
系统参数对双螺杆挤压机生产率及度电产量的影响
2010-09-20 00:24:40潘小莉张兆国苏晓琳
东北农业大学学报 2010年5期
潘小莉,张兆国,苏晓琳
(1.罗定职业技术学院,广东 罗定 527200;2.东北农业大学工程学院,哈尔滨 150030;3.黑龙江民族职业学院,哈尔滨 150086)
挤压膨化技术作为一项新兴技术,在浸出设备的生产能力、油脂浸出速度、溶剂料胚比等方面均优于传统溶剂浸出法。在提高产品质量的同时,还要兼顾如何提高生产率、降低能耗,以便获得最佳经济效益。因此,双螺杆挤压机能耗研究变得尤其重要。
关于挤压膨化机生产能力及功率消耗的问题,学者们在理论分析和试验研究上进行了许多探索。在理论分析方面,寻找食品挤压膨化机生产率及功率消耗的理论计算方法-这一领域的研究[1-4],虽然取得了较多研究成果,但是由于挤压机内物料流动的复杂性,经过一些抽象、假设,使得理论公式与实际情况始终存在较大差异。一些学者利用相似理论推导挤压机流量及功耗的л方程,在试验研究的基础上,得出挤压机流量及功耗的半经验半理论的估算公式[5-7]。
本文使用自行研制的双螺杆挤压机(双螺杆结构如图1所示),挤压膨化用于浸油的大豆生产率和度电产量随挤压参数变化规律。工作过程如下:在输料段,物料从料斗进入机筒内,随着螺杆的转动进入压缩熔融段后,压力、温度升高同时受到螺杆和机筒的强烈搅拌、混合、剪切,直至全部熔融;由于螺槽空间进一步变小,物料进一步升温升压,得到蒸煮,使原料淀粉充分糊化,脂肪、蛋白质变性等一系列复杂的生化反应,组织进一步均化,到达均匀段,最终从模板处瞬间挤出。
