2000 m3级高炉铁口损坏原因及处理预防措施
2010-12-08 06:37:00李卫东陈泉牛卫军
河南冶金 2010年1期
李卫东 陈泉 牛卫军
(安阳钢铁股份有限公司)
2000 m3级高炉铁口损坏原因及处理预防措施
李卫东 陈泉 牛卫军
(安阳钢铁股份有限公司)
安钢两座 2000 m3级高炉铁口近期相继出现烧坏铁口框架,铁口区域炉壳损坏,危及铁口区冷却壁,影响铁口安全和高炉长寿生产。通过分析原因,妥善处理,制定实施预防铁口损坏的措施,效果较好。
高炉 铁口 处理预防措施
0 前言
安钢两座 2000 m3级高炉近年来陆续投产,通过三年多的生产,炉前积累了丰富的经验,但在2008年后相继出现了铁口框架烧坏,同时造成铁口区域炉壳及冷却壁的损坏。铁口做为高炉炉前操作维护的重要对象,出现这种严重的损坏不仅对安全生产造成严重的影响,同时也影响铁口区域炉壳、炉衬和冷却设备的寿命,直接危及高炉的正常生产。针对损坏的原因进行分析,妥善处理损坏部位,并制定实施预防铁口损坏的措施,取得了较好的效果。
1 铁口的结构组成
安钢两座 2000 m3级高炉均设 3个出铁口双矩形出铁场 ,铁口间夹角为 81.43°、98.57°、180°,不设渣口。铁口通道采用大块和小块相结合刚玉莫来石组合砖结构以抵抗渣铁侵蚀和冲刷,铁口结构如图1所示。主铁沟采用半贮铁式“G”型浇注料浇注。
2 铁口的损坏机理
高炉投产后,由于渣、铁的冲刷和化学侵蚀,铁口区的砖衬侵蚀很快,当侵蚀到接进四周的冷却壁时,就会威胁高炉的安全生产,所以要在每次出完铁后用泥炮将炮泥打入炉内一定深度,使其不仅起堵塞孔道的作用,还要在铁口区被侵蚀处形成泥包,以弥补被侵蚀的砖衬[1]。铁水经铁口通道流出后,以喷射状落入主沟约 1500 mm处,在主沟中进行渣铁分层,经撇渣器后渣铁分离。正常生产时,只需对铁口泥套和主沟修补维护,整个铁口寿命同高炉一样,设计均为 15年。
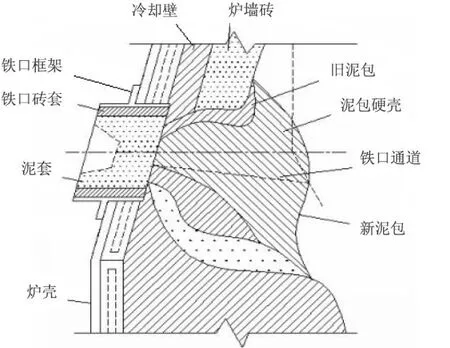
图1 铁口结构示意图
3 铁口损坏的原因分析
安钢两座 2000 m3级高炉铁口的损坏除铁口护板、框架和炉壳以外,均在铁口中心线以下约150 mm处,发生该区域冷却壁的损坏。8号高炉 2#铁口在修补使用 25天后检查,随着铁口框架、炉壳、冷却壁烧坏程度的加剧,发现该部位跑煤气日趋严重,冷却壁冷却水管已经裸露在外;9号高炉 3#铁口,不仅铁口框、炉壳、冷却壁烧坏,而且造成炉缸 2层 110#、111#冷却壁冷却水管烧穿,具体情况如图 2所示。

图2 高炉铁口区域损坏情况
结合铁口结构和生产运行情况,分析损坏机理如下:
1)铁口区域有冷却设备漏水,耐火材料损坏,造成该部位跑煤气日趋严重;
2)铁口区域跑煤气逐渐增大,形成了煤气通道,长期温度升高造成耐火材料失效;
3)堵口时,二次压炮造成铁口组合砖受到热震冲击,产生裂纹加重了跑煤气;
4)主沟制作工艺不合理,主沟前端铁口下方的浇注料未彻底清除干净,长期使用后,强度及致密度下降,使用寿命降低,渣铁侵蚀下渗透,是造成铁口框架和炉壳烧坏的重要因素;
5)主沟的坡度小,修沟时撇渣器各部位尺寸不精确,下渣沙墙过高,出铁时见渣后未及时降低下渣沙墙,致使出铁见渣后撇渣器前渣铁液面一直过高;
6)炉前出铁操作过程中,渣铁液面过高,渣铁回流致使泥套、铁口护板、铁口框架直接和高温渣铁接触,是造成铁口框架及炉壳烧坏的主要因素;
7)倒铁口制度不合理,倒沟频繁,极冷极热,导致主沟前端热胀冷缩产生纵向裂纹[2]。
上述因素综合作用后,会很快造成铁口框架及炉壳烧坏,迅速危及冷却壁,同时造成铁口部位严重跑煤气,随着时间的推移,致使铁口区域冷却壁烧漏,若任其发展,甚至有可能发生铁口跑铁、炉缸烧穿。必须停沟检修,及时处理。
4 处理预防措施
4.1 补焊铁口和封锁跑煤气
为了防止铁口损坏事故扩大化,2009年上半年两座 2000 m3级大高炉决定停沟检修处理。首先解体铁口前主沟大约 2 m,彻底露出残存的铁口框方便施工,炉前用风镐等工具全力清理清除残渣铁侵蚀层。对于烧坏的铁口区域,预先制作加工相同尺寸、材质的钢板,先补焊炉壳,再补焊铁口框架,修补前后对比如图 3所示。接着,在铁口区域使用铁口专用白刚玉料进行空隙的填充,然后在铁口周围、炉缸风口中套下部,均匀焊接灌浆管,自下而上进行碳质耐材压浆,封锁煤气通道。

图3 8号高炉 2#铁口修补前后对比
4.2 避免漏水和恢复冷却壁功能
在检修的同时,对铁口区域的冷却壁进行了处理。在保证不再漏水的前提下,尽量恢复其冷却功能。冷却壁水管烧漏能补焊完整的进行补焊处理,然后通水冷却;无法补焊或补焊后不能保证其漏水的,通足量 N2冷却。8号高炉 2#铁口补焊后的铁口冷却壁,通水后冷却效果较好;9号高炉 3#铁口 2层110#、111#水管烧穿后,由于空间和时间限制无法补焊,使用N2冷却至今,也恢复了冷却壁的冷却功能,对 3#铁口仍然能够正常出铁起了很好的保护作用。
