
EW 83镁合金挤压板材的组织与性能不均匀性研究
2010-09-04 11:42胡天云邓运来唐昌平张新明
材料工程 2010年11期
胡天云,邓运来,唐昌平,张新明
(1中南大学材料科学与工程学院,长沙410083;2湖南城市学院土木工程学院,湖南益阳413000;3教育部有色金属材料科学与工程重点实验室,长沙410083)
EW 83镁合金挤压板材的组织与性能不均匀性研究
胡天云1,2,邓运来1,3,唐昌平1,3,张新明1,3
(1中南大学材料科学与工程学院,长沙410083;2湖南城市学院土木工程学院,湖南益阳413000;3教育部有色金属材料科学与工程重点实验室,长沙410083)
采用OM,SEM,EDS,XRD和硬度测试技术研究了EW 83镁合金挤压板材的组织与性能不均匀性。结果表明, EW 83合金挤压板材在成形过程中组织非均匀演变受再结晶与析出第二相的共同影响。在板材的边部,由于实际Z参数增大、析出相阻碍再结晶晶粒长大和粒子激发形核(PSN)再结晶等三类细化晶粒效应的耦合作用,实际晶粒尺寸小于平均Z—参数预测值约1倍;在板材的中部,由于温度升高引起的实际Z参数减小和静态再结晶晶粒长大效应的作用,实际晶粒尺寸大于平均Z—参数预测值约1倍。挤压态板材边部硬度值较中部高约5%;但时效处理后,其硬度值反而高出边部约10%。
M g2Gd2Y;挤压;组织;性能;不均匀性
密排六方结构的镁在室温下变形时能够启动的滑移系少,塑性较差,当变形温度升高到498K以上时,非基面滑移系启动,能够很好地协调晶粒间的变形,使塑性得到较大程度提高。虽然采用等通道挤压[1-3]、往复挤压[4]、累积叠轧[5,6]等大塑性变形加工方法[7]能细化镁合金材料的晶粒,提高强度、增加塑性,但采用这些加工方法制备的样品尺寸仍然有限,在工业应用方面难度大。研究表明[8-11],具有优异耐热性能的M g2Gd2Y系合金铸件可通过加入Zr元素细化晶粒,且通过常规挤压可进一步细化M g2Gd2Y2Zr合金挤压材的晶粒,提高力学性能。
本文作者及合作者前期研究了挤压温度等工艺参数对M g2Gd2Y2Zr系合金挤压圆形棒材组织与性能的影响规律[9]。但是,挤压矩形截面的板材时,几何因素造成的变形与温度不均匀性比挤压圆棒严重,会加剧其组织与性能的不均匀性,这方面的详细研究还很少见到报道。本工作剖析了工业化条件下挤压的M g28Gd23Y20.6Zr合金(EW 83)板材的组织与性能不均匀性,研究了组织与性能不均匀性形成的机理,为该类合金挤压材料的组织与性能均匀性调控提供了依据。
1 实验材料与过程
<90mm的圆铸锭均匀化后置于450℃的加热炉内预热30min后开始挤压,挤压筒直径<=100mm,采用平模挤压成截面尺寸为90mm×10mm的板材,挤压比λ=8.7,挤压轴移动速度Vm=10mm/m in。为使所取样品具有代表性,将挤压板材沿挤压方向从中部截断,分别对板材沿宽度方向的中部和边部、表层和心层的微观组织进行分析,具体取样位置如图1所示。图1中ED代表挤压流出方向,TD代表板材横向,ND代表板法向。组织观察为ND2ED面,硬度测试为ED2 TD面。
采用配有EDS分析仪的Sirion 200和Quanta 200扫描电镜观察合金显微组织和分析第二相的成分,运用Rigaku D/Max 2500型18kW转靶X射线衍射仪和Jade 5.0软件进行物相分析。硬度测试在HV210B小负荷维氏硬度计上进行,加载力为30N,加载保持时间为30s,文中所述硬度值均为9个测试点的平均值。用于光学金相和扫描电镜观察的样品均采用4%(体积分数)硝酸酒精溶液腐蚀,腐蚀时间为20s。金相显微组织的观察在XJP26A型立式光学显微镜上进行,晶粒尺寸统计采用截线法进行。

