低成本带肋钢筋生产工艺研究与应用
2010-12-08 06:37:16靳熙范银平姚志潭王晓燕
河南冶金 2010年1期
靳熙 范银平 姚志潭 王晓燕
(安阳钢铁集团有限责任公司)
低成本带肋钢筋生产工艺研究与应用
靳熙 范银平 姚志潭 王晓燕
(安阳钢铁集团有限责任公司)
通过研究带肋钢筋内部强化机制,对化学成份、轧制工艺及冷却制度合理优化,开发出符合 GB 1499.2-2007标准要求的新一代资源节约型带肋钢筋生产工艺技术,有效地降低了带肋钢筋生产成本,节约了资源,符合可持续发展战略。
成本 再结晶 带肋钢筋 晶粒细化 组织 性能
0 前言
随着我国国民经济的迅猛发展,拉动钢材消费激增,钢铁产业快速成长,由于我国铁矿石、能源、运输等资源有限,无法满足钢铁产能的激剧扩张,需大量向国外采购资源,从而导致全球钢铁生产原材料供应紧张、价格飞涨,直接危及钢铁产业的健康发展。因此,降低生产成本,成为钢铁工作者面临的严峻课题。本研究通过对带肋钢筋化学成份、轧制工艺进行合理优化,生产出成本低廉、力学性能优良的资源节约型带肋钢筋。
1 技术方案
1.1 化学成份
带肋钢筋中各种元素对生产工艺和产品性能的作用及影响效果不同,同一元素含量的变化导致其作用的效率变化,各元素间存在相互促进和相互制约的复杂关系。所以只有合理配置各种元素的含量和存在形式,才能使其对生产工艺和产品性能的有益作用充分发挥,同时最大程度地控制和减轻其有害作用。研究表明,亚共析钢在固体状态下各主要元素的作用见表 1。
1.2 加热工艺
加热钢坯的目的不仅是奥氏体化、降低轧制变形抗力、提高塑性,而且要实现合金元素充分析出,使组织成份均匀[1]。亚共析钢的奥氏体化曲线如图 1所示。

表1 亚共析钢中各元素作用分析

图1 亚共析钢的奥氏体化曲线
研究设计的钢种,由于合金元素减少,使奥氏体均匀化曲线左移,有利于降低加热温度、缩短均热时间、减轻奥氏体粗大化倾向,如图 2所示。
本研究所用钢种的加热合理钢温为 950℃~1050℃,在此加热温度下,其奥氏体在较短时间内实现了均匀化,奥氏体晶粒也不会进一步粗化,氧化烧损少,且轧制变形抗力提高幅度不大,生产效率高。

图2 加热奥氏体晶粒长大示意图
1.3 轧制工艺
以细化奥氏体晶粒为目的的再结晶控轧,通常可分为以下几种情况,如图 3所示[2]。变形过程中和变形后,奥氏体再结晶过程随轧制温度、变形量、应变速率和道次间隔时间等变量有以下变化规律:奥氏体动态回复→不连续动态再结晶→连续动态再结晶→部分动态再结晶→动态未再结晶→亚动态再结晶→静态再结晶[3]。

图3 再结晶控轧状态示意图
棒线连轧生产的粗中轧部分,轧制温度较高(1000℃~950℃)、应变速率较小 (0.5~30 mm/s)、道次间隔时间较长 (0.8 s~20 s),使得形变奥氏体有充足的时间完成亚动态再结晶和静态再结晶。
精轧机组随着轧制温度的下降 (850℃~950℃),应变速率的提高 (60~1800 mm/s)以及道次间隔时间的缩短,大量形变能转化为热能,使轧件温度上升,物理冶金机制仍以奥氏体动态未再结晶为主,动静再结晶减少,特别是最后 2~3道次、产生显著的加工硬化现象,位错激剧增殖,形变奥氏体内产生亚晶,有利于奥氏体晶粒细化和轧后综合性能提高。
经过轧制强烈变形后的奥氏体晶粒,存在大量的位错和亚晶组织,实验证明:其位错密度由变形前的 106根 /cm2增加到 1012根 /cm2以上。由于轧后钢温较高、变形晶粒内的畸变能很大,轧后奥氏体晶粒中的位错将发生迅速攀移、聚集 (亚晶组织)、位错偶对消等现象,使位错密度迅速下降[4];同时,动态再结晶晶粒不必任何孕育期继续长大发生亚动态再结晶,使变形后的奥氏体晶粒细化效能下降、强化效果降低。如何使上述细化和强化效果最大程度的保留于形变材料中,是本研究的关键所在。使钢材表面的冷却曲线从 C曲线左侧狭小的空隙穿过;停止强冷后,过冷的钢筋表面温度在芯部热含量向外扩散过程中回升至 A1温度以上,然后进行空冷相变,从而得到较细的 F+P组织。
2 工艺控制
按照各工序变化对控冷工艺的影响规律,制定了生产工艺试验方案,并根据现场调试情况和各规格内径不同,分别设定出各规格钢筋控冷温度和水压参数,各规格控冷钢筋具体温度设定见表 2。

