
慈竹化机浆漂白性能研究
2010-11-27 02:41:38沈葵忠房桂干胡剑民梁芳敏
中国造纸 2010年3期
沈葵忠 房桂干 胡剑民 李 萍 梁芳敏
(中国林业科学研究院林产化学工业研究所,江苏南京,210042)
慈竹化机浆漂白性能研究
沈葵忠 房桂干 胡剑民 李 萍 梁芳敏
(中国林业科学研究院林产化学工业研究所,江苏南京,210042)
对慈竹单段漂白和多段组合漂白性能进行了系统研究,提出了慈竹化机浆漂白至 71%以上白度的工艺。研究结果表明,H2O2总用量 10%,慈竹化机浆经单段 H2O2漂白,白度只能达到64.7%~65.0%;两段 H2O2漂白具有较高的漂白效率,漂白浆白度达到 66.6%~67.1%;总漂剂用量为12%的三段组合漂白,结束段分别使用H2O2、FAS和Na2S2O4不同漂白方式,FAS漂白效率最优,白度达到 72.9%;其次是 H2O2漂白,白度为 71.9%;以 FAS为结束段的漂白,与本色慈竹化机浆相比,抗张指数、耐破指数和撕裂指数分别提高 200%~300%、250%~300%和 250%~270%。采用碱性Na2SO3化学预浸渍,两段 H2O2漂白加一段 FAS漂白的三段组合漂白,慈竹化机浆可漂白至 71%以上的白度。
慈竹化机浆;漂白;过氧化氢;FAS
我国竹类资源丰富,竹林面积约占世界竹林总面积的 1/3,竹材生长迅速,用于制浆造纸,可减少森林资源砍伐,缓解造纸纤维原料供应紧张的局势[1-2]。发展竹材化机浆需要解决以下几方面的问题:①预浸渍问题,竹材材质坚硬,浸透困难,这点在竹材化学浆的生产中已有充分体现。竹材化机浆的浸透和预处理技术是提高竹浆磨浆均匀性和降低能耗的关键;②漂白问题,目前的漂白技术还不能把竹材化机浆漂白至 70%以上白度。广西杂竹、白夹竹和粉单竹化机浆使用 7%用量的 H2O2进行漂白,白度分别只有 57%、62%和 61.8%,其中,杂竹即使用 9%高用量的 H2O2漂剂,白度也只能达到 60.2%[3-4]。慈竹在我国南方大量种植,生长迅速,成竹高十几米、直径 10 cm左右,是优良的造纸原料,已用于竹材化学法制浆生产[5-7]。本实验对慈竹化机浆单段和多段组合漂白进行研究,以期突破竹材化机浆漂白白度增加限值,满足配抄漂白纸种的生产。
1 实 验
1.1 原料
慈竹化机浆制浆漂白实验流程见图1。慈竹取自广西壮族自治区,切片、除杂后,在室温下用水浸泡约 12 h,送入汽蒸仓常压预汽蒸 10~15 min,使用Andritz公司挤压机进行挤压,压缩比为 1∶4。挤压后慈竹物料分别使用碱性 H2O2和碱性 Na2SO3进行化学浸渍预处理,处理条件见表1。使用国产磨浆机(吉林造纸厂机械分厂,设备型号 GNM300)在常压下磨浆,控制不同的磨浆能量输入,调节纸浆游离度(CSF)至 260~280 mL。磨后浆料进行消潜和筛选,消潜条件:浆浓 2%、90℃下消潜 15 min。

图1 慈竹化机浆制浆漂白实验流程

表1 慈竹化机浆化学预处理条件 %
1.2 DTPA螯合处理
漂前进行螯合处理,以减少过渡金属离子对漂白的影响,DTPA用量 0.2%,温度 70℃,时间 60 min,浆浓 5%。螯合后浆料浓缩至干度 35%以上,供后续漂白使用。
1.3 漂白
慈竹化机浆各段漂白均在聚乙烯袋中进行。浆料与药液混合均匀后将袋密封,放入恒温水浴反应一定时间,漂后浆料用蒸馏水洗净。
1.3.1 H2O2单段、两段漂白