图1 挤压板材上试样截取位置示意图Fig.1 Schematic diagram of the sampling position of the extruded plate
2 实验结果与分析
2.1 挤压前铸锭的组织
该合金铸锭均匀化处理后的微观组织如图2所示,从图2(a)和(b)的光学显微镜照片与SEM照片中可以看出,样品晶粒较为粗大,约150μm,这表明凝固过程中产生的非平衡共晶已基本溶入基体。EDS分析表明在晶界处残留有大量的富稀土粒子,同时在晶内发现了少量富Zr相,这些富Zr相在凝固过程中形成并作为凝固形核核心,细化铸态合金晶粒[10,11]。

图2 EW 83合金铸锭均匀化后的组织 (a)OM;(b)SEMFig.2 Microstructures of the homogenized EW 83 ingot (a)OM;(b)SEM
2.2 挤压板材的组织
挤压板材不同位置样品光学显微照片如图3所示。从图3中可以看出,各部位均为完全再结晶组织,与铸锭的粗大晶粒组织(图2)相比,挤压板材的晶粒得到了显著细化,其晶粒尺寸统计的详细情况如表1所示。从表1的数据可知,挤压板材各代表性部位的晶粒组织极不均匀。板材边部表层(BS)的晶粒组织最为细小,平均晶粒尺寸为2.4μm;其次是板材边部心层(BM),约3.0μm,再次为中部表层(MM),约910μm;板材中部心层(MM)的晶粒组织最为粗大,约 21μm,且晶粒之间的尺寸差别大。另外还可以看到在一些尺寸较大的再结晶晶粒周围沿挤压方向存在着大量“竹节状”细小的再结晶晶粒。

图3 EW 83合金挤压板材不同位置的光学显微照片(a)位置MS;(b)位置MM;(c)位置BS;(d)位置BMFig.3 OM images of the as2extruded EW 83 plate at different positions (a)position MS;(b)position MM;(c)position BS;(d)position BM

表1 挤压板材不同部位的晶粒尺寸统计Table 1 Statistic resultson grain size in different positionsof the extruded p late
从图3所示的金相照片还可以发现,图3(a)内在靠近边部的区域存在着一层薄薄的细晶区,也弥散分布着少量细小的黑色点状物,而图3(b)内则较为“干净”。图3(c),(d)内均弥散分布着大量黑色细小的点状物。对比中部心层(MM)和边部表层(BS)的XRD结果(图4)可以看出,边部样品(BS)中的黑色点状物为平衡相M g5.05Gd。
从图所示M S部位样品的扫描电镜照片中可以看出,M g5.05Gd相集中的位置(箭头A)晶粒较其他位置(箭头B)更为细小。由此可以看出,板材中间部位析出的M g5.05Gd相数量较少,XRD未能检测出来,但析出的M g5.05Gd相会阻碍晶粒长大。
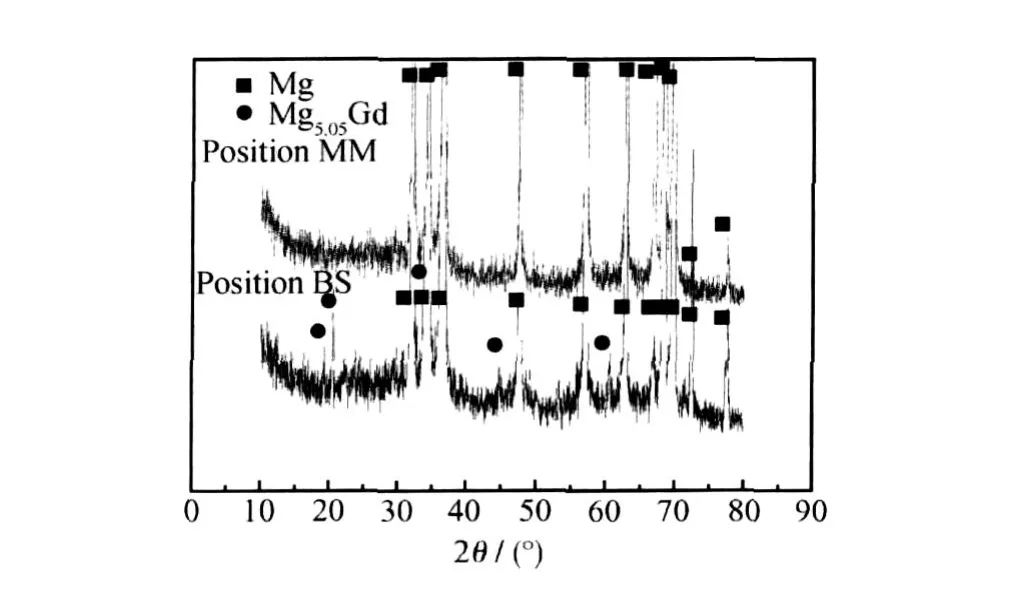
图4 EW 83合金挤压板材BS和MM部位样品的XRD图谱Fig.4 XRD spectra of the positions BSand MM in the as2extruded EW 83 plate
