
快速成形制造技术的新进展
2010-08-29 07:03邓小林
梧州学院学报 2010年3期
钟 山,韦 宁,邓小林,姚 金
(1.2.3.4.梧州学院 电子信息工程系,广西 梧州 543002)
快速成形制造技术的新进展
钟 山1,韦 宁2,邓小林3,姚 金4
(1.2.3.4.梧州学院 电子信息工程系,广西 梧州 543002)
快速成形制造RPM(Rapid Prototyping and Manufacturing)是集计算机辅助技术、自动控制技术、激光加工、材料科学等多学科和技术为一体的新技术,是继CAD/CAM之后的为制造业带来巨大变革的一项新兴的