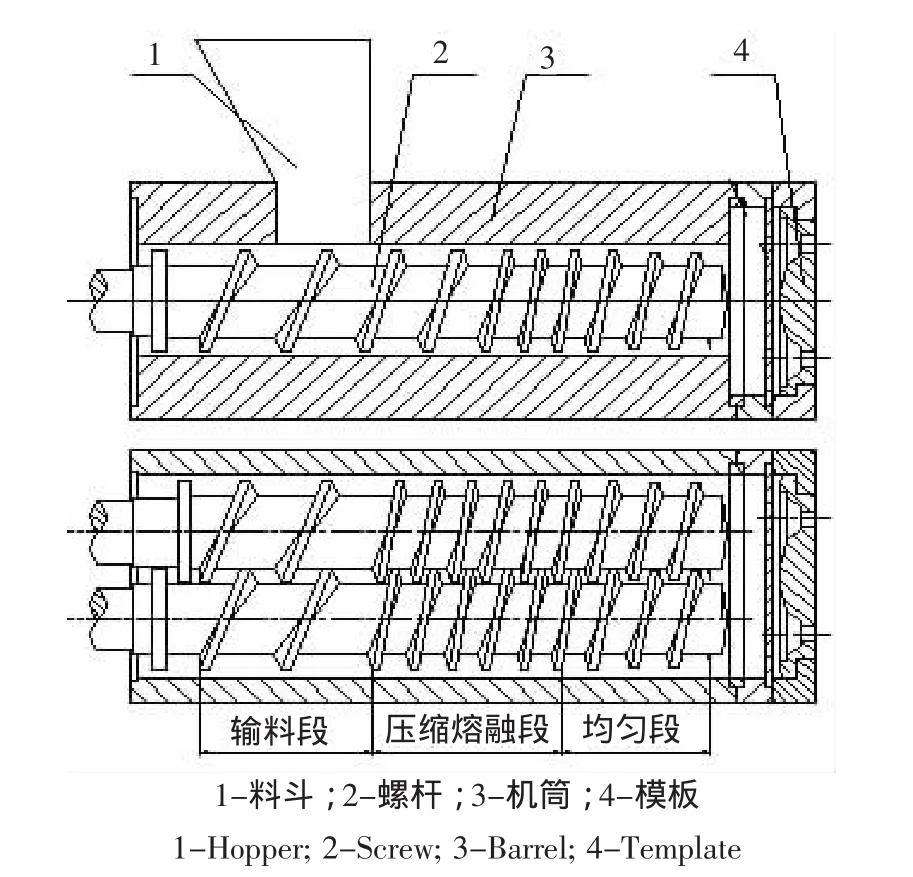
图1 双螺旋杆膨化结构Fig.1 Twin-screw extuder
1 材料与方法
1.1 试验材料
大豆:东农32(蛋白质含量41.60%,油脂含量21.30%,水分含量11.60%),市购。
1.2 试验仪器与设备
开合式双螺杆挤压机:东北农业大学农产品加工实验室自制,由六节套筒组成,可沿径向开合,方便物料的采集清理。配有数显仪表,闭环自控系统。
DS15型三相三线有功电度表(电表常数为300 r·kW-1·h-1)(上海电表厂)。
电流互感器(额定变流比为300A/5A)。秒表(精度为0.01 s)。
1.3 试验方法
采用四因素五水平二次旋转正交组合试验方法设计试验[8]。研究系统参数(模孔直径、物料水分、螺杆转速、套筒温度)对生产率和度电产量的关系。因素水平编码见表1,试验设计及结果见表2。
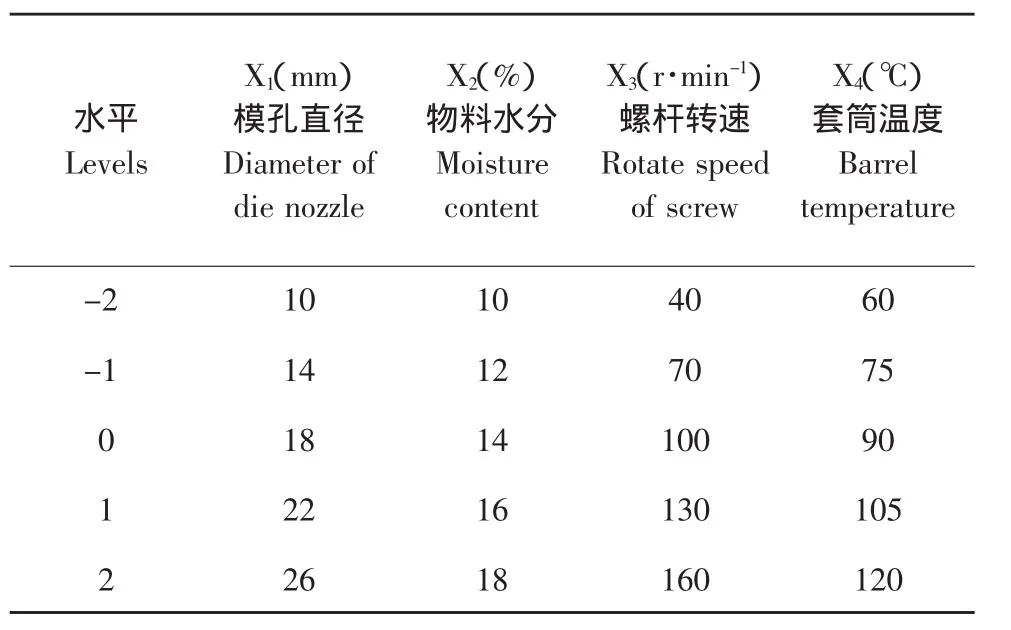
表1 因素水平编码表Table1 Encoding value of factors and levels
2 结果与分析
2.1 回归方程与检验
通过Reda软件包对表2的结果进行处理,可以得到生产率Y1、度电产量Y2的回归方程如下:
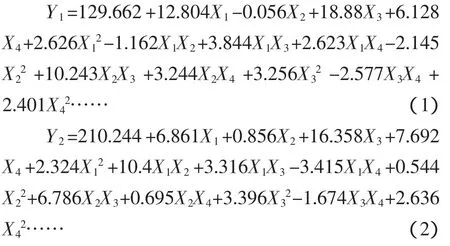
通过回归分析可知,四个因素对生产率的因子贡献(各因素对生产率的作用大小程度)分别为:螺杆转速X3(1.334),模孔直径X1(0.899),套筒温度X4(0.557),物料水分X2(0.381)。回归方程方差分析见表3。
