
一种评价涂布过程中纸张粗化程度的新方法
2010-11-27 02:43中国制浆造纸研究院北京100020
中国造纸 2010年3期
(中国制浆造纸研究院,北京,100020)
许 利 刘金刚
一种评价涂布过程中纸张粗化程度的新方法
(中国制浆造纸研究院,北京,100020)
许 利 刘金刚
采用特殊处理后的打印机润湿纸张,通过调整打印图片的灰度准确控制纸张的润湿量。之后用光学轮廓仪和探针台阶仪测定了纸张遇水前后的表面均方根粗糙度 (Rq)变化,并对 Rq值进行了带通滤波分析。结果显示,1.28~2.56 mm的纤维组分是造成含高得率浆纸张粗化的主要原因。以最大熵原则作为阈值的选取标准测定了二值化后的纸张涂层覆盖率。结果表明,依照此原则进行二值化可以较真实地反应涂层的覆盖情况,测定的涂层覆盖率结果可间接反映纸张的遇水粗化程度。
涂布原纸;粗化;频谱分析;涂层覆盖率
在表面施胶、涂布以及印刷过程中,纸张 (尤其是含机械浆的纸张)和水接触后通常会发生粗化现象,造成表面粗糙度增加,涂布和印刷质量下降[1-4]。以何种方式定量地润湿纸张,同时检测纸张粗糙度的变化,并对测量结果进行分析处理,这对研究涂布过程中的粗化现象极其重要。
在各种不同的粗糙度测试方法中,有两种测试方法占主要地位[5],一种是表面扫描法,如探针扫描法和光学轮廓法,通过被测表面的外形与理想表面外形的差异计算出粗糙度。另一种是空气泄漏法,如印刷表面粗糙度 (PPS)和本特生粗糙度的测定。由于PPS和本特生粗糙度的测定结果仅仅是一个平均值,不涉及纤维变化的细节,而且在测定过程中可能会对纸张表面部分翘起的纤维产生一定程度的破坏,所以尽管早期也有人用 PPS来反映粗化的程度,但却不是最合适的评价方式[6]。
本实验采用改装后的打印机润湿纸张,做到了润湿量的准确控制,然后采用光学轮廓法和探针扫描法测定了纯化学浆涂布原纸和含高得率浆涂布原纸压光、润湿前后的均方根粗糙度 Rq,分析了低定量涂布后 (<10 g/m2)纸张的涂层覆盖性,初步确定了可用于评价涂布过程中粗化程度的新方法。
1 实 验
1.1 实验原料
进口针叶木浆板 (NBKP):取自临清银河纸业,初始游离度 685 mL;进口阔叶木浆板 (LBKP):取自临清银河纸业,初始游离度 600 mL;杨木 P-RC APMP:取自湖南岳阳纸业,游离度 138 mL。
1.2 主要仪器
实验室用 G8K/KTF38,200 mm标准纸页成形器,德国 Gockel&Co公司生产;25FC-200E两辊超级压光机,日本生产;Wyco NT9100型光学轮廓仪,美国 Veeco公司生产;Dektak150型触针式台阶仪,美国 Veeco公司生产。
1.3 打浆
打浆设备:瓦利打浆机。打浆条件:浓度1.5%,浸泡 30 min,疏解 20 min,针叶木浆打浆加5 kg重的砣,阔叶木浆打浆加 4 kg重的砣,P-RC APMP疏解后直接使用。
表1 浆料性能
1.4 手抄片的制备
NBKP用量 30%,LB KP和 P-RC APMP用量70% (P-RC APMP用量分别为 0和 45%),抄纸浓度 4%,定量 80 g/m2,压榨条件:压力 2 MPa,时间 60 s。原纸平衡水分后在 0.1 MPa下进行冷压光。
1.5 原纸的润湿
仪器:普通彩色喷墨打印机。
具体方法:将墨盒清洗后注水,调节被打印图片的灰度,确定不同灰度的图片对应的墨盒出水量。预涂纸的涂布量约为 10 g/m2,涂料固含量 60%,其中2/3左右的水分被原纸吸收,基于这样的假设,本实验采用润湿量为 4 g/m2左右的图片打印原纸[7](见图1)。为验证此润湿方法的均匀性,将墨盒内注入少量染料,打印图片后经显微镜观察,纸页无明显的白色遗漏点,进而证明使用该方法时纸页的润湿较为均匀,如图2所示。
图1 润湿量为 4.06 g/m2时的图片
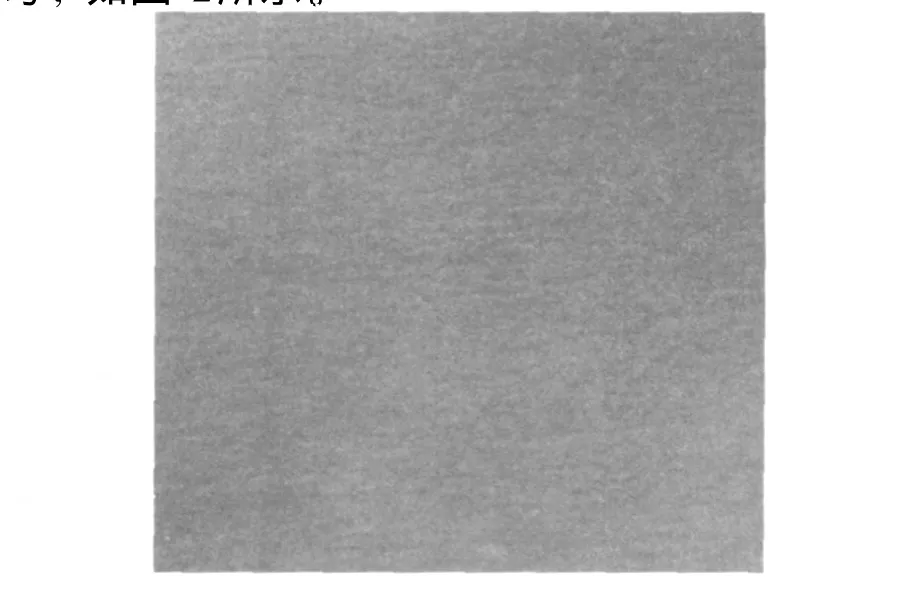