挤压态板材不同部位的硬度如表所示。从表中2数据可以看出,板材中部心层(MM)的维氏硬度值最低,为89.6HV,其次是板材中部表层(M S),为9418HV,板材边部表层和心层(BS和BM)的硬度值基本相等,分别为95.3和95.0,比挤压板中部心层硬度值高约5%。

图5 EW 83合金挤压板材MS部位的SEM照片Fig.5 The SEM image of the position MS in the as2extruded EW 83 plate

表2 挤压板材不同位置的初始态硬度Table 2 Hardness of the initial state at different ______________positionsof the e_______________________ xtrudedplate
2.3 时效热处理板材的性能
对挤压板材不同部位样品分别在215℃进行时效处理,时效硬化曲线如图所示,从图6可以看出,板材中部表层和心层(M S,MM)样品在时效的开始阶段,随时效时间的延长,硬度值迅速增长,大约时效6h左右样品的硬度值便接近峰值,继续延长时效时间则增长明显变缓,板材边部表层和边部心层样品(BS,BM)的时效硬化行为则与之不同,随时效时间的延长,硬度增长速率普遍较为缓慢。从图中硬度增长的趋势明显可以看出,板材中部表层和中部心层样品硬度增长的幅度较板材边部表层和边部心层硬度增长的幅度更大,峰值硬度也高出约10%。从到达峰值硬度所需时效时间的长短来看,中部表层(M S)和中部心层(MM)样品到达峰值硬度的时间分别为16h和18h,而边部表层(BS)和心层(BM)样品的时间则分别为36h和24h,大于中部样品所需时间。
图6所示不同部位时效硬化曲线特性表明,虽然在挤压板材的边部由于变形量更大,原子错排严重,储能更高,具备更多有利于形核的位置,但是,由于在挤压过程中板材边部已经发生了大量析出,降低了基体中溶质原子的过饱和度,使得在后续的时效过程中,由于过饱和固溶度小,从而导致析出的驱动力明显不足,析出相数量有限;而在挤压过程中析出的粗大相,由于尺寸过大,与基体不共格,强化效果也极为有限。对挤压板材中部的变形组织而言,由于挤压过程中没有粗大相的析出,过饱和固溶度大,时效析出的驱动力大,析出相的体积分数较边部大。因此,板材中部的峰值时效硬度略高于板材边部的峰值时效硬度。

图6 EW 83合金挤压板材不同位置样品在215℃条件下的时效硬化曲线Fig.6 Age2hardening curves of the EW 83 alloy samples cut from different positions at 215℃
3 讨论
金属材料挤压是一个强热/力耦合作用过程,随着对M g2Gd2Y系列镁合金组织2性能2热/力条件之间相互影响机理研究的不断深入[12-14],该系镁合金热变形的组织与性能形成机理也越来越清晰,本文作者及合作者前期[13]已建立该合金热变形的Z参数与动态再结晶晶粒尺寸(直径dG)的关系如式(1)所示,其热变形表观激活能Q=196kJ/mol。下面将以此为基础,结合本工作在挤压加工过程中的实际工艺参数,阐明其微观组织与性能不均匀性形成的原因。

按挤压塑性变形的一般规律[15],并结合本工作挤压工艺参数,可得平均变形速率ε·—=0.11s-1,一般热变形Z参数为:

式中:T表示变形温度,取其绝对温度值;R为气体常数,取8.3143J·mol-1·K-1;Q表示热变形表观激活能;ε·表示变形速率。
