
MH25-180/320型压缩机安装应注意的问题
2010-09-08 06:04:34王辉
纯碱工业 2010年3期
王 辉
(石家庄双联化工有限责任公司,河北 石家庄 050200)
MH25-180/320型压缩机安装应注意的问题
王 辉
(石家庄双联化工有限责任公司,河北 石家庄 050200)
简要介绍了MH25-180/320氮氢气压缩机的主要技术指标,以及主要部件的安装方法及注意事项。
压缩机;安装;找正
MH25-180/320氮氢气压缩机系六列、多缸、对称平衡往复活塞式压缩机,是按合成氨工艺流程设计,年产2.5万t合成氨的关键设备之一。
1 主要技术参数
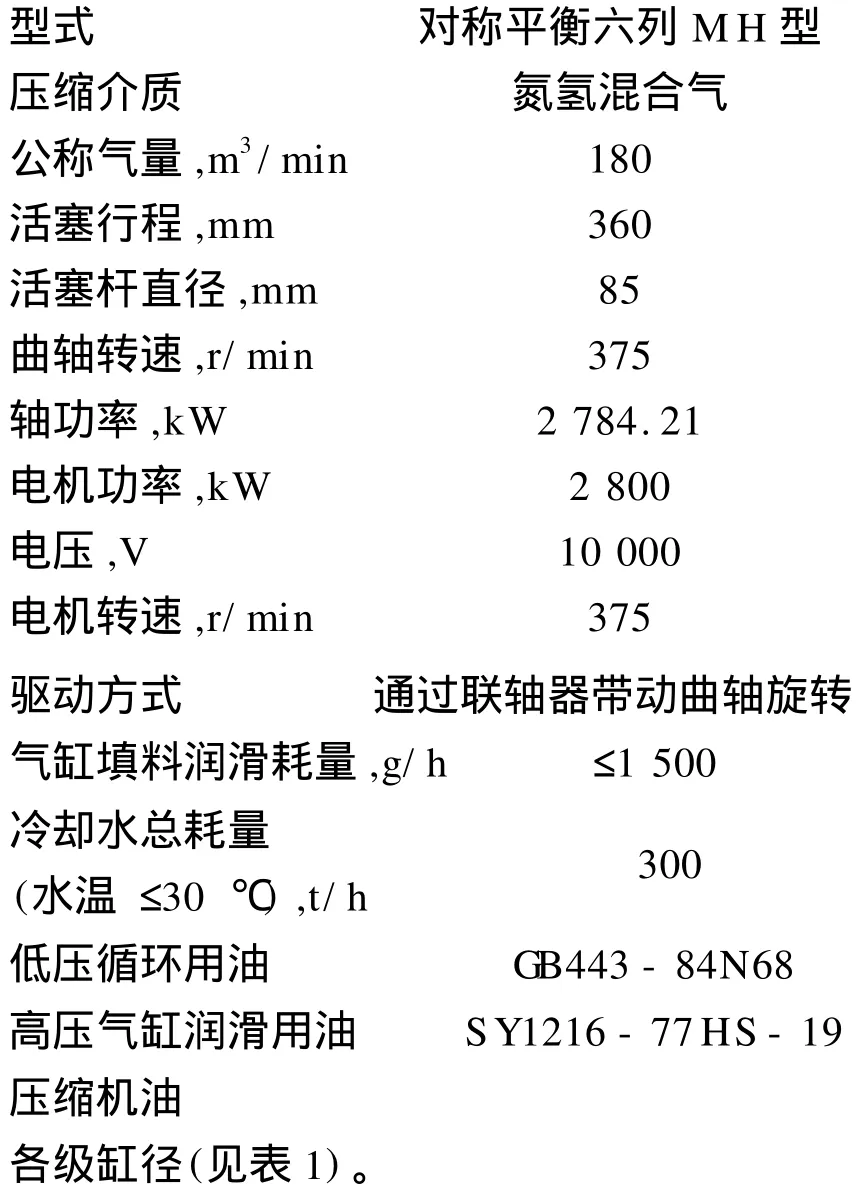
型式 对称平衡六列MH型压缩介质 氮氢混合气公称气量,m3/min 180活塞行程,mm 360活塞杆直径,mm 85曲轴转速,r/min 375轴功率,kW 2 784.21电机功率,kW 2 800电压,V 10 000电机转速,r/min 375驱动方式 通过联轴器带动曲轴旋转气缸填料润滑耗量,g/h ≤1 500冷却水总耗量(水温≤30℃),t/h 300低压循环用油 GB443-84N68高压气缸润滑用油 SY1216-77HS-19压缩机油各级缸径(见表1)。

表1 各级缸径
2 基础的验收与处理
2.1 基础的验收
按有关土建基础施工图及机器技术资料,在基础上弹出压缩机主机和电机的纵横中心线、各地脚螺栓孔的纵横中心线、标高,对基础尺寸位置、标高、地脚螺栓孔的垂直度、电机地脚螺栓锚板的水平度等,进行复测检查,同时对基础外观进行检查,不得有裂纹、蜂窝、空洞、漏筋等缺陷。
2.2 基础的处理
