杯中,插入电极,阳极为自制钛基二氧化铅电极,阴极为石墨电极,在直流电流为0~1.0 A、电压为0~8.0 V的条件下,电解3~4 h至澄清[6].
3 结果与讨论
3.1 不同絮凝剂的选择对废水预处理的效果
选用4种常用的絮凝剂,分别为10%(质量分数)的Fe2(SO4)3溶液,10%(质量分数)的FeCl3溶液,10%(质量分数)的A l2(SO4)3溶液和10%(质量分数)的A lCl3溶液.
取200 m L稀释水样,分别置于4个250 m L的烧杯中,用10%(质量分数)的NaOH溶液将p H值调至中性,分别加入絮凝剂1.0,1.5,2.0,2.5,3.0,3.5和4.0 mL,搅拌使其充分反应后,静置20 min,分别过滤,取其滤液,测定原水样以及絮凝后滤液的COD.结果见图1.
由图1可见,在原废水水样中分别加入10%(质量分数)的Fe2(SO4)3溶液、10%(质量分数)的FeCl3溶液和10%(质量分数)的A l2(SO4)3溶液的絮凝剂后,随着絮凝剂加入量的增大,水样的COD都下降,但是相比较而言,10%(质量分数)的A lCl3溶液与其他絮凝剂相比,处理效果偏好,因此采用10% (质量分数)的A lCl3作为实验所用的絮凝剂.在加入量的选择上,发现在加入3 mL时,曲线趋于平缓,絮凝剂的处理效果下降,所以絮凝剂以3 m L为最佳投入量.
3.2 Na HS的用量对水样COD以及色度处理效果
NaHS加入水体后,会有刺激性气味溢出,水体中若有残留的HS-,会影响其后COD的测定,若有残留,必须去除,因此NaHS的添加量不宜过多,但实验印染废水的色度和COD较大,NaHS在水中的反应比较缓慢,添加量太少则没有效果,所以NaHS的添加量必须适量.
取稀释一倍后的原水样100 mL分别置于5个高型200 mL的烧杯中,并在35℃水浴中加热,然后分别在5个烧杯中加入2,4,6,8和10 m L 10%(质量分数)的NaHS溶液,并用适量稀H2SO4调节p H值,保持水样的酸性,适当搅拌后,静置,待其充分反应后,过滤.测定每个水样的COD及其色度值并计算去除率,结果见图2.
由图2可知,当NaHS(质量分数为10%)的用量在8和10 m L的时候,处理效果较好.但是当NaHS(质量分数为10%)的用量为10 m L时,过滤之后,水中有大量的HS-残留,气味大且难去除,所以相比较之下,选择NaHS用量为8 m L时为最佳投加量.

图1 不同絮凝剂对废水COD的絮凝效果的影响
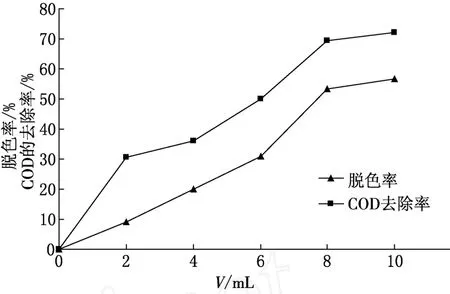
图2 Na HS的用量对水样COD和色度的影响
3.3 各因素对电解实验的影响
3.3.1 废水初始COD最佳值的选择
将废水水样分别稀释2倍、5倍和10倍,与原水样同时在相同的电压条件下进行电解实验,处理量为300 m L,比较各水样的电解效果(见图3).