图2 用稀释后的染料润湿的纸张表面
1.6 涂布
采用实验室刮棒手工涂布,涂布量 9~10 g/m2,涂料固含量 58.5%,黏度 613 mPa·s,配方如表2所示。

表2 涂料配方
2 纸张性能的测定
2.1 光学轮廓法测定粗糙度
2.1.1 测定点的选取
为了保证压光和润湿前后测定的位置一致,首次测定前对手抄片上的某一点进行标记,之后以该点为中心,上下左右各测 2个点,每张纸测定 8个值,每个样品测 3张纸,最后取平均值作为测定结果。滤波分析时,对 24个数值分别滤波,之后再取其平均值作为分析结果。
2.1.2 表面轮廓的频谱分析
数字图像中往往存在着噪声干扰,产生噪声的原因很多,如光电元件产生的随机噪声,数字化产生的量化噪声等。噪声表现在图像中将会产生杂色点、条纹或明暗不均匀等现象,造成图像的运算变得复杂,会给计算结果带来严重偏差。与普通的图像录入(摄像、拍照、扫描)不同,Wyco NT9100的去噪是在测定的同时自动完成的,分析粗糙度时不需要进行后续的去噪工作,可以直接根据纤维的尺寸分布进行滤波处理。
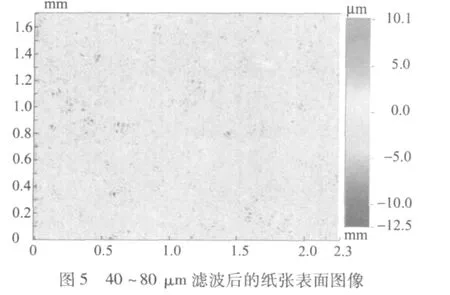
使用Wyco光学系统自带的 Vision 3.20软件可以实现纸张的表面轮廓信息分割。处理时首先对纸张的表面图像进行傅里叶变换,之后采用高斯带通滤波器滤波,从而获得 2.5~5、5~10、10~20、20~40、40~80、80~160、160~320、320~640、640~1280、1280~2560、2560~5120μm波段下的表面粗糙度信息。如图3~图5所示,未经过滤波的纸张表面仅能看出凹凸的轮廓 (颜色深处为凸出的区域,颜色浅处为凹陷的区域),经过滤波后可以清晰地看出在不同波段范围内纸张表面的纤维分布,这里的波段和纤维尺寸并没有严格的数量关系,但是对比图4和图5可知,滤波的波长和纤维的宽度有一定的对应关系,这对于分析不同组分的纤维在粗化过程中的变化十分有意义。

2.2 探针扫描法测定粗糙度
用探针台阶仪测定粗糙度时,设定的扫描长度为8 mm,截取值 (cutoff)2.5 mm,测定总长度 80 mm,探针直径 12.5μm。
2.3 涂层覆盖性的测定
2.3.1 Burn-out预处理[8]
将试样放入质量浓度 25 g/L的NH4Cl-C2H5OH·H2O (体积比 1∶1)溶液中浸渍直至饱和,然后将其在室温下晾干,再置于 205℃的烘箱中干燥 3 min。此时原纸已经被碳化成黑色,表面覆盖着白色的涂料。之后通过扫描仪记录纸张表面的灰度图像,用于定量分析涂层的覆盖性。
在灰度图像中,每个像素点上的颜色深浅被量化成 0~255的灰度值,灰度值为 0代表黑色,灰度值为 255代表白色,因此,涂布纸表面的灰度值越大,说明纸张表面覆盖的涂料越多。
2.3.2 图像处理
(1)采用图像分析软件 Image-J对扫描后的灰度图像进行预处理。
经过摄像机或者视频采集卡获得的图像需要进行后续的图像滤波去噪。在这里,滤波时的波长对应的是涂料粒子絮聚体的直径,因此,可以将波长小于1 mm、大于 10 mm的信号视为与涂层表面无关的噪音[9],仅保留 1~10 mm的涂层信息。
任何一幅数字图像都是一个空间域, (x,y)是图像像素点上的空间坐标,坐标上对应的空间幅值f(x,y)称为该点灰度。要进行滤波处理首先就要将处于空间域的图像转换到频率域中,这一点可以通过傅里叶变换实现。之后采用带通滤波器 ( Image-J的java编程插件)在频率域进行滤波处理,最后进行傅里叶反变换将其转换到空间域,提取 1~10 mm波段的灰度图像信息。
滤波处理时,波长和频率的相互关系如下:
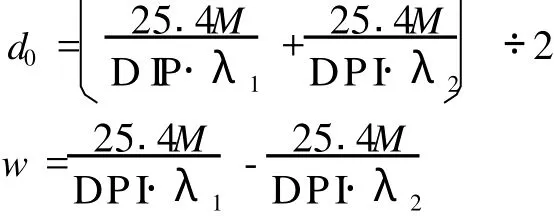
