
纯碱轻灰煅烧炉的检修
2010-09-08 06:18:22叶剑敏
纯碱工业 2010年3期
叶剑敏
(南化有限公司 连云港碱厂,江苏 连云港 222042)
纯碱轻灰煅烧炉的检修
叶剑敏
(南化有限公司 连云港碱厂,江苏 连云港 222042)
氨碱法的重碱煅烧是纯碱生产工艺中的最后工序,煅烧操作的好坏对纯碱的产量、质量及能量的消耗有很大的影响。其设备的长周期运行对纯碱企业的正常生产有着十分重要的意义。
氨碱;轻灰煅烧炉
1 概 况
氨碱法的重碱煅烧是纯碱生产工艺中的最后工序,煅烧操作的好坏对纯碱的产量、质量及能量的消耗有很大的影响。连云港碱厂现有轻灰煅烧炉5台,由于它们的传动设备较多,是否稳定运行直接影响到产品产量、质量;此外,合理配置煅烧炉开用台数,提高单台炉的产量,降低能耗,是企业挖潜增效,节能减排的重要课题。如何才能优化轻灰煅烧炉的运行周期,充分发挥核心装置的作用?近期笔者跟踪调研了1#煅烧炉的大修,从中总结了一些经验。
连云港碱厂是国家“七五”期间兴建的三大碱厂之一,设计能力年产纯碱60万t,现已扩能改造为年产量130万t。其煅烧工序的灰煅烧炉也由原来的3台增加到现在的5台。蒸汽煅烧炉是当前得以推广的高效重碱煅烧设备,为卧式圆筒形回转设备,其技术规格和结构图如表1、图1所示,每套煅烧炉装置由圆筒壳体、进碱部分、出碱部分、加热蒸汽进汽和泄出凝水部分、机械支承部分及传动部分组成。