4.3 优化出铁操作
炉前出铁操作过程中,严格控制渣铁液面,杜绝渣铁回流,使泥套、铁口护板、铁口框架不直接和高温渣铁接触,彻底切断铁口框架及炉壳烧坏的主要途径。贯彻均衡稳定出铁理念,将减少铁量差作为炉前考核的主要指标,避免渣铁出不净,造成高炉憋风现象。同时制定了《炉前四班出铁统一操作暂行规定》、《铁口失常操作预案》等制度,要求炉前一次压炮堵铁口,杜绝二次压炮操作,严禁堵铁口跑泥,以确保铁口有稳定的深度,铁口内形成合适的泥包。
4.4 完善出铁管理
改进开口机、液压泥炮工作性能,对炉前液压站实施“岗检、巡检、专业点检”三级点检制度,积极推行全面目视化管理,减少因漏油等设备问题,出现烧铁口、铁口堵不住等事故。成立主沟维修专业组,规定每次进行主沟修补,其前端铁口下方的浇注料必须彻底清除干净;改进主沟浇注料质量,提高使用寿命,每次进行主沟修补时准确测量撇渣器各部位结构尺寸,控制合理渣铁液面,避免铁口框架直接和高温渣铁接触。采用循环倒铁口制度,避免主沟热胀冷缩产生裂纹。
5 效果分析
修补后的铁口,在补焊、压浆处理后再未出现跑煤气严重现象。8号高炉铁口冷却壁完整补焊后通水冷却,既避免了铁口区域漏水,又恢复了冷却壁冷却功能;9号高炉 3#铁口 2层 110#、111#冷却壁冷却水管烧漏后,使用 N2单独冷却半年多以来,冷却壁出口温度在 70℃左右,满足了冷却的要求。精确测量主沟及撇渣器各部位水平高度,渣铁水平面控制在了铁口中心线 20 mm以下,铁口框架彻底失去和高温渣铁接触的条件;实行循环倒铁口制度,主沟在原来的基础上寿命又延长 28天,通铁量增加 8000t;在维修主沟时,彻底清理铁口框架周围,至今均未再发现铁口区域异常侵蚀。
6 结语
炉前铁口的操作和管理在高炉生产中应作为重中之重。铁口的操作和管理,应以加强铁口维护修 补,避免出现跑煤气和漏水现象,保证铁口结构完整 和耐材有效为原则;从平时操作规范出发,进行专业 化、科学化、精细化、日常化管理,树立安全长寿意 识。生产实践证明:此次安钢两座 2000 m3级高炉 铁口损坏后,及时发现并采用上述处理预防措施,可 以满足高炉正常出铁的要求。
[1] 成兰伯主编.高炉炼铁工艺及计算.北京:冶金工业出版社,1990:179.
[2] 项钟庸,王筱留主编.炼铁工艺设计理论与实践.北京:冶金工 业出版社,2007:581-585.
CAUSE ANALYSIS OF THE DAMAGED IRON NOTCH FOR 2000 m3BF BF AND ITS TREATM ENT AND PREVENTI ON
LiWweidong Chen Quan NiuWunjun
(Anyang Iron&Steel Srock Co.,Ltd)
The iron notch of the two 2000 m3BF in ANYANG steelwere damaged one after the other in recent,which caused furnace shell burning_out in tap hole area,not only imperiling the coolingwall in tap hole area,but also har ming the safty and life on iron notch.According to cause analysis and proper treatment,the measureswere worked out to protect the frame of iron hole from being damaged.
blast furnace iron notch prevention
*
2009-10-29
猜你喜欢
轮胎工业(2022年5期)2022-11-25 00:28:50
中国有色冶金(2022年4期)2022-09-24 06:42:42
昆钢科技(2022年1期)2022-04-19 11:36:12
中国钢铁业(2021年5期)2021-08-23 03:56:12
世界有色金属(2020年7期)2020-07-20 12:34:00
山东冶金(2019年4期)2019-09-03 08:35:34
轮胎工业(2017年11期)2017-03-10 19:33:31
轮胎工业(2017年7期)2017-03-08 23:19:47
四川建筑(2015年6期)2015-03-24 05:11:49
机械工程与自动化(2014年5期)2014-12-31 11:08:38