螯合后的浆料先进行碱优化漂白实验[8],漂白过程如下:浆料放在聚乙烯塑料袋内,与漂白药液混合均匀后放入恒温水浴中,改变 H2O2和 NaOH用量进行漂白。漂白实验条件设计见表2。漂白完成后挤出残余漂液测定残余 H2O2及 pH值。漂后浆料进行酸化、洗涤,经浓缩后抄片。根据碱优化实验结果确定单段和两段 H2O2漂白适宜的 NaOH用量。
1.3.2 三段漂白
在上述两段 H2O2漂白的基础上进行第三段 (下称结束段)漂白,分别采用 H2O2、FAS及 Na2S2O43种漂白方式。结束段漂白条件经过多次实验优化确定,列于表3。

表2 碱优化漂白实验设计

表3 慈竹化机浆三段漂白中结束段漂白工艺
1.4 抄片及检测方法
按 QB/T3703—1999的方法抄片。纸浆抗张指数、撕裂指数和耐破指数均按国家标准方法测定,纸浆白度按照 ISO标准 (ISO2469)进行测定。
2 结果与讨论
2.1 单段 H2O2漂白
2.1.1 NaOH用量与适宜漂白条件
NaOH用量和 H2O2用量是影响化机浆 H2O2漂白白度的两个重要因素[8]。为探讨 NaOH用量的影响,分别使用不同NaOH用量和 H2O2用量对慈竹化机浆进行漂白实验,H2O2用量分别为 2%、6%、8%、10%、12%、20%和 30%,在每个给定的 H2O2用量,使用表2中的NaOH用药条件进行漂白。漂白实验结果分别以 NaOH用量、H2O2用量为横坐标,以对应条件漂白所能够达到的最佳白度为纵坐标作图,见图2和图3。从图2可以看出,不同的 H2O2用量,达到白度最佳值时所对应的 NaOH用量不同。给定 H2O2用量下最佳用碱量需要通过实验来确定,两者没有的固定比例关系,总体趋势是,随着 H2O2用量的增加,达到最佳白度时对应的 NaOH用量也增加。
2.1.2 H2O2用量与漂白增加限值
图3给出了不同 H2O2用量与慈竹化机浆漂白白度的关系。从图3可知,6%H2O2用量之前,随着H2O2用量的增加,漂白白度提高较多;当 H2O2用量超过 8%之后,白度提高幅度趋缓;当 H2O2用量10%以上时,白度提高出现停滞,再增加 H2O2用量,白度提高有限。单段 H2O2漂白,慈竹化机浆的白度增加限值在 71.6%~72.3%。H2O2用量增加到10%以上,漂白的经济性大幅度下降。当 H2O2用量从 10%提高到 30%,H2O2用量增加 2倍,白度仅提高 4个百分点。
为提高漂白效率,把竹浆漂白至更高白度,应该考虑使用其他漂白方式,如多段漂白或氧化与还原结合漂白等[9]。
2.2 两段 H2O2漂白
两段漂白 H2O2总用量控制为 10%:AP浆样由于预处理时使用了 2%用量的 H2O2,两段漂白时H2O2用量采用 2%、6%的分配比例;AS浆样两段漂白 H2O2用量采用 2%、8%分配比例,经过优化实验,确定漂白条件见表4,漂白结果见图4。为了便于比较,图4中同时列出了单段漂白的结果。H2O2总用量均为 10%,两段 H2O2漂白效率高于单段漂白,白度约高出 2个百分点,达到 66.6%~67.1%。




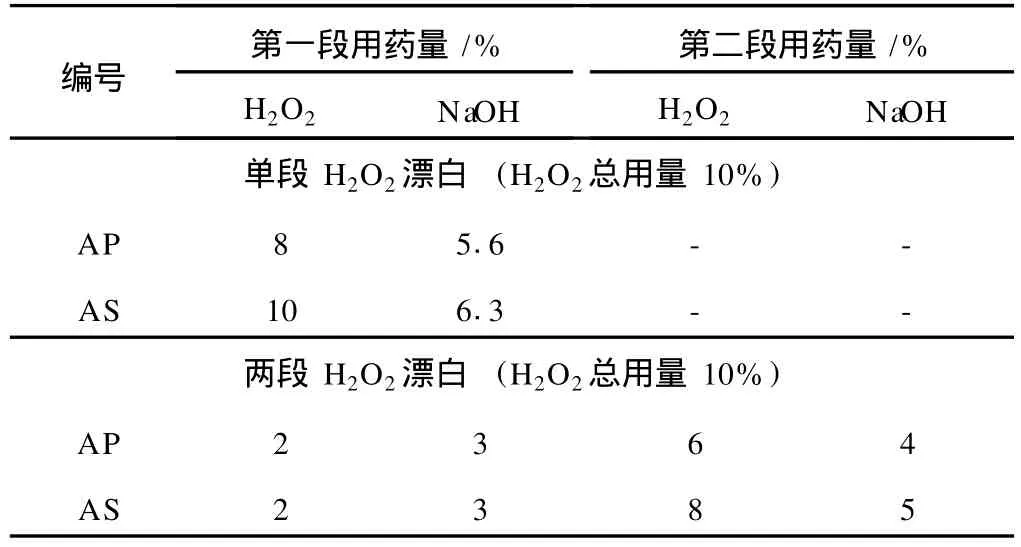
表4 H2O2单段、两段漂白条件
2.3 三段漂白
为把慈竹化机浆漂至更高的白度以满足生产要求,在上述两段 H2O2漂白的基础上使用 H2O2、FAS和Na2S2O43种漂白药剂,进行三段漂白,结束段漂白药剂用量均为 2%,漂白结果见图5。经过三段组合漂白,慈竹化机浆可以漂白至 69.9%~72.9%的白度。从图5可以看出,3种漂白方法,FAS漂白的效果最好,其次是 H2O2漂白。