实验结果表明,随着时间的延长各水样COD的去除率都有不同程度的增加.但是在电解原水样和稀释2倍的水样时,水样的色度和COD很难改变,这是因为在一定的电压强度下,电极所产生的自由基OH·的量是一定的,当有机物分子浓度过量时,电极的负荷过大,不仅影响电极的使用寿命,而且电解效率也会大大降低.而稀释5倍和10倍的水样,由于有机物分子浓度相对降低,使得羟基自由基有足够的时间和空间与有机物分子接触反应,使COD的去除效果明显,稀释10倍的比稀释5倍的曲线升高趋势要明显得多,此现象说明当所有的自由基OH·刚好与迁移到电极表面的有机物分子完全反应时,电解效率最高.本文所用废水的COD初始值比较高,所以当初始水样的COD降低,其电解时COD的去除率也相应升高.故在以下实验中均取稀释10倍水样作为处理原液.
3.3.2 不同电压下对废水处理效果的影响
在无任何前处理以及催化电解质的情况下,将稀释10倍后的300 m L废水分别在2,5,8,10 V的电压下进行电解实验,电解时间为2.0 h,每隔0.5 h取样一次,测定COD,观察不同电压下对废水COD的影响.通过测定结果得出各阶段水样的COD去除率(见图4).
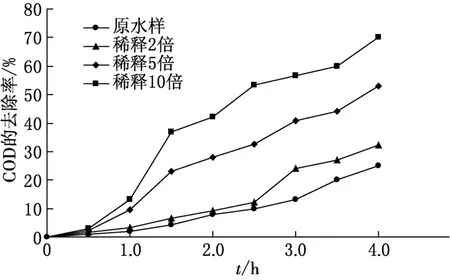
图3 初始COD对电解效果的影响
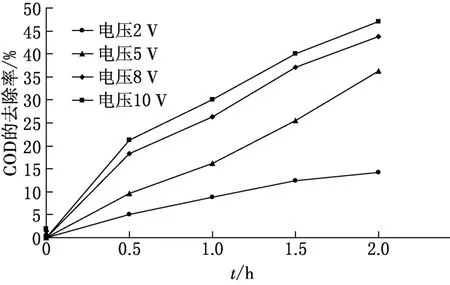
图4 不同电压下废水的COD去除率
图4表明,随着电压的增大,COD的去除率也随之增大,在电压为8和10 V时处理效果明显要优于2和5 V的电压,原因在于随着电压的增大,电解槽内的电流增大,使电极表面产生的羟基自由基增多,去除效率增加.但是在10 V的电压条件下,由于电压过大,导致电解槽内副反应增加,去除效率降低,且由于能耗过大使电解期间产生较多热量,出水温度过高,增加了电极负荷,导致电极的使用寿命缩短.故在本实验中,通过对电解效率和能耗的综合考虑,选择电解电压为8 V.
3.3.3 电解时间与废水COD和色度的关系
在电压为8 V的条件下,将稀释10倍的原废水水样进行电解实验,电解时间5.0 h,期间每间隔0.5 h取一次水样,了解在不同的时间点各水样的色度和COD与电解时间的关系.计算COD去除率与色度,绘制曲线如图5和6.