表2 轧后控冷温度控制表
3 效果及效益分析
3.1 组织分析
钢筋表面与中心的组织形貌如图 4所示。
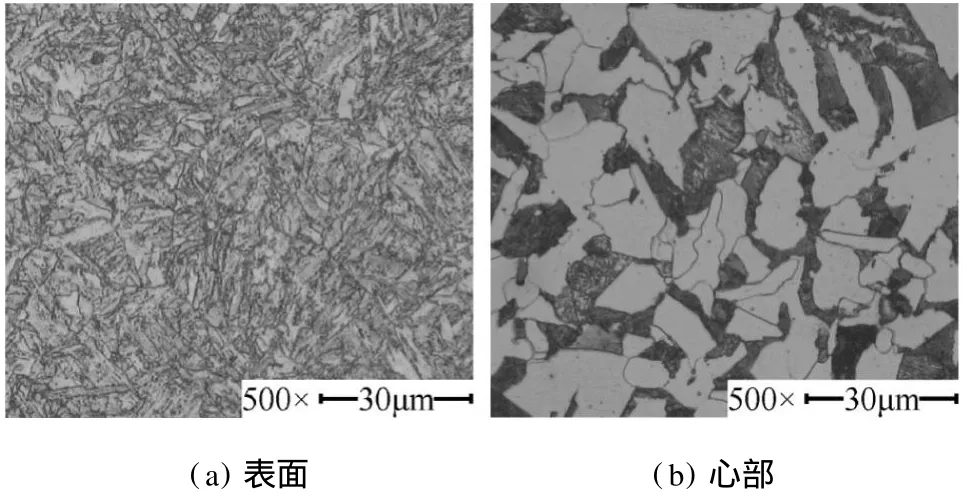
图4 Φ20 mm HRB400金相组织
按照工艺设定温度控制,控冷后钢筋表面均为索氏体 (精细 F+P),索氏体厚度 0.3~1.0 mm(随直径增加而增厚),中心为铁素体 +珠光体,平均晶粒尺寸为 7~13μm。研究表明,控冷后比常规热轧钢筋晶粒度提高 1~3个等级。
3.2 批量生产力学性能
现场批量生产统计结果及 HRB335、HRB400钢筋力学性能对照见表 3。

表3 HRB335、HRB400钢筋力学性能对照
由表 3可以看出,HRB335、HRB400带肋钢筋控冷后与常规热轧工艺相比较,延伸率下降仅 2%~3%,强屈比下降仅 0.03~0.05,屈服强度和抗拉强度分别高于国标 GB1499.2-2007要求的 40~50 MPa和 60~90 MPa,各项性能指标稳定。
3.3 时效分析结果
控冷后分别对 HRB335和 HRB400带肋钢筋进行时效分析,分析结果见表 4、表 5。

表4 HRB335时效对比数据

表5 HRB400时效对比数据
由表 4、表 5可以看出,HRB335、HRB400带肋钢筋控冷工艺时效后与常规工艺相比较,屈服强度、抗拉强度波动只有 10MPa左右,各项性能指标稳定,时效后对其力学性能影响不大。
3.4 焊接工艺分析
我国钢筋混凝土建筑施工的钢筋连接 90%采用焊接,因此钢筋的焊接性能同样重要。因此我们着重研究了电渣压力焊和闪光对焊两种应用最为广泛的焊接方式。焊接后的试样拉伸断裂位置远离焊缝,并且有明显的均匀延伸和缩颈,冷弯性能良好,说明该工艺生产的钢筋具有良好的焊接性能。
3.5 效益分析
新工艺与常规工艺相比较,HRB335牌号钢筋合金元素 S iMn合金含量降低约 25%,HRB400牌号螺纹钢筋按大中小规格微合金元素 V含量分别约降 50%、70%、100% 。按 2008年合金料价格计算,全年预计降本 3297万元 。
4 结语
通过深入研究钢铁材料强化机制和应用技术,对生产工艺的原料成份、轧制工艺优化,使生产HRB335钢筋的 Si、Mn合金比传统工艺降低 25%、生产 HRB400钢筋时小规格不加和大规格少加 V等微合金元素,金相组织晶粒度提高 1~3级,产品实物机械性能稳定、焊接性能良好,开发出符合 G B1499-2008标准要求的新一代资源节约型带肋钢筋,从而有效降低生产成本,节约资源,符合可持续发展战略,有利于钢铁工业和国民经济的健康稳定发展。
[1] 刘文,王兴珍.轧钢生产知识问答.第 2版.北京:冶金工业出版社,1994:235.
[2] 李超.金属学原理.哈尔滨:哈尔滨工业大学出版社,1996:314-319.
[3] 李曼云,孙本荣.钢的控制轧制和控制冷却技术手册.北京:冶金工业出版社,1990:8-17.
[4] 王有铭,李曼云,韦光.钢材的控制轧制和控制冷却.北京:冶金工业出版社,20-26.
PRODUCTI ON PROCESS RESEARCH AND APPL I CATI ON OF LOW-COST RIBBED STEEL BARS
Jin Xi Fan Yinping Yao Zhitan Wang Xiaoyan
(Anyang Iron&Steel Group Co.,Ltd)
Through researching Ribbed steel strengthening mechanis m,and the chemical composition of ribbed steel bars,rolling and cooling system in a reasonable process opt imization,A new generation of resource-saving production of ribbed steel bars technology has been developed conforms to the GB 1499.2-2007 standard,reduced the enterprise production cost effectively,Saved resources,conformed to the sustainable development.
Cost Recrystallization Ribbed steel bar Grain refinement Organization Perfor mance
*
联系人:范银平,高级工程师,河南,安阳 (455004),安阳钢铁集团有限责任公司技术中心;
2009—7—8
猜你喜欢
化工管理(2022年13期)2022-12-02 09:23:56
山东冶金(2022年1期)2022-04-19 13:40:24
中国化肥信息(2017年7期)2017-12-13 08:46:31
中国铸造装备与技术(2017年3期)2017-06-21 11:33:47
中国神经再生研究(英文版)(2017年4期)2017-01-12 02:48:06
上海金属(2016年3期)2016-11-23 05:19:38
焊接(2016年9期)2016-02-27 13:05:20
大型铸锻件(2015年1期)2016-01-12 06:32:58
上海金属(2014年5期)2014-12-20 07:58:31
上海金属(2014年3期)2014-12-19 13:09:04