2.4 慈竹漂白化机浆物理性能
漂白前后慈竹化机浆物理性能列于表5。从表5可见,经过漂白,浆料游离度、松厚度有一定程度的下降;而浆料的强度性能漂白后增加明显。松厚度的降低主要是漂白过程中,随着木质素亲水性的增加和半纤维素的溶出,使得纤维的柔软度和可塑性增加,导致成纸紧度增加、松厚度降低。漂后浆的强度性能有不同程度的提高,与以前的研究结论一致[8-10]。随着漂白段数的增加,浆料的强度持续增加;与漂前慈竹化机浆相比,三段漂后浆料强度性能大幅度增加,抗张指数提高了200%~300%,耐破指数提高了250%~300%,撕裂指数提高了250%~270%。
2.5 不同化学预浸渍方式对竹材化机浆漂白性能的影响
两种处理方式对浆料的漂白性能产生不同的影响。慈竹使用碱性H2O2预浸渍 (AP),浆料的原始白度为 38.7%,比碱性亚硫酸盐 (AS)预浸渍 (白度为 30.5%)高出 8.2个百分点 (见表5);经过单段 H2O2漂白,随着 H2O2用量的增加,两者间的白度差异缩小,渐趋于慈竹化机浆漂白白度增加限值 (见图3)。计入 AP预处理方式中使用 2%用量的 H2O2,10%H2O2漂白总用量的单段或两段 H2O2漂白,AS预处理方式浆料的白度和强度性能高于 AP预处理方式 (见图4);同样,总漂剂用量 12%的三段漂白,AS预处理浆料的漂后白度也高于 AP预处理浆料,白度高出近 2个百分点。可能的原因是,制浆化学预处理的时间较短,所使用 H2O2的漂白效果未得到充分发挥。两种预处理方式,经过两段和三段组合漂白,漂白浆料的抗张强度和耐破强度也是 AS优于 AP,但撕裂强度指标,AP优于AS(见表5)。纯粹从漂白效率角度来说,H2O2用于化学预处理不如用于后续漂白。但是采用碱性Na2SO3预处理,会在生产系统中引入硫元素,给工厂废水处理带来负面影响。综合考虑,如果能够采取适当措施提高预处理时 H2O2的漂白效率,碱性H2O2预浸渍不失为一种很好的化学预处理方式,可以用于慈竹漂白化机浆的生产。
3 结 论
3.1 慈竹化机浆经单段 H2O2漂白很难达到较高白度。H2O2用量 10%,漂白浆白度只能达到 64.7%~65.0%;不考虑漂白的经济性,把 H2O2用量增加到30%,慈竹化机浆也只能漂白到 71.6%~72.3%。二段工艺漂白效率得到改善,H2O2用量 10%,可漂白至 66.6%~67.1%白度,与相同漂剂用量的单段漂白方法比较,白度提高 2个百分点。
3.2 漂白药剂总用量为 12%的慈竹化机浆三段组合漂白结果表明,慈竹化机浆可以实现 71%以上的白度。三段漂白中,结束段使用 H2O2、FAS和 Na2S2O4不同漂白工艺,以FAS漂白的效率为最优,漂白浆白度达到 72.6%;其次是 H2O2漂白,白度为 71.9%;Na2S2O4漂白浆白度最低。与漂前慈竹化机浆相比,三段漂后浆料强度性能大幅度增加,抗张指数提高了 200%~300%,耐破指数提高了 250%~300%,撕裂指数提高了 250%~270%;浆料的游离度和松厚度有所降低。
3.3 由于采用 H2O2预处理生产系统无硫元素引入、废水易于处理,因此,如果能够采取适当措施提高预处理时 H2O2的漂白效率,碱性H2O2化学预浸渍不失为一种很好的化学预处理方式,可用于慈竹漂白化机浆生产。
[1] 徐萃声.竹子原料与制浆造纸[J].造纸科学与技术,2006,25(4):1.