在基础上画出垫铁位置,然后凿平,每一位置要和1块平垫铁配对研磨,使平垫铁与基础接触面积超过80%,且平垫铁放置到基础上的水平度小于0.10 mm/m。基础的其它部位应在10 cm×10 cm面积上凿10 mm×10 mm麻点3~5个,以保证二次浇注的质量。
3 联轴器的安装
联轴器安装采用热装法,根据公式计算MH25压缩机联轴器加热温度122.7℃(实际加热温度150℃)。
计算公式:
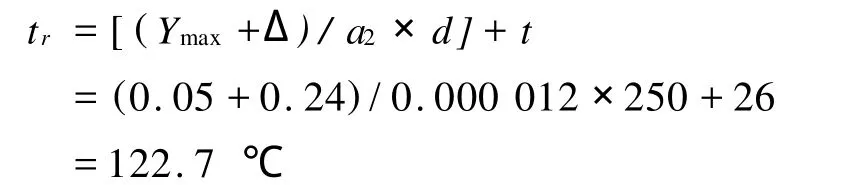
式中:tr——包容件的加热温度,℃;
Ymax——最大过盈值,mm;
Δ——最小装配间隙,mm;
a2——加热线膨胀系数,10-6/℃;
d——配合直径,mm;
t——环境温度,℃。
4 高、低压曲轴箱、电机三体找正要点(此时主电机本体已经找正结束)
1)检查曲轴在自由状态下的开档:即将曲柄销置于0°、90°、180°、270°4个位置,分别测量相邻两曲柄臂间的距离,其偏差应≤0.036 mm,如果超出允许值范围,则说明曲轴已经弯曲,应进行调校。
2)检查曲轴颈对主轴颈在互相垂直的4个位置的平行度,其偏差≤0.15 mm/m,如果超出允许值范围,则说明曲轴已经弯曲,应进行调校。
3)MH25压缩机高、低压曲轴箱曲轴与电机主轴三体同轴度找正时,应解决曲轴与电机主轴的轴向窜动问题,以避免轴向丢道。具体方案(以高压侧曲轴与电机找正为例):
①MH25压缩机高压侧曲轴轴向总窜量为A+ B=0.32 mm在主轴瓦两侧各加0.16的铜垫,以确保高压侧主轴不能轴向窜动(如图1所示)。

图1 压缩机主轴瓦示意图
②电机主轴的轴向窜量:电机转子和定子磁中心重合后,其主轴瓦两侧间隙为 A和B(如图2所示),在间隙A处加A+2 mm定位块,在间隙B处加B-2 mm定位块,使电机转子与高压侧曲轴联轴器间有2 mm间隙,以保证测量主轴同轴度时互不影响,盘车灵活。同轴度调整结束后,再将电机主轴复位,此时即保证了电机主轴与主轴瓦之间的轴向间隙,又保证了高压侧曲轴与定位装置的轴向间隙。