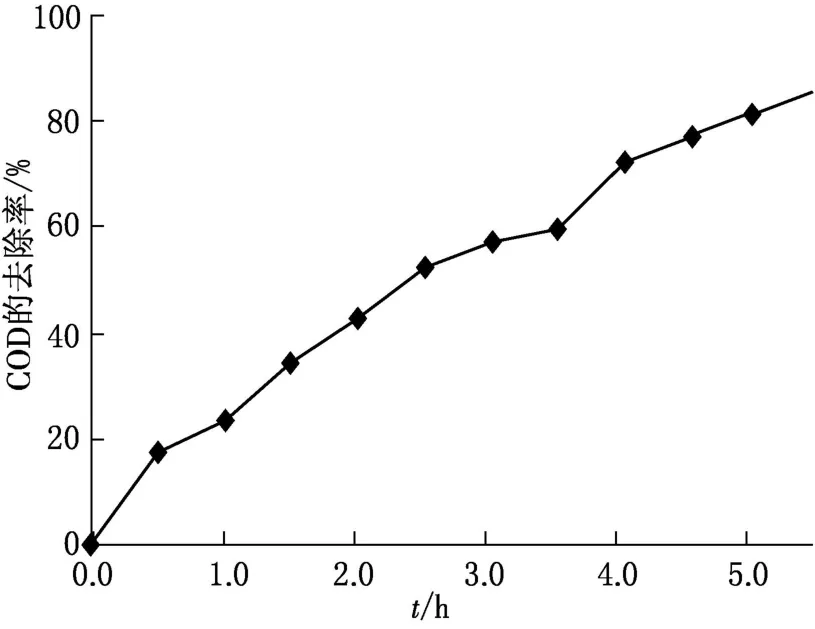
图5 电解时间与废水COD去除率的关系
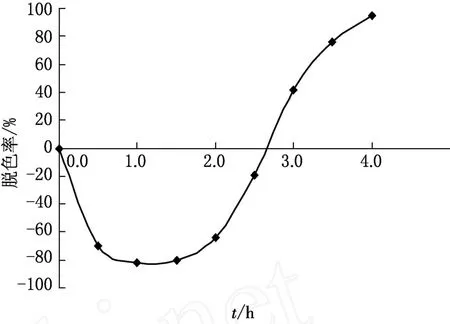
图6 电解时间与脱色率的关系
实验结果表明,随着电解时间的增加,COD的去除率增加,而在4.0 h后,其去除率的增加趋势逐渐减缓.而色度则随着时间的延长会出现先明显增大进而逐渐减小的趋势,脱色率正好相反.因此图6所示的脱色率在开始出现负值.可能是废水中的某有机物在电解初期会在阴极上被还原,而在阳极上被氧化的有机物的量不及阴极上被还原的量,从而会增大废水的色度[7].而随着反应时间的增加,当阴极被还原的物质减少直至不再出现,废水的色度会随着电解时间的延长而逐渐降低.2.5 h后水样颜色开始减淡,且色度去除趋势明显,在4.0 h的时候,溶液的色度基本去除,而后低于检出限.因此考虑到实验的成本及电极的使用寿命,实验的电解时间定为4 h.
3.3.4 直接电解与预处理后电解的效果比较
在电压为8 V的条件下,进行电解实验,电解时间为4.0 h,原水样稀释10倍,而预处理的水样稀释5倍,期间每间隔0.5 h取一次水样,了解在同样的电解电压和时间点上,电解原水样和预处理过的水样COD的变化趋势及脱色率的变化,根据测出的数据绘制曲线,如图7和8.
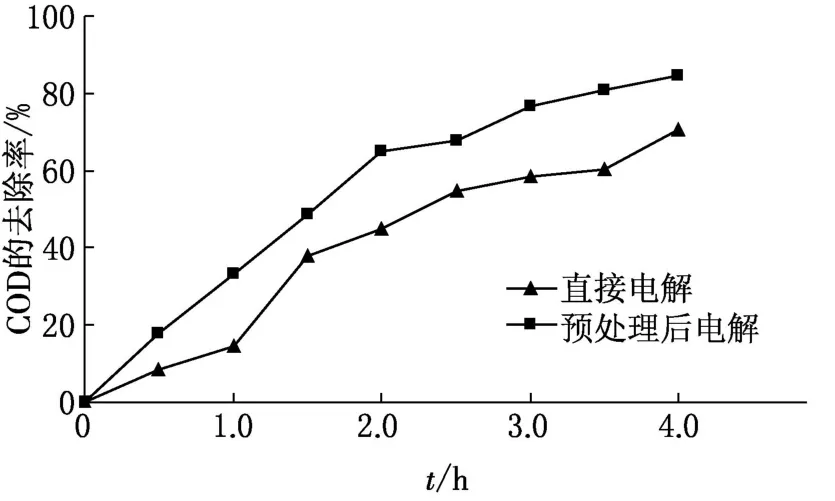
图7 直接电解与预处理后电解COD去除率比较
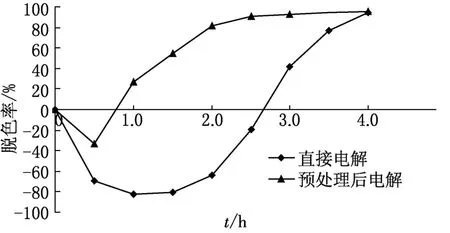
图8 直接电解与预处理后电解的脱色率比较
图7和8的结果表明,在基本相同的起始COD的状态下,经过预处理后的水样其COD的去除效率更高,只需要2.5 h左右即可达到电解原水样要4 h左右的COD去除率的水平,预处理后电解4 h的去除率达到80%以上;在色度的去除上,两种情况都表现为先升高后降低,预处理后电解在0.5 h之后色度即可开始降低,且在2.5 h左右即达到直接电解时4 h左右的水平,色度的去除效果明显.