式中,d0为带通滤波器的滤波频率,mm-1;w为带通滤波器的带宽,mm-1;λ1、λ2为滤波波段对应的波长,mm;M为空间域图像最大的像素点数;DPI为扫描图像时的分辨率;本实验中的λ1=1 mm,λ2=10 mm,M=512,DPI=300,代入公式后求出d0和 w,将其输入 Image J的滤波器即可获得 1~10 mm波段的图像信息。
(2)涂层覆盖性的评价
解决粗化问题的最终目的在于提高涂层的质量,涂层的质量体现在两个方面:涂料分布的均一性和对原纸的覆盖程度。涂布量分布的均一性可以通过灰度方差反映。灰度方差越小,涂布量分布越均匀[8]。
为了对涂层的覆盖率进行量化,需要把灰度图像中的涂料与裸露的纤维分割开,进而计算出涂层所占的面积百分比。本实验通过 Image-J对纸张的灰度图进行二值化处理,把高于阈值的像素点灰度计为 255(白色,涂料),低于阈值的像素点灰度计为 0(黑色,裸露的纤维),处理后白色区域的面积百分比即为涂层的覆盖率。在图像分割的过程中,正确选择阈值十分关键,若阈值过高则过多的涂料将被误归为裸露的纤维,反之,将有过多的裸露纤维被误归为涂料。本实验以自动二值化的最大熵原则作为阈值的选取标准,避免了人为设定阈值对测定结果的影响。
3 结果分析
3.1 光学轮廓法的检测结果
为了便于比较,用润湿前后 Rq的变化量表示纸张遇水后的粗化程度,用压光效果的损失率表示压光对于粗化的改进效果,压光效果损失率越大,压光对于粗化的改进效果就越差。
粗化程度 =(R2-R1)/R1×100%
压光效果损失率 =(R2-R1)/(R0-R1)×100%
式中,R0、R1、R2分别为纸张压光前、压光后和润湿后的粗糙度 Rq,μm
高斯带通滤波后的粗糙度信息如图6和图7所示。
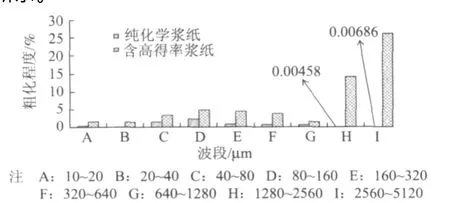
图6 两种纸样润湿前后的粗糙度变化 (粗化程度)
对于纯化学浆纸,粗化程度在不同波段的分布较为均匀,普遍很低 (2.6%以下);而对于含高得率浆的纸,在 1280μm以下,粗化程度相对较低,但是在 1280μm以上,纤维遇水后的粗化程度忽然增大。根据邹学军等人[10]对粗糙度级别的划分,这一尺寸的波段对应的主要是纤维束,因此,可以推测高得率浆中的纤维束可能是纸张遇水粗化的根源所在,但也不排除另外一种情况:纤维在纸张表面的某一部位堆积过多,形成了大尺寸的纤维块 (图3中的深色块状区域),造成了粗化程度在这一尺寸范围内的大幅增加。

图7 两种纸样遇水后的压光效果损失率
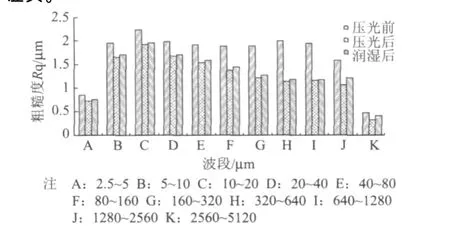
图8 含高得率浆纸在不同波段下的表面粗糙度
从两种纸样的压光效果损失率也可以看出,化学浆纤维更易被彻底压溃,而高得率浆纤维 (尤其是那些可压溃性很差的纤维束),遇水后从纸张表面隆起,压光效果损失较多,造成表面粗糙度的增加。在1280μm以上的纤维中,1280~2560μm范围内的组分含量较多,而大于 2560μm的纤维对粗糙度的贡献较少 (图8),因此可以推测,减少 1280~2560 μm范围内的纤维或者纤维束含量,可以有效降低纸张的粗化程度,这一点将在之后的研究中进一步证实。
3.2 探针扫描法的测定结果
和光学轮廓仪测定的结果分析方法一样,本实验以润湿后纸张的 Rq变化量 (粗化程度)和压光效果损失率来替代简单的 Rq数值比较。结果如表3所示。
在探针台阶仪的扫描过程中,从纸张表面隆起的纤维受到探针微弱的压力,有可能会被压下,同时考虑到探针的直径为 12.5μm,可能无法扫描到纸张表面微小的凹槽,从而导致扫描结果小于光学测定的结果。另外,光学轮廓法测定的是 3D粗糙度,而探针台阶仪测定的是 2D粗糙度,测量精度也要略低于光学法。值得注意的是,由未经过频谱分析的 Rq值计算出的粗化程度都很低,然而这并不代表所有纤维的粗化程度都较低,利用频谱分析可以更直观地获得不同组分纤维的粗化程度分布。
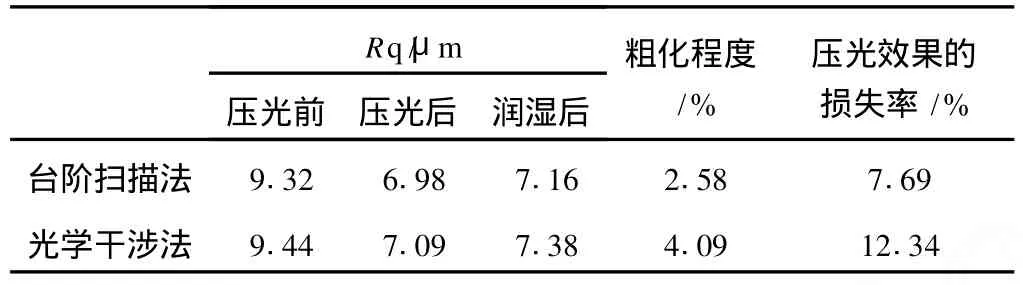
表3 分别采用探针扫描和光学轮廓法测定的含高得率浆纸的 Rq值