图1 蒸汽煅烧炉
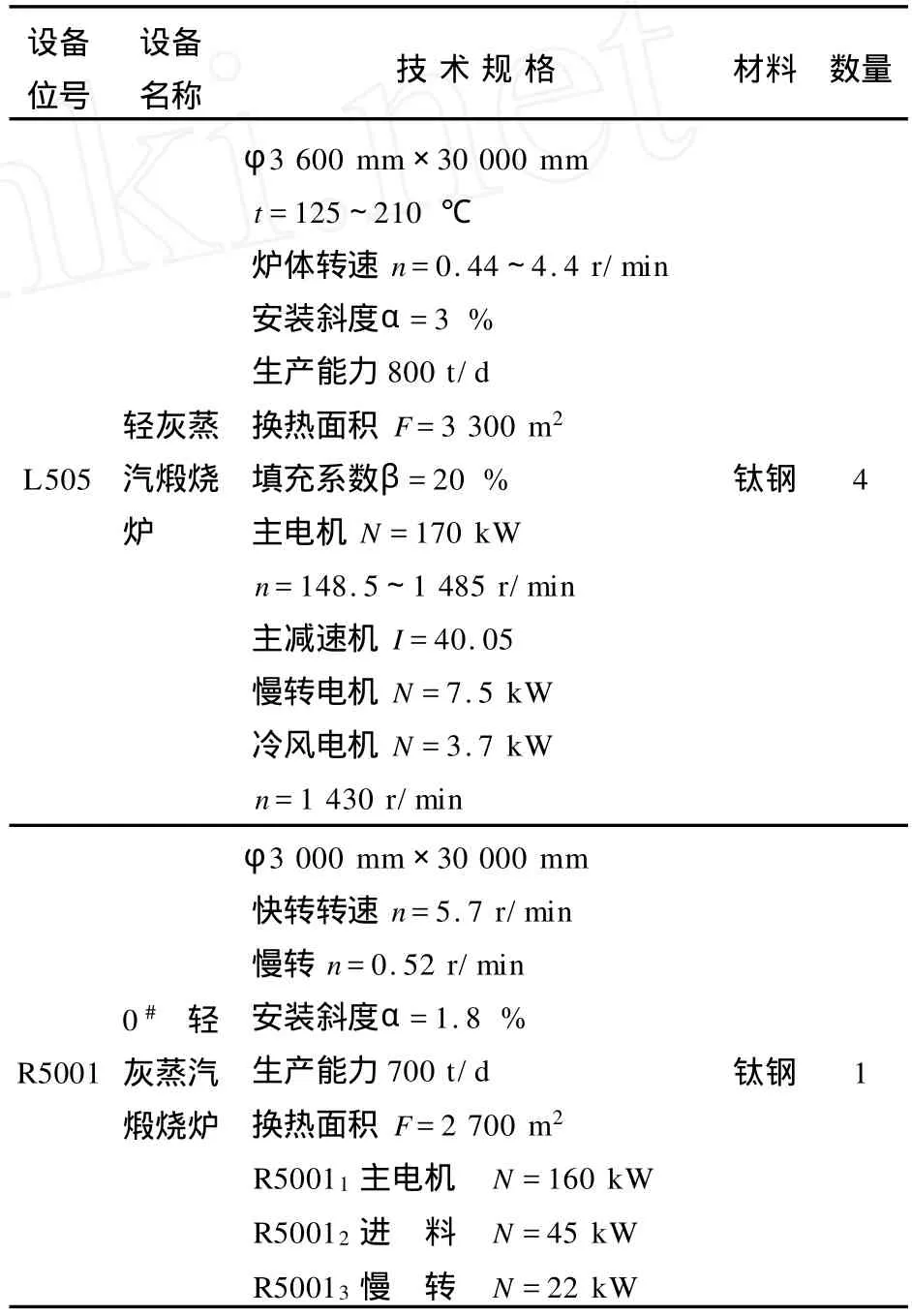
表1 蒸汽煅烧炉技术规格
煅烧车间1#轻灰煅烧炉检修,计划施工时间从2009年10月12~31日。由于使用年限过长,前后滚圈磨损严重,炉体跳动大,对整体设备的稳定运行造成严重影响,虽然经过滚圈车削等工作,但取得的效果不是十分明显;同时前期3#轻灰煅烧炉滚圈更换成功为煅烧炉滚圈更换做好了充分的技术支撑。决定对1#轻灰煅烧炉进行前后滚圈更换,彻底消除设备上存在的缺陷,同时也为下一步全面开足设备做好准备。针对1#轻灰煅烧炉检修的特点,煅烧车间一方面认真落实布置好检修工作,一方面做好其它轻灰系统稳定生产运行工作。
此次1#轻灰煅烧炉检修是以煅烧炉前后滚圈、托轮更换、齿圈座改造为主线的系统性检修,由大连化机设备有限公司、沛县防腐公司以及我厂检修、电气、仪表等相关单位共同协作完成,其中大连化机设备有限公司承担了煅烧炉主体的前后滚圈、托轮更换以及齿圈座改造任务。按照安排,1#煅烧炉系统于2009年10月12日开始交出;10月29日检修结束,进行系统验收,各项数据均在要求的范围内;29日16:00通气暖炉,慢盘试车,30日9:00一次性投料开车成功,比计划提前一天半完成,系统运行平稳,并顺利通过车间72 h带料运行的考核。
2 按照施工方案认真落实施工
这次1#轻灰煅烧炉系统检修施工时间长,技术要求高,牵涉单位较多,交叉作业多。煅烧车间在系统停修前,积极配合机动部门拟定好详细的检修项目,制订好切实可行的施工方案,做好材料备件的准备等各项工作,并成立检修管理小组。检修过程中,车间管理人员积极配合协调好各单位、各项目的检修,处理好检修与清理的矛盾,对项目的质量进行全过程把关,对进度进行监控督促。在机动部门的领导下,坚持每周二、五召开施工协调会,及时解决施工过程中的技术、备件材料以及交叉作业、工序配合等问题。针对本次施工重点、难点为大连化机设备有限公司承担的煅烧炉主体的前后滚圈、托轮更换、齿圈座改造任务的特点,车间从人员、材料、备品、车辆、技术、施工环境等提供尽可能的协助,对工程的质量、进度更是24小时专人跟踪协调,及时解决施工过程中出现的各种问题。
3 配合相关部门精心组织验收
煅烧炉前后滚圈以及齿圈的验收工作是此次施工验收的重要内容,煅烧车间检修管理小组对此高度重视,在前后滚圈以及齿圈打表验收期间,及时联系机动、检修等相关单位共同参与,确认质量,共同验收,特别是一些关键数据验收,督促反复调整,确保了工程的总体质量。各关键部位打表验收数据如图2:

图2 滚圈和齿圈更换后端跳、径跳数据
4 严格监管,狠抓检修中施工安全
针对本次施工作业面广,交叉作业点多,吊装困难的特点,车间在安全管理方面将1#炉检修安全施工作为10月份安全工作的重点,施工前制定了安全技术施工方案、作业指导书,进行了详细的安全危害识别;并对施工队伍进行严格的安全教育。施工中严格现场安全管理,严格执行安全5 min危害识别和HSE观察卡制度,发现施工过程中的违章现象和施工现场存在的隐患、缺陷,及时安排整改处理。同时厂安环处在整体施工过程中给予了认真指导和严格的监督,确保了本次1#煅烧炉施工安全地完成。
5 全面检查,确保系统检修无漏项
本次检修历经18天,共完成煅烧炉前后滚圈更换、托轮更换、大齿圈改造、煅烧炉密封检修、加热管部分更换、进料螺旋吊瓦、壳体检修、预混器轴承更换、返碱刮板电机、大链轮更换,出料电机更换、母液塔除沫器更换、碱尘螺旋更换铜瓦、分离器检修、托轮和主减速机基础处理等大小15项检修项目,并同时对整个系统进行了拉网式检查、清理、清洗,分工明确,责任到人,确保了系统检修无漏项,保证了系统开启运行稳定。
6 1#轻灰煅烧炉检修后的效果(托轮温升、主电机电流、齿圈打表)
在1#煅烧炉10月30日下碱作业后,车间对1#煅烧炉进行了72 h考核(30 Hz运行),安排车间值班人员、岗位操作人员加强巡检监控,精心操作,并联系检修值班人员周六、周日上午、下午进行巡检特护,3天运行期间,炉头进料螺旋壳体没有明显晃动(修前每圈周期晃动严重),修前松动的炉头托轮基础和主减速机基础稳定无明显晃动,旋转接头及附件管线晃动量较小,主减速机传动运行稳定,炉体运行无明显晃动。3天期间除10月31日因主减速机油管垫子泄漏停修2 h外,其余时间运行稳定。11月2日对托轮轴承温度进行了测量,通过监测可以看出各轴承温度均小于75℃,在合格范围内。具体数据如表2:

表2 托轮轴承温度 (℃)
通过此次检修,1#轻灰煅烧炉主电机电流与检修前期相比有了较大的改善,下面选取了10月10日检修前和11月1日检修后的4 h电流趋势图进行比较,通过电流4 h电流趋势图可以看出检修前期最大电流可达155 A,4 h内多次出现大的波动,波动非常频繁。从11月1日的电流趋势图中可以清楚看出,最大电流不到130 A,而且4 h内仅有2次波动,电流相当稳定,说明炉体的齿轮、托轮等运行平稳,炉体无大的跳动,检修工作相当成功。
图3为10月10日主电机4 h电流趋势图。

图3 主电机4 h电流趋势图(10月10日)
图4为11月1日主电机4 h电流趋势图。
图4 主电机4 h电流趋势图(11月1日)
11月3日按照计划安排停炉对大齿圈螺栓进行紧固,恢复托轮罩、齿圈罩,对托轮基础、主减速机基础螺栓进行紧固,并对大齿圈径跳、端跳量进行复核,数据如下:

图5 齿圈端跳、径跳数据
从打表测量数据,可以看出通过3天的带负荷运行后,各数据变化不大,设备运行稳定。同时在1#轻灰煅烧炉检修期间,其它轻灰系统运行稳定,虽然4#和0#出现2起故障,但对10月份的产量没有大的影响,顺利完成厂部制定的轻灰产量。
7 施工中存在的不足和缺陷
虽然此次施工保质、保量地完成了任务,但在施工过程中依然存在一些缺陷,不足之处主要表现在:
检修准备虽然经过了详细的布置,但依然存在缺陷,例如在检修前对厂房内的10 t行车没有检查,导致在检修当天发现行车无法正常使用,尽管修理行车对整个施工没有造成大的影响,但是表明准备工作做得依然不够充分,这也是以后准备工作应该注意的细节。
通过前期3#轻灰煅烧炉滚圈更换到此次1#轻灰煅烧炉更换可以看出,我厂更换轻灰炉滚圈及齿圈改造的核心技术得到了提高和储备,特别是厂机动部门将该项施工技术正确地运用到现场的实际施工中,指挥到位,布置合理,统筹得当,总结及时,为我厂关键设备的检修、改造的技术力量储备做出了贡献,提高了我厂关键装置的竞争力。
TQ 114.15
B
1005-8370(2010)03—33—04
2010-02-12
猜你喜欢
水泥技术(2022年1期)2022-02-12 02:10:42
设备管理与维修(2019年12期)2019-10-26 09:20:40
时代汽车(2018年12期)2018-06-18 03:43:52
制造技术与机床(2017年11期)2017-12-18 06:47:13
纯碱工业(2017年3期)2017-03-27 23:05:06
中国塑料(2015年1期)2015-10-14 00:58:42
纯碱工业(2015年2期)2015-02-23 15:46:21
纯碱工业(2014年6期)2014-03-11 15:09:27
纯碱工业(2014年2期)2014-03-11 15:08:54
金属加工(热加工)(2013年5期)2013-08-02 08:39:40
