
脊状表面的准LIGA成形技术及其减阻试验研究
2010-12-03 09:47胡海豹黄桥高宋保维
中国机械工程 2010年3期
胡海豹 黄桥高 蒋 雄 宋保维 潘 光
西北工业大学,西安,710072
0 引言
脊状表面减阻技术通过在水下航行器表面模拟鲨鱼、箭鱼等鱼类表皮的微观脊状结构来达到减小摩擦阻力的效果。在该项技术中,脊状结构的加工成形方法是该技术能否进入工程应用的前提。目前国内外关于脊状表面的制备方法报道较少,研究者主要是通过试验和数值仿真的途径来获得脊状结构的形状、尺寸等因素对减阻效果的影响规律,以及探索其减阻机理[1-2]。
传统的脊状表面制备方法主要有机械加工法、激光微加工法、辊压法等。机械加工法的缺点是成形的脊状结构较为粗糙,容易形成毛刺、熔滴等缺陷,这会为减阻试验带来负面的影响甚至增加阻力。激光微加工法的缺点是加工效率低下,激光剥蚀材料的速度极其有限,致使加工周期很长,同时加工成本也很高,不适用于大面积的脊状表面加工。辊压法的缺点是容易在板材表面形成加工应力,对硬质材料的加工较为困难,加工表面缺陷较多,并且很难在回转体表面进行加工。由于现有加工技术存在的不足,本文提出了采用准LIGA成形技术制备脊状表面,并对制得的试验板进行风洞减阻试验以验证该加工技术的可行性。
1 准LIGA成形技术制备脊状表面
1.1 成形原理
LIGA成形技术是X光深度光刻工艺、微电铸工艺和微复制工艺的集合,被视为微纳米制造技术中最有生命力、最有前途的加工技术。但是,该技术强烈依赖于价值昂贵而稀缺的同步辐射光源,使其难以实现真正意义上的普及。为此,以激光刻蚀技术、深反应离子刻蚀技术、厚胶紫外光刻技术等取代X射线光刻的深度微加工技术相继出现,它们与微电铸和微复制工艺相结合,虽然不能完全达到LIGA成形技术的总体质量水平,但是也能够实现一定程度高宽比的微结构,被统称为准LIGA成形技术[3-4]。
我们所采用的准LIGA成形技术,其原理是用紫外线作为曝光光源以代替原有的X光,将感光胶均匀涂敷在样板表面,通过紫外光曝光、显影,得到所要的加工图案,然后进行微电铸和去胶工艺,最终得到脊状表面,整个工艺过程如图1所示。
1.2 准LIGA成形技术制备脊状表面工艺
根据风洞试验要求,试验板选用 299mm×399mm的LY12铝合金平板,受准LIGA成形技术制备工艺的设备条件限制,脊状结构的有效面积为200mm×300mm(图2),脊状结构为矩形,其特征尺寸槽深为h,槽宽为s和槽间距为l。
准LIGA成形技术制备脊状表面的具体工艺分为以下4步:
(1)印制感光胶。根据模型尺寸要求,绘制样品的加工图纸并制备菲林底片(用于随后的曝光)。对LY12铝合金板材表面进行除油和清洗,在洗净后的板材上用120~150T的网板印刷感光胶,此工序在暗室中进行,以防止感光胶提前曝光而影响后期的效果。感光胶的刷涂厚度可以根据要求自行控制,一般一次刷涂厚度为30μ m左右。刷涂方式为刮板在网板表面来回刮涂,感光胶透过网板的孔渗透到板材表面。随后放入烘箱,在80℃下烘烤10min,如果所涂的感光胶较厚,应适当延长烘烤时间,确保感光胶干透。取出后检查感光胶表面质量,要求表面平整、无气泡、无异样的突起或凹陷。