3.3.5 p H值对水样去除效果的影响
将原水样稀释10倍,取3份300 mL,分别调节p H值至3,7和10,在电压为8 V的条件下,连续电解4 h,期间每隔0.5 h取一次样,测定COD,计算COD去除率,绘制曲线如图9所示.
由图9可见,COD的去除率都随着时间的延长而逐渐升高,而在碱性条件下,COD的去除率的效率不如在酸性和中性条件下好,但酸性条件下不利于生成自由基OH·,中性条件下能较好的保持电极的使用寿命,在一定程度上有保护电极的作用,所以电解的最适宜的p H条件是中性.
3.3.6 极板间距对电解废水的影响
在电压为8 V,水样p H值为7,极板间距分别为1,2和3 cm的条件下,连续电解4.0 h,期间每隔0.5 h取一次样,测定其COD,并绘制COD的去除率随着时间变化的曲线如图10所示.
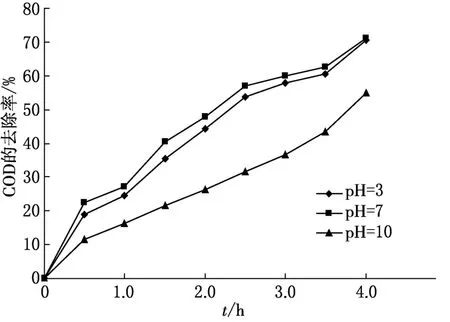
图9 pH值对COD去除率的影响
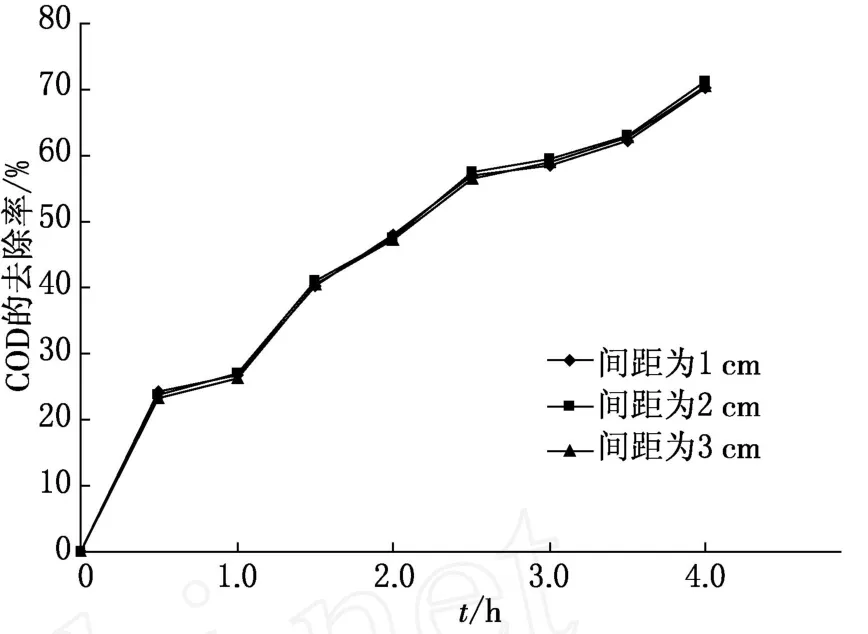
图10 极板间距对电解COD去除率的影响
图10结果表明,废水的COD去除率均随着时间的延长而增大,而极板间距为2 cm时,略好于其他两种情况.从图10曲线可以看出,极板间距对电解废水COD的去除率的影响不是很大,当极板间距过小时,虽产生的自由基OH·相对较多,但极板间可迁移的有机物分子数目较少,电解效率不会提高很多;当极板间距过大时,虽然两极间有机物分子迁移的数目较多,但此时电解电流较低,电解效率也不会很高.故选择合适的电极间距才可获得最佳的电解效率.因此,选择极板间距为2 cm时,COD的去除率较好.