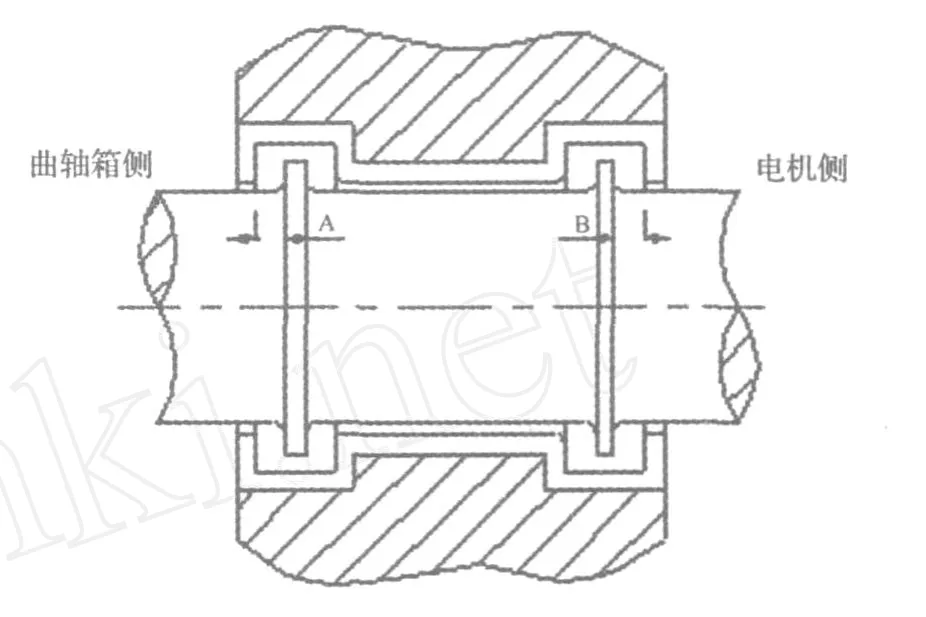
图2 电机主轴瓦示意图
4)MH25压缩机高压侧曲轴与电机主轴同轴度找正(图示为找正最终数据)
①要求:轴向≤0.03 mm;径向≤0.02 mm。
②方法:三表找正法(轴向2块,径向1块)。
具体方法如下:
如图3所示,将2个半联轴器一起转动,每转90°测量1次对中数据,1个径向数值,2个轴向数值,从0°到360°共5组数据如图4所示。

图3
根据图5所示可以得出,MH25压缩机高压侧曲轴与电机主轴同轴度找正结果:
0°~180°方向上径向偏差:
(2.53-2.52)/2=0.005 mm
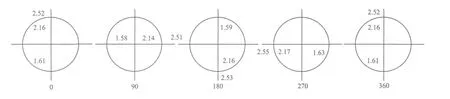
图4
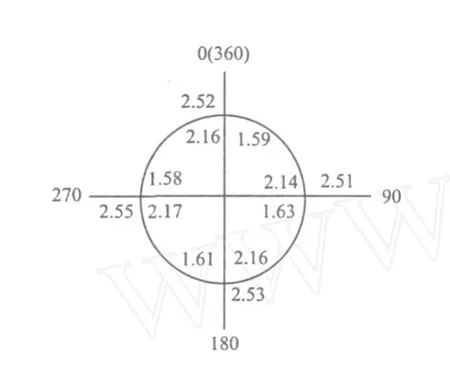
图5
0°~180°方向上轴向偏差:
[(2.16+1.61)-(2.16+1.59)]/2=0.01 mm
90°~270°方向上径向偏差:
(255-251)/2=0.02 mm
90°~270°方向上轴向偏差:
[(1.63+2.14)-(1.58+2.17)]/2=0.01 mm
找正过程中应注意的问题:
①其中0°和360°的两组数据相对应数值差应小于0.02,也就是我们常说的回零,否则该组数据无效。
②在一起转动2个半联轴器时,一定要避免曲轴与电机主轴轴向窜动,以免产生丢道问题。
曲轴箱与电机三体找正结束后一次灌浆,养护7天后按上述要求进行二次精找,同时均匀紧固地脚螺栓,此时的找正结果为最终找正结果。
5 中体找正