3.3 涂层覆盖性的分析
(1)涂层的灰度标准差
经 Burn-out处理后的纯化学浆涂布纸和含高得率浆涂布纸如图9所示。纯化学浆涂布纸和含高得率浆涂布纸的灰度标准差分别为 12.904、17.438,灰度平均值分别为 234.365、228.995;显然,在同样的涂布量下,与含高得率浆的纸相比,纯化学浆纸的灰度标准差低,平均灰度值高 (纸张表面偏白),这就说明加入高得率浆后,纸张表面覆盖的涂料减少了,涂层分布的均匀性也有所下降。

图9 Burn-out后的纸张表面灰度图
(2)涂层覆盖率的计算
经过二值化处理后得到的黑白图像如图10所示,其中,黑色区域为裸露的纸张纤维,白色区域为涂层。经图像分析软件计算,纯化学浆涂布纸的涂层覆盖率为 95.8%,含高得率浆涂布纸的涂层覆盖率为91.3%。

图10 二值化处理后的涂层表面
4 总 结
光学法测定纸张的粗糙度对纸张表面无压力、无破坏,十分适合检测纸张表面遇水后发生的微小变化,避免纸张的可压缩性对测量结果的负面影响。此外,通过对纸张的轮廓信息进行滤波处理,可以确定不同波段下纸张粗糙度的变化情况,从而有针对性地改进纤维原料的特性,这为纸张质量的提高提供了一个良好的途径。
使用探针台阶仪进行扫描时纸张受到一定的压力,原本因粗化凸起的纤维受压后变形,影响了测定结果,不能单独用来评价粗化的程度,但是可以辅助光学法的测定结果进行分析。涂层的覆盖率可以间接地反应原纸遇水后的粗化程度,以自动二值化的最大熵原则选取阈值可以较真实地反应涂层的覆盖情况,得到量化后的涂层覆盖率。
[1] Skowronski J,Lepoutre P.Water-paper Interactions During Paper Coating.Part I:Changes in Paper Structure[J].Tappi Journal,1985,68(11):98.
[2] Forseth T,Helle T.Effect ofMoistening on Cross-sectionalDetails of Calendered Paper ContainingMechanical Pulp[J].JPPS,1997,23(3):95.
[3] JennekensM,PijlsJ.FiberCoverage and FiberLifting inLWC[C]//1998 TAPPICoating Papermakers Conference,Atlanta,1998.
[4] Enomae T,Lepoutre P.Surface Roughening byWater:Gloss Relaxation Processes[J].JPPS,1997,23(7):1.
[5] Surenda P Singh.A Comparison ofDifferentMethodsof Paper Surface Smoothness E valuation[J].Bio-Resources,2008,3(2):503.
[6] Forseth T,Helle T.Principles and Application of aMethod forAssessingDetailed Paper Surface Topography[C]//1996 CPPA 82nd AnnualMeeting,Technical Sect.Montreal,1996.
[7] Blohm E,Borg J.Methods forMeasuring Dynamic Out-of-plane Dimensional Stability of Base Paper[C]//2001 Tappi Coating and Graphic Arts Conference,Atlanta,2001.