[1] 张宇峰,滕洁,张雪英,等.印染废水处理技术的研究进展[J].工业水处理,2003,23(4):23-26.
[2] 郑冀鲁,范娟,阮复昌.印染废水脱色技术与理论述评[J].环境污染治理技术与设备,2000,1(5):29-35.
[3] 刘弋潞,卢维奇,黄贵明.电催化氧化法处理印染废水的实验研究[J].化学与生物工程,2009,26(2):58-61.
[4] 陈一飞.印染废水的透视度与SS色度相关性研究[J].环境科学与技术,2008,31(8):73-76.
[5] 王鑫,李海波,苏丹,等.直流电絮凝法处理印染废水研究[J].环境科学与技术,2010,33(2):150-153.
[6] 储金宇,曹凯杰,吴春笃.印染废水处理技术综述[J].安徽农业科学,2007,35(7):2041-2060.
[7] MOHAN N,BALASUBRAMAN IAN N,AHM ED BASHA C.Eletrochemical oxidation of textile wastewater and its reuse[J]. Journal of Hazardous Materials,2007,147(2):644-651.
Study on treatmen t of dyeing wastewater with flocculation and electrolysis
L IU Xin1,L IU Ze-yang2,LENG Su1,CHEN Song-yue1,L IU Nan1,WANG Xian-en1
(1.College of Environment and Resources,Jilin University,Changchun 130012,China; 2.College of Economics,Jilin University,Changchun 130012,China)
Based on the dye wastewater p retreatment and flocculent by paralysis and electrop lating for titanium PbO2electrode fo r electro lytic experiment,p roof of free radicals-method by using the method of free radicals dye wastew ater treatment,can make the COD value and chroma water w ith the response time of its degradation,and greatly reduce the efficiency and the initial concentration of COD waste,the voltage between electrodes,wastewater p H value and intensity of such changes in the conditions of p late spacing is important link in the above facto rs,then puts forward a method of electrolytic-free radicals degradation of organic wastewater specific effect.
electrolysis;flocculation;free radicals;dyeing-wastew ater
X 131
610·10
A
1000-1832(2010)04-0096-05
2009-10-16
科技部专项基金资助项目(2009ZX07208-006-001);长春市科技发展计划项目(2007KZ15).
刘歆(1985—),男,硕士研究生;通讯作者:王宪恩(1965—),男,教授,博士研究生导师,主要从事环境监测及环境废水处理研究.
(责任编辑:石绍庆)
猜你喜欢
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
山东冶金(2018年6期)2019-01-28
钻井液与完井液(2018年5期)2018-02-13
中国生物医学工程学报(2017年6期)2017-02-10
制造技术与机床(2017年12期)2017-02-02
华东纸业(2016年2期)2017-01-19
文物保护与考古科学(2016年4期)2016-05-17
现代农业(2016年6期)2016-02-28
应用化工(2014年10期)2014-08-16
应用化工(2014年7期)2014-08-09