曲轴箱精找结束后,通过调整垫铁高度、松紧地脚螺栓在十字头滑道处(前、中、后3点,其中中间点为参考点)测量找正中体,要求:≤0.05 mm/m且高向气缸盖侧。
6 气缸的安装
1)和中体连接时,应对称地拧紧连接螺栓,气缸支撑必须与气缸支撑接触良好,受力均匀。
2)气缸轴线与中体滑道轴线的同轴度偏差从气缸与中体连接止口处用塞尺测量,其数值应符合表2要求。如超过规定值,应使气缸作水平或径向移动,或研刮连接止口面进行调整,处理后的其接触面积应超过60%。
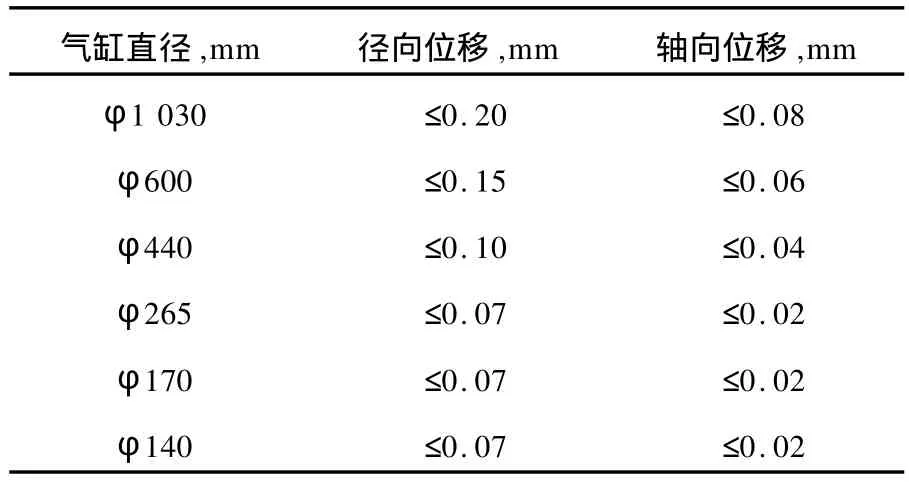
表2
3)调整气缸轴向水平度,其偏差≤0.05 mm/m,且倾斜方向应与中体一致(高向气缸盖侧),若与要求2不一致时,应保证要求2。
4)在保证要求2、3的前提下保证气缸径向水平度。
5)安装符合要求后,将气缸支撑固定。
完成以上安装后,按说明书技术要求回填活塞组件、十字头组件、连杆组件、密封组件。
TH 457
B
1005-8370(2010)03—30—03
2010-01-06
猜你喜欢
江苏安全生产(2021年5期)2021-07-16 06:47:22
家庭影院技术(2021年3期)2021-05-21 02:15:12
冶金设备(2019年6期)2019-12-25 03:08:46
装备制造技术(2019年12期)2019-12-25 03:07:50
制造技术与机床(2019年4期)2019-04-04 12:21:34
制造技术与机床(2018年8期)2018-10-09 08:27:28
制造技术与机床(2017年5期)2018-01-19 02:48:53
设备管理与维修(2016年7期)2016-04-23 06:51:41
新疆钢铁(2015年3期)2015-11-08 01:59:45
汽车科技(2015年1期)2015-02-28 12:14:45