F1
通过回归分析可知,四个因素对度电产量的因子贡献率(四个因素对度电产量的作用大小程度)分别为:螺杆转速X3(1.171),模孔直径X1(1.038),套筒温度X4(0.723),物料水分X2(0.619)。回归方程方差分析见表4。
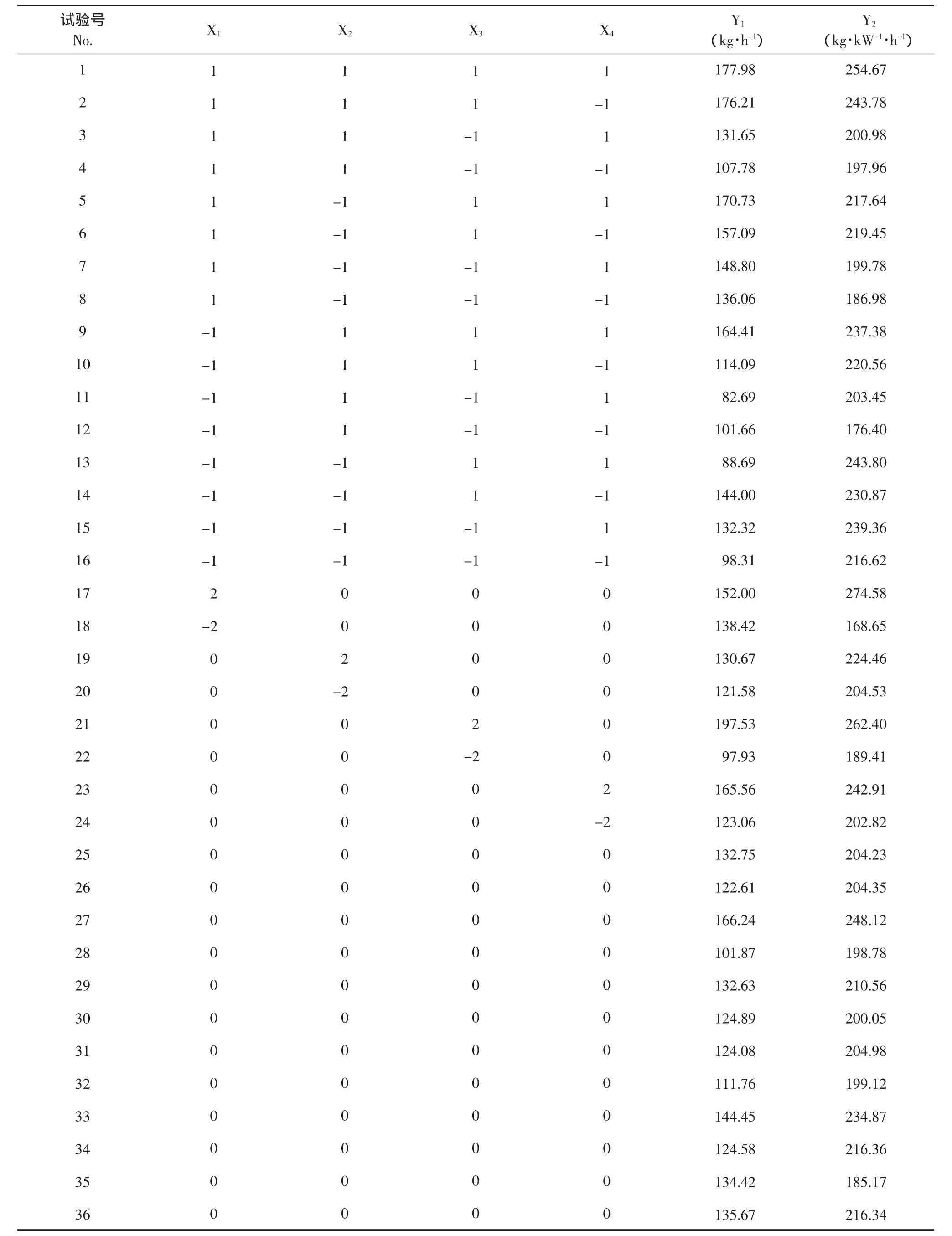
表2 试验安排与结果Table2 Experimental arrangement and results
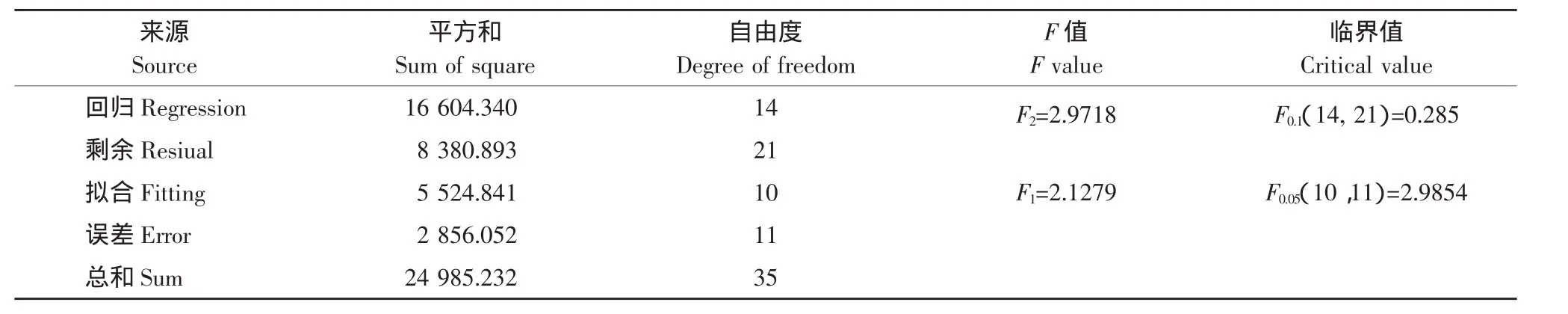
表3 生产率回归方程方差分析Table3 Regression analysis of productivity

表4 度电产量回归方程方差分析Table4 Regression analysis of per kilowatt-hour yield
2.2 各试验因素对生产率的影响
本文采用降维法分析各试验因素对指标的影响。以下分析均采用编码值模型进行分析。图2~5为试验因素对生产率影响的关系曲线图。依次将其余 3 个因素固定在(-1,-1,-1),(0,0,0)和(1,1,1)水平。代入生产率回归方程,分析其他3个挤压参数取值不同时,单一参数与生产率之间的关系。
2.2.1 螺杆转速对生产率的影响
螺杆转速对生产率的影响最显著,由图2可知,随着转速增加由模孔挤出的物料生产率就越高,+1水平时,生产率最高达250 kg·h-1。螺杆转速又受工艺条的限制,不能单纯为了提高生产率随意提高转速。依据已做实验数据表明,螺杆转速固定在100 r·min-1左右可获得较佳的残油率指标。