[2] 张达俊.广西的竹子及制浆应用(上)[J].林产化工通讯,2003,37(6):47.
[3] 黄显南,詹怀宇,王双飞,等.粉单竹化学机械浆 H2O2漂白的研究[J].造纸科学与技术,2006,25(1):7.
[4] 农尚勇.竹子化机浆生产低定量胶印新闻纸的研究[D].广西大学,2005.
[5] 胡惠仁,石淑兰.四种竹材硫酸盐法制浆的比较[J].天津造纸,1999,21(4):2.
[6] 周景辉,杨汝男,等.慈竹 AS-AQ化学浆漂白的研究[J].大连轻工业学院学报,1992(12):46.
[7] 石淑兰,胡惠仁.巴克曼蒸煮助剂在非木纤维制浆中的应用研究[J].中国造纸学报,2005,20(1):46.
[8] Shen Kuizhong,Fang Guigan,Chu Fuxiang.High temperature peroxide bleaching—an alternative method to obtain high brightness for China fir CT MP pulp[C]//Research Progress in Pulping and Papermaking,3rdISETPP.Guang zhou:South China University of Technology,2006.
[9] 沈葵忠,房桂干,储富祥,等.FAS在杉木 CT MP漂白中的应用研究[J].中国造纸,2009,28(11):1.
[10] 沈葵忠,房桂干,储富祥,等.杉木 CT MP过氧化物-TAED活化体系漂白性能研究[J].中国造纸,2008,27(2):1.
Bleaching of High Y ield Pulps from a Bamboo SpeciesN eosinocalam us Affinis(Rendle)Keng F
SHEN Kui-zhong FANG Gui-gan*HU Jian-min L I Ping L IANG Fang-min
(Institute of Chem ical Industry of Forest Products,CAF,Nanjing,Jiangsu Province,210042)
Bleaching of chem imechanical pulps from a bamboo speciesNeosinocalamus affinis(Rendle)Keng fto a higher brightness by singleand multi-stage processeswas discussed in this paper.By using 10%H2O2,the bamboo pulps were only able to bleach to a brightness of 64.7%~65.0% ISO in single stage process.Bleaching efficiencywas improved by using two-or three-stage process.The brightnessof 66.6%~67.1%ISO was obtained by two-stage bleaching at 10%H2O2charge in total.Bleaching propertiesof the bamboo high yield pulps by using three bleaching chemicalsof H2O2,FAS andNaS2O4in the final stage of the three-stage processwere compared in term of the brightness:FAS>H2O2>NaS2O4.The brightnessof 69%~73%ISO wasobtained by using bleaching chemicalsof 10%H2O2and 2%FAS.After bleaching,the tensile,tear and burst indexof the bamboo pulpswas increased by200%~300%,250%~300%,and 250%~270%respectively.The effects of two kinds of chemical-pretrea tment of bamboo chips on brightness and strength properties of the bleached pulpswere compared aswell.
bamboo chemimechanical pulps;bleaching;hydrogen peroxide;FAS
TS721+.2;TS745
A
0254-508X(2010)03-0001-04

沈葵忠先生,博士,副研究员;主要从事木材制浆造纸新技术及废纸高效利用方面的研究工作。
(*E-mail:fangguigan@yahoo.com.cn)
2009-10-20(修改稿)
本课题是“十一五”国家科技支撑计划专题 (2006BAD18B0502,2006BAD19B0705)研究内容。
(责任编辑:常 青)
猜你喜欢
江苏安全生产(2024年2期)2024-03-13 09:29:46
文史杂志(2023年2期)2023-05-30 14:21:32
科学技术创新(2022年15期)2022-05-18 06:14:00
现代园艺(2020年19期)2020-10-02 03:15:48
爆炸与冲击(2019年8期)2019-09-25 03:24:24
电线电缆(2017年5期)2017-10-18 00:52:11
竹子学报(2017年2期)2017-09-15 16:04:31
科学与财富(2017年18期)2017-07-09 17:44:05
中国造纸(2015年7期)2015-12-16 12:40:48
山东工业技术(2015年24期)2015-12-10 07:54:23