(2)曝光及显影。在印制好感光胶的板材表面贴上菲林底片,放入真空曝光设备,设备内的压力保持在10—3Pa左右,使菲林底片与感光胶面贴紧无缝隙,以防止空气渗入而产生散射影响曝光精度。曝光光源采用功率为1000W的钠灯,产生波长为300~400μ m的紫外线。曝光时间根据感光胶所的曝光参数及胶层厚度而定(一般为30~90s不等)。待曝光完成后,取出样品揭下菲林底片。将样品放入温度为30~32℃、碳酸纳的质量分数为1%~1.2%溶液,显影时间为60~80s。冲洗样品表面,去除显影后留下的感光胶,露出需要电铸加工部位的金属表面。接着放入120℃的热循环风烘箱,烘烤20~25min,进一步加固感光胶与板材表面的结合力。
(3)表面活化及微电铸。将样品浸入组分为硫酸的质量分数为10%、盐酸的质量分数为1%的混合液中0.5~1.0min,充分活化裸露部分的金属表面。清水冲洗后将其立即浸入电铸液,样品为电极的阴极,溶液为阳极,电铸过程中不断搅拌电铸液。电铸完成后取出样品,用清水冲洗表面,去除表面的残留电铸液及杂物,其工艺参数如表1所示。
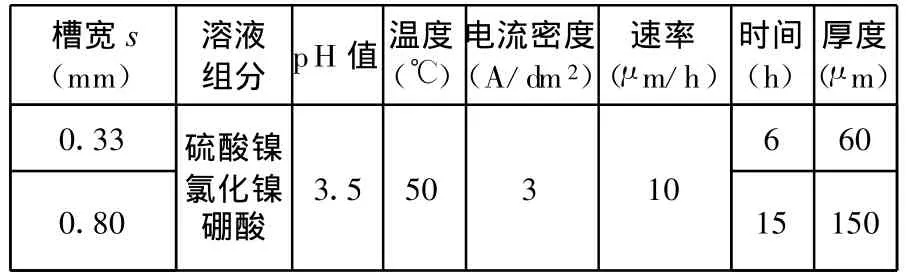
表1 微电铸工艺参数
(4)去胶工艺。将电铸后的样品浸入温度为65℃、氢氧化纳的质量分数为5%的溶液中,浸泡3min左右。取出后先用清水冲洗其表面,去除表面的残留溶液。然后用海绵蘸取少量丙酮溶液轻轻擦拭样品表面,去除多余的感光胶,露出脊状结构。如果仍有部分感光胶无法去除,可以反复浸入氢氧化钠溶液中,并重复上述操作,直到表面残留感光胶全部去除为止。
通过准LIGA成形技术制备了2块矩形脊状结构试验板,脊状结构尺寸分别为s=0.33mm、h=0.055mm 、l=0.1mm(图 3a)和 s=0.80mm 、h=0.145mm 、l=0.2mm(图 3b)。
1.3 脊状表面微观形貌分析
脊状表面减阻效果的好坏与其微观形貌的质量有直接关系,因此需要对试件表面的微观形貌进行测试和分析。
特征尺寸为 s=0.33mm、h=0.055mm、l=0.1mm脊状表面的正面微观形貌如图4所示。从图4可以看出,采用准LIGA成形技术制备的脊状结构整齐均匀,整个表面呈凹凸状排列,凸起部分即为脊状结构。该技术的特点是可以不损坏基体而得到脊状结构,实现较大高宽比的矩形脊状结构加工,且加工质量较好、工艺简单、成本低廉、肋条与基体结合力好、可工业化大面积生产。另外,该工艺可以在回转体表面加工脊状结构,为脊状表面减阻技术在水下航行器上的应用提供支持。
2 脊状表面减阻特性风洞试验
2.1 试验测试仪器及测试方法
试验在某小型吸式低速风洞中完成,风洞的布局及总体尺寸如图5所示。气流依次经过进口稳定段、收敛段、发展段、试验段、弯道、流量调节阀、风机,然后由风机出口排出。试验中通过流量调节阀的控制可以在试验段的中心处得到0~15m/s范围内的任意流速。试验选用了美国TSI公司的恒温式IFA300智能型热线风速仪对脊状表面湍流边界层进行测试[5-7]。
试验中热线风速仪的具体安装关系如图6所示,坐标架置于风洞试验段壳体上方,热线探针杆顶端固定在坐标架上并可随坐标架上下移动,移动精度为0.01mm,热线探针杆末端通过风洞试验段壳体上方预留测试孔伸入试验段内。测量点分布在图6所示的y方向上,跨度范围从下壁面到中心,共50mm。风洞下壁面的试验板(斜线部分)可调换。当研究光滑平板壁面边界层时,试验板为光滑平板;当研究脊状表面边界层时试验板更换为脊状结构平板。试验中,采样频率取50kHz,采样时间为60s,第一个测量点在保证不损坏热线的前提下尽量靠近壁面,且靠近壁面的地方取点较密集,目的是能够准确地获取脊状表面近壁面的流动信息,采样点数超过30个。
2.2 试验结果及分析