2.2.2 模孔直径对生产率的影响
由图3可知,三因素取值不同对生产率影响较大,随着模孔直径的增加,生产率呈上升趋势。在+1水平时,生产率最高达200 kg·h-1以上;在0和-1水平生产率。分析原因是主轴转速一定、螺杆单位时间向前推动物料一定的情况下,模孔孔径大则物料排出顺畅,单位时间挤出物料增多;小模孔出料困难,相对生产率要低。
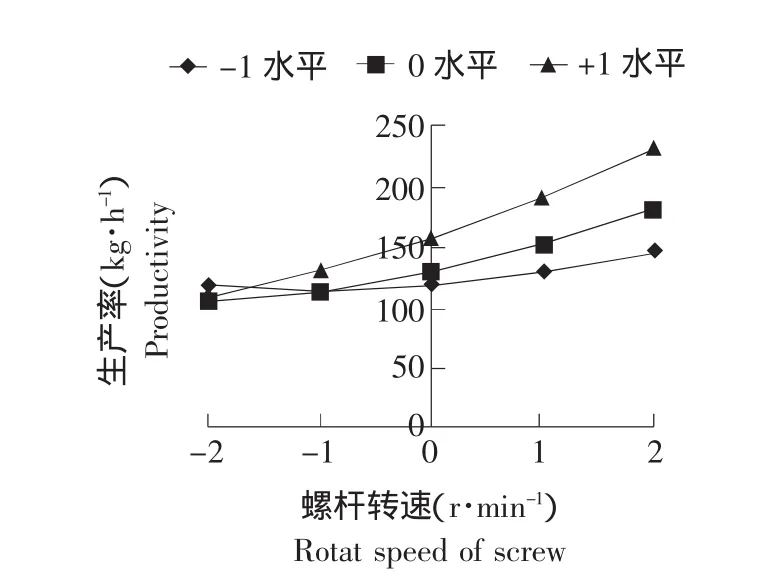
图2 螺杆转速与生产率的关系Fig.2 Effect of rotate speed of screw on productivity
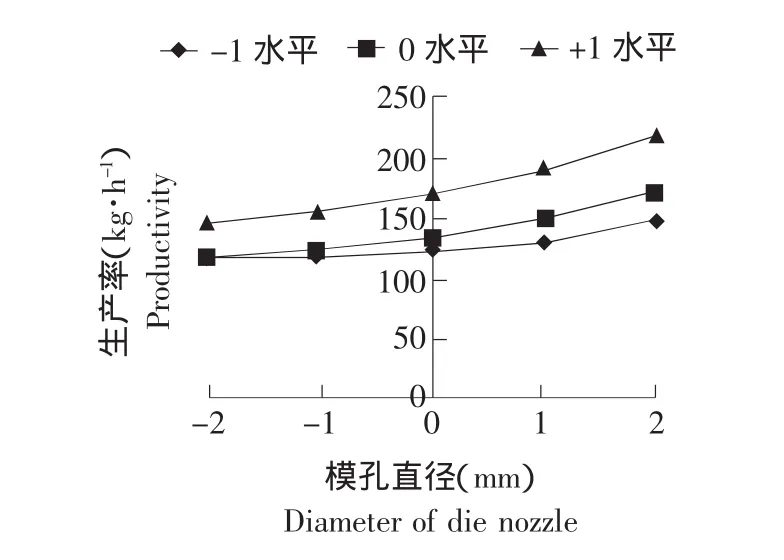
图3 模孔直径与生产率的关系Fig.3 Effect of diameter of die nozzle on productivity
2.2.3 套筒温度对生产率的影响
由图4可知,套筒温度的升高,生产率呈缓慢升高趋势。在+1水平时,生产率高于200 kg·h-1。当因素水平较低时,生产率基本保持150 kg·h-1左右。理论分析认为温度升高利于细胞内油脂的流出,降低黏度减少流动阻力,在挤压腔体内形成利于流动的条件[9]。
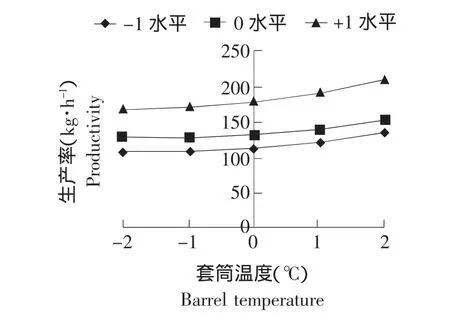
图4 套筒温度与生产率的关系Fig.4 Effect of barrel temperature on productivity