将前述挤压工艺参数带入式(2)可得板材挤压的平均Z参数为:Z—=1.73×1012s-1。将Z—值代入式(1),可得平均晶粒尺寸dG=7μm。考虑该合金热变形表观激活能误差波动范围为±10kJ/mol,则由式(1)预测的晶粒直径dG=5.4~8.9μm。可见预测值与挤压板材四个代表性取样部位的实际晶粒尺寸(见表1)基本吻合,特别是M S部位的预测值已非常接近于实际晶粒尺寸,其他部位则有或大或小的差距,下面将进一步分析产生这些差距的原因。
图7为圆锭挤压矩形截面板材过程中变形区内金属的流动方向在垂直于挤压方向横截面内的投影示意图。按各部分金属流动特点,可将锭坯截面分为A, B,C三个区域,各部分金属的流动是不均匀的。A区金属在挤压力的作用下,较容易地直接流向模孔,A区靠近挤压筒的区域将承受较强的摩擦而发生剪切变形;B区金属由于整体距离挤压筒壁较近,受筒壁摩擦影响的程度较A区大;C区金属则属于流动性差的部分,在流动性较好的A,B两区中间。挤压过程中,在与A,B两区金属的交界处,将发生强烈的剪切变形,同时,与B区情况相似,由于距离挤压筒壁很近,且与挤压筒接触面积较大,C区金属也将受到挤压筒壁对其产生的摩擦的强烈影响,C区金属主要流向板材的棱角处,亦即图1中挤压板材的BS部位,B区金属主要流向板材的边部,A区金属则主要流向板材的中部,越靠近板材表层,受模具和挤压筒壁摩擦的影响越大,变形也越严重。另一方面,由于镁的导热系数大、散热快,与挤压筒接触后温降快,锭坯靠近挤压筒壁的区域温度降低。从图中也可以直观地看出,C区金属温降最明显,其次为B区,再次为A区;另一方面,由于B区和C区金属发生了强烈的剪切变形,使挤压板材边部的储能增高,原子扩散能力显著增强,又由于这些区域实际变形温度较低,满足了第二相析出的条件。因此,在挤压板材的BS,BM部位最有可能形成析出相,并对动态再结晶晶粒长大形成阻碍作用。图3在BS和BM部位观察到的大量M g5.05Gd平衡析出相应主要是金属流入变形区之前就已析出所致。
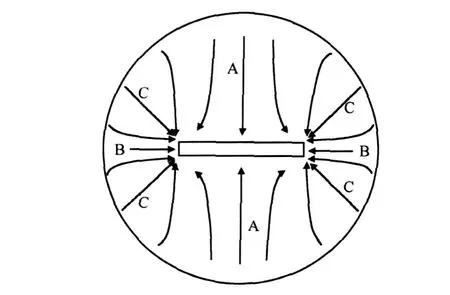
图7 板材挤压过程中变形区内金属流动示意图Fig.7 Schematic diagram of the metal flow during extrusion
析出相对挤压板材边部的晶粒细化也会产生一定的作用,如图4所示。在M g5.05Gd平衡析出相密集的局部,晶粒尺寸远小于该部位的平均值9.0μm,这可归因于析出相造成的粒子激发形核(PSN)再结晶机制的作用。综上所述,在板材的边部,由于Z参数增大、析出相阻碍再结晶晶粒长大和粒子激发形核(PSN)再结晶等细化晶粒效应的共同作用,使实际晶粒尺寸小于模型预测的动态再结晶晶粒尺寸。
由于A区金属大部分距离挤压筒壁较远,散热条件不如B,C区,特别是挤压件的MM部位,挤出后仍有可能处于较高的温度,根据式(1),这有可能使动态再结晶晶粒尺寸大于平均值。另外,还有可能在挤出后发生静态再结晶,也会使其晶粒较动态再结晶的大。因此,M S与MM部位的晶粒尺寸不仅会大于BM和BS部位的晶粒尺寸(见图3和表1),而且也大于模型预测的。另外,A区内靠近表面的金属由于与挤压筒和模具接触也将发生强烈的剪切变形,并向板材中心减弱。事实上,沿图3(a)中箭头所指方向,晶粒尺寸逐渐变大,M S部位的样品挤压态的硬度也高于MM部位的样品,这正好反映了A区内剪切变形分布特点的影响。总之,在板材的中部,由于温度升高引起的Z参数减小和静态再结晶等粗化晶粒效应的共同作用,使实际晶粒尺寸大于预测值。
挤压过程的变形与温度不均匀性造成的析出相分布特点会进一步影响时效后板材的性能。从挤压板材的性能演变来看,挤压后板材边部的晶粒尺寸小于中部,且有较多亚微米级M g5.05Gd平衡相析出,硬度值较中部高;但时效处理后,挤压板材中部的时效强化效应更加显著,使其硬度值反而高出边部。由此也可以看出,时效强化对EW 83合金的力学性能起着十分重要的作用。