图7~图9分别为6m/s风速下光滑铝板和脊状表面湍流边界层的时均速度、雷诺正应力、湍流度的分布曲线,其中y+、u+为量纲一处理后的壁面法向高度和法向时均速度。
对比脊状表面与相同条件下光滑铝板沿法线方向的流动参数分布曲线,可以发现:①脊状表面湍流边界层的黏性底层增厚、近壁面法向速度梯度降低以及过渡层与对数律区上移;②在湍流边界层的大部分区域内,脊状表面的雷诺正应力明显小于光滑铝板;③脊状表面近壁区的湍流度比光滑铝板有明显降低,在黏性底层内尤为明显;④比较图7~图9中不同特征尺寸脊状表面湍流参数分布曲线,可以初步得出小尺寸的脊状结构似乎有更好的减阻效果。
深入分析这些差异,我们认为脊状结构的存在抑制了湍流的脉动,阻碍了湍流猝发过程,降低了湍流猝发的强度,提高了湍流运动的稳定性,最终导致湍流摩擦阻力的降低。
3 结论
(1)脊状结构的存在改变了边界层内的流场结构,抑制了湍流脉动,具有较好的减阻效果,但尺寸对脊状结构的减阻会产生一定的影响。
(2)准LIGA成形技术制备脊状表面是可行的,具有加工精度高、工艺简单、成本低廉、脊状结构与基体结合力好、可实现工业化大面积生产的优点。
(3)较小尺寸的脊状结构具有更好的减阻效果,若想得到更小尺寸的结构,可以通过改良设备精度和优化工艺参数来实现。
[1]胡海豹,宋保维,潘光,等.回转体表面条纹沟槽减阻水洞实验研究[J].力学季刊,2006,27(2):267-268.
[2]宫武旗.应用小波变换以及分形理论对湍流边界层壁面脊状减阻机理的研究[D].西安:西安交通大学,2000.
[3]陈迪,李昌敏,章吉良,等.LIGA成形技术X光深层光刻工艺研究[J].微细加工技术,2000,2(1):66-70.
[4]李永海,丁桂甫,毛海平,等.LIGA/准LIGA成形技术微电铸工艺研究进展[J].电子工艺技术,2005,26(1):1-6.
[5]刘占一,宋保维,胡海豹,等.脊状表面减阻特性的风洞试验研究[J].实验力学,2008,23(5):469-474.
[6]潘光,黄明明,胡海豹,等.Spalding公式在脊状表面湍壁摩擦力测量中的应用[J].力学学报,2009,41(5):15-20.
[7]Kendall A,Koochesfahani M.A Method for Estimating Wall Friction in Turbulent Boundary Layers[C]//Proceedings of 25th Aerodynamic Measurement Technology and Ground Testing Conference.San Francisco,California:the American Institute of Aeronautics and Astronautics,2006:1-6.
猜你喜欢
好日子(2022年6期)2022-08-17
空气动力学学报(2020年1期)2020-11-29
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
影像技术(2019年5期)2019-09-10
中国特种设备安全(2018年10期)2018-12-18
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
CHIP新电脑(2016年3期)2016-03-10
国外科技新书评介(2014年5期)2014-12-17