2.2.4 物料水分对生产率的影响
由图5可知,固定模孔直径、螺杆转速和套筒温度在0水平时,生产率随物料水分的变化不大;在+1水平,生产率随着物料水分的增加而升高。在0和-1水平时,随物料水分的增加生产率有略微下降的趋势。主要是由于水分的增加减少了物料与腔体内壁的摩擦,利于物料在腔体里流动从而提高生产率。
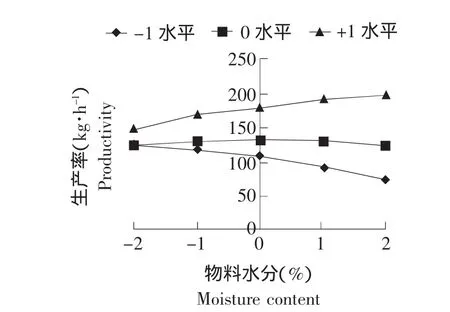
图5 物料水分与生产率的关系Fig.5 Effect of moisture content on productivity
2.3 各试验因素对度电产量的影响
2.3.1 螺杆转速对度电产量的影响
由图6可知,度电产量随螺杆转速升高而增加,+1水平时,度电产量最高达 300 kg·kW-1·h-1,水平较低时度电产量在200 kg·kW-1·h-1左右,变化幅度不明显。当螺杆转速增加时,物料在机膛内受到推动力增大,物料运行的速度也相应加快而使度电产量升高。
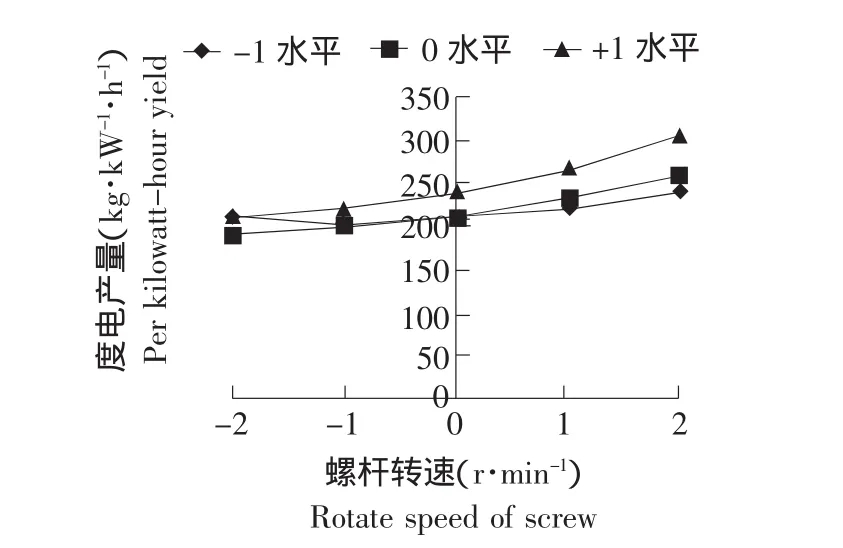
图6 螺杆转速与度电产量的关系Fig.6 Effect of rotate speed of screw on per kilowatthour yield
2.3.2 模孔直径对度电产量的影响
由图7可知,随着模孔直径的增加,度电产量呈上升趋势,其余三因素水平较高时度电产量明显高于较低水平。理论分析认为,大模孔直径排料容易,提高生产率。另外,模孔直径增大,腔体内的压力下降,物料与腔体内壁的摩擦和阻力减小,所以降低能耗提高了度电产量。