4 结论
(1)EW 83合金挤压板材在成形过程中组织演变受再结晶与析出第二相的共同影响,强烈的不均匀变形与温度分布使得其各部位的组织与性能不均匀性显著。
(2)在板材的边部,由于实际Z参数增大、析出相阻碍再结晶晶粒长大和粒子激发形核(PSN)再结晶等三类细化晶粒效应的耦合作用,实际晶粒尺寸小于平均Z—参数预测值约1倍;在板材的中部,由于温度升高引起的实际Z参数减小和静态再结晶长大效应的作用,实际晶粒尺寸大于Z—参数预测值约1倍。
(3)挤压后板材边部的晶粒尺寸小于中部,且有较多亚微米级M g5.05Gd平衡相析出,硬度值较中部高约5%;但时效处理后,挤压板材中部的时效强化效应更加显著,使其硬度值反而高出边部约10%。
[1] EDDAHBIM,VALLE J A D,PEREZ2PRADO M T,et al. Comparison of the microstructure and thermal stability of an AZ31 alloy p rocessed by ECAP and large strain hot rolling[J]. Materials Science and Engineering A,2005,410-411:308-311.
[2] TANGW N,CHEN R S,ZHOU J,et al.Effectsof ECAE tem2 perature and billetorientation on themicrostructure,texture evo2 lution and mechanical p roperties of a Mg2Zn2Y2Zr alloy[J].Ma2 terials Science and Engineering A,2009,499(1-2):404-410. [3] DING S X,LEE W T,CHANG C P,et al.Imp rovement of strength of magnesium alloy p rocessed by equal channel angular extrusion[J].Scripta Materialia,2008,59(9):1006-1009.
[4] LEE SW,CHEN Y L,WANG H Y,et al.On mechanical p rop2 erties and superplasticity of Mg215Al21Zn alloys p rocessed by re2 cip rocating extrusion[J].Materials Science&Engineering A, 2007,464(1-2):76-84.
[5] DEL VALLE J A,PEREZ2PRADO M T,RUANO O A.Accu2 mulative roll bonding of a M g2based AZ61 alloy[J].Materials Science and Engineering A,2005,410-411:353-357.
[6] PEREZ2PRADO M T,VALLE D,RUANO O A.Grain refine2 ment of Mg2Al2Zn alloys via accumulative roll bonding[J].Scrip2 ta Materialia,2004,51(11):1093-1097.