[8] Dobson R L.Burn out,a coat weight determination test re-examined[C]//1975 TAPPICoating Conference,Chicag,1975.
[9] Ting Huang,Lepoutre P.Effect of basestock surface structure and chemistry on coating holdout and coated paper properties[J].TAPPI Journal,1998,81(8):145.
[10] Xuejun Zou,Allem Rafik,Uesaka Tetsu.Relationship Between Coating Uniformity and Basestock Structures.Part1:Lightweight Coated Papers[J].Paper technology,2001,42(5):27.
A NewM ethod forM easuring Roughen ing of Base Paper during Coating
XU Li*L IU Jin-gang
(China National Pulp and Paper Research Institute,Beijing,100020)
In this study,base paper with/without HYP was dampened with an improved inkjet printer,the surface roughnessRq during rougheningwasmeasured by optical profiler and stylus profiler,the frequency spectrum analysis was also used.The results showed that:1.28~2.56 mm fibers contributed to the main causes of roughening.In addition,binarization based onMaximum Entropy algorithm was applied to evaluate the coating coverage,and experimental result indicates that the proposed method ismore objective and accurate than visual assessment of coating coverage,can be used as an indirect characterization of roughening.
base paper;roughening;frequency spectrum analysis;coating coverage
TS762.2
A
0254-508X(2010)03-0036-05

许 利女士,在读硕士研究生;主要研究方向:高得率浆在涂布纸中的应用。
(*E-mail:sunday8609@yahoo.cn)
2009-11-02(修改稿)
(责任编辑:马 忻)
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
电镀与涂饰(2022年8期)2022-05-25
声学与电子工程(2021年4期)2022-01-11
石油化工高等学校学报(2021年1期)2021-04-06
煤炭学报(2021年2期)2021-03-24
作文·小学低年级(2020年6期)2020-07-14
中学生百科·小文艺(2020年2期)2020-01-13
模具制造(2019年4期)2019-06-24
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年12期)2017-02-02