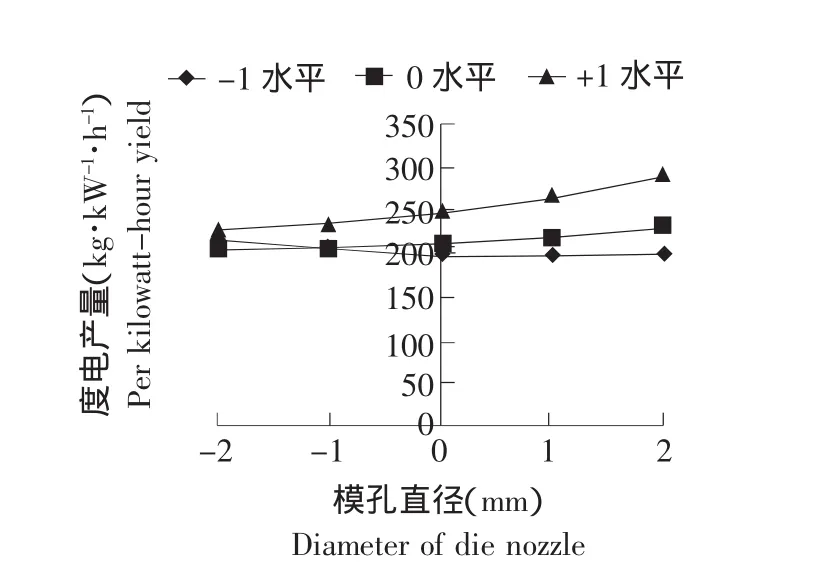
图7 模孔直径与度电产量的关系Fig.7 Effect of diameter of die nozzle on per kilowatthour yield
2.3.3 套筒温度对度电产量的影响
如图8所示,套筒温度对度电产量的影响较平缓,度电产量几乎不受套筒温度变化的影响。但其他三个因素的取值却影响着度电产量。取值较低时(-1、0 水平),度电产量低于 250 kg·kW-1·h-1;水平值较高时,度电产量高于250 kg·kW-1·h-1。分析原因主要是温度升高,物料的黏度下降,流动阻力减小使物料在腔体内更易于形成流动的条件,既能提高生产率又降低了能耗,所以度电产量增加。
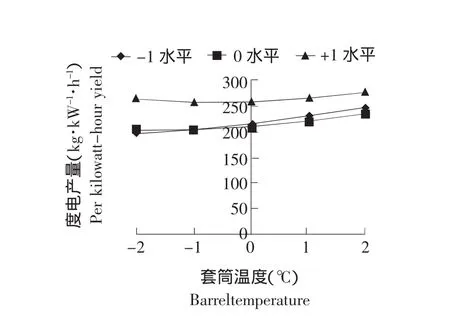
图8 套筒温度与度电产量的关系Fig.8 Effect of barrel temperature on per kilowatt-hour yield
2.3.4 物料水分对度电产量的影响
如图9所示,其他三个挤压参数的取值直接影响物料水分与度电产量的关系,当三个因素取值较低时(-1水平),度电产量随物料水分的增加而降低;当取0水平时度电产量受物料水分的影响较少;当其余三个因素取值+1水平时,度电产量随水分的增加而增加。分析原因主要是水分对调节物料的物理机械性能很重要,水分在腔体内起到润滑剂的作用,减少摩擦和阻力,降低能耗提高单位时间的产出率[10]。
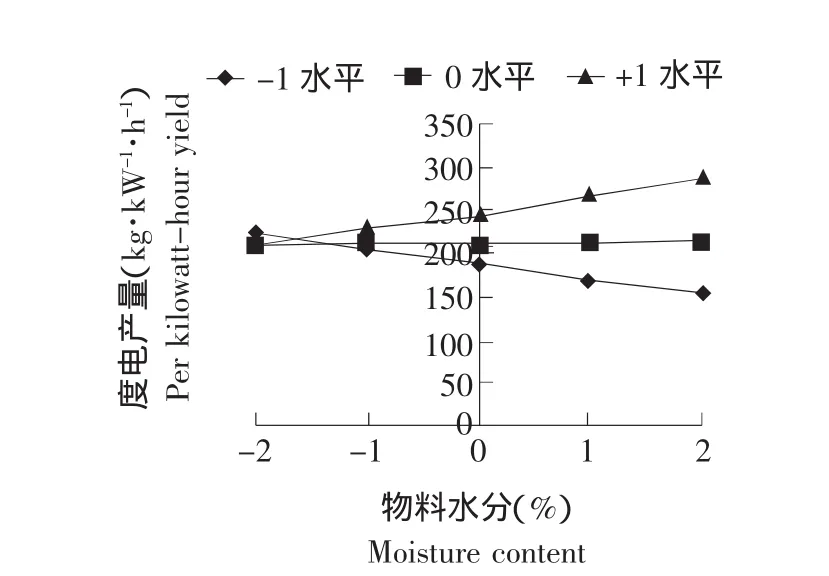