[7] XU C,FURU KAWA M,HORITA Z,et al.Severe p lastic de2 formation as a p rocessing tool for developing superp lastic metals [J].Journal of A lloys and Compounds,2004,378(1-2):27-34.
[8] 肖阳,张新明,陈健美,等.高强耐热M g29Gd24Y20.6Zr合金的性能[J].中南大学学报:自然科学版,2006,37(5):850-855. [9] 张新明,肖阳,陈健美,等.挤压温度对M g29Gd24Y20.6Zr合金组织与力学性能的影响[J].中国有色金属学报,2006,16(3): 518-523.
[10] EMLEY E F.Princip les of magnesium technology[M].New Yo rk:Pergamon Press,1966.483-490.
[11] PENG Z K,ZHANG X M,CHEN J M,et al.Grain refining mechanism in M g29Gd24Y alloys by zirconium[J].Materials Science and Technology,2005,21(6):722-726.
[12] 张新明,周楠,李理,等.M g28Gd23Y20.6Zr合金热压缩过程的动态再结晶[J].中国有色金属学报,2009,19(12):2067-2073.
[13] 马志新,张家振,李德富,等.M g2Gd2Y2Zr镁合金热压缩流变应力的研究[J].热加工工艺,2007,36(22):26-29.
[14] 张新明,陈健美,邓运来,等.M g2Gd2Y2Zr耐热镁合金的压缩变形行为[J].中国有色金属学报,2005,15(12):1925-1932.
[15] 谢建新,刘建安.金属挤压理论与技术[M].北京:冶金工业出版社,2001.109-110.
Study on Heterogeneity of M icrostructures and Properties of A s2extruded EW 83 M agnesium A lloy Plate
HU Tian2yun1,2,DENG Yun2lai1,3,TANG Chang2ping1,3,ZHANG Xin2ming1,3
(1 School of M aterials Science and Engineering,Central South U niversity,Changsha 410083,China; 2 Departments of Civil Engineering,Hunan City University,Yiyang 413000,Hunan,China; 3 The Key Labo rato ry of Nonferrous M etal M aterials Science and Engineering(M inistry of Education),Changsha 410083,China)
Heterogeneity of microstructure and mechanical p ropertiesof the as2extruded EW 83 magne2 sium alloy p late w as investigated by meansof OM,SEM,EDS,XRD and hardness testing.It is found that heterogenous evolution of the microstructures are affected by the recrystallization and p recipitati2 on particle.In the edge of the plate,because of the grain refining effects resulted f rom the increase of the real Z parameter(heavy shear defo rmation and quick decrease of temperature),the hindering mo2 tion of the grain grow th by the p recipitation particles,and the recrystallization by particles stimulated nucleation(PSN),themeasured grain size is half of the p redicted one by themean parameter(Z—).In the middle of the p late,because of the grain coarsening effects caused by the decrease of the real Z pa2 rameter,static recrystallization,the measured grain size is tw ice times as the p redicted one by the Z—. The hardness value of the specimens cutting from the edge of the as2F p late increases by 5%than those of the middle one.However,after aged at 215℃,the peak hardness of the specimens cutting from the middle of the as2T6 p late increases by 10%than that of the edge one.
M g2Gd2Y;extrusion;m icrostructure;p roperty;heterogeneity
文献标识码:A 文章编号:100124381(2010)1120030205
2010203220;
2010207215
胡天云(1972—),男,硕士,从事耐热镁合金方面的研究工作,联系地址:湖南长沙中南大学本部材料学院419室(410083), E2mail:tcpswnu@163.com
猜你喜欢
金属热处理(2022年2期)2022-03-16
金属热处理(2022年2期)2022-03-16
有色金属加工(2021年4期)2021-08-11
四川劳动保障(2021年4期)2021-07-22
材料工程(2019年6期)2019-06-19
国际木业(2016年4期)2017-01-15
材料科学与工程学报(2016年1期)2017-01-15
中国环境监察(2016年4期)2016-10-24
国际木业(2016年6期)2016-02-28
大型铸锻件(2015年1期)2016-01-12