图9 物料水分与度电产量的关系Fig.9 Effect of moisture content on per kilowatt-hour yield
3 结 论
a.本试验四个因素中对生产率、度电产量影响大小依次为螺杆转速、模孔直径、套筒温度、物料水分。
b.对生产率而言,大模孔直径、高物料水分、高螺杆转速、高套筒温度的组合生产率高;小模孔直径、高物料水分、低螺杆转速、低套筒温度的组合生产率较低。
c.对度电产量而言,大模孔直径、高物料水分、高螺杆转速、低套筒温度的组合度电产量高;小模孔直径、高物料水分、低螺杆转速、低套筒温度的组合度电产量较低
[1]熊兆凡.食品蒸煮挤压机流量的工程计算[J].包装与食品机械,1988(3):1-6.
[2]杨巧绒.单螺杆挤压机比能耗的参数优化及影响因素分析[J].农机与食品机械,1999(5):7-9.
[3]Bhajmohan S.Modeling and process control of twin-screw cooking food extrusion[J].Journal of Food Engineering,1994(23):403-428.
[4]Cynthia K A,Kauten R J,Mccarthy K L.Flow field in straight and tapered screw extruders using magnetic resonance imaging[J].Journal of Food Engineering,1995,25(1):55-72.
[5]文东辉.同向旋转双螺杆挤压机产量和膨化效果的试验研究[J].食品机械,2000(4):17-19.
[6]孙一源.应用相似理论设计食品挤压机[J].江苏工学院学报:农产品加工工程专辑,1992:14-19.
[7]Strong M.Choosing your extrude[J].African Farming and Food Processing,2001(28):26-28.
[8]徐中儒.回归分析与试验设计[M].北京:中国农业出版社,1997.
[9]孟爽.大米挤压膨化的试验研究[D].哈尔滨:东北农业大学,2004.
[10]张兆国.挤压膨化油菜籽浸油预处理工艺的试验研究[D].哈尔滨:东北农业大学,2004.
猜你喜欢
工程设计学报(2023年5期)2023-11-10 06:33:04
轻合金加工技术(2022年5期)2022-12-26 21:15:21
结构工程师(2022年2期)2022-07-15 02:25:22
重型机械(2020年3期)2020-08-24 08:31:46
林产工业(2020年2期)2020-03-30 11:04:22
制造技术与机床(2017年10期)2017-11-28 05:23:55
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
锻压装备与制造技术(2016年5期)2016-12-06 10:15:44
石油化工建设(2015年6期)2015-12-01 04:17:26
有色金属加工(2014年1期)2014-09-19 10:29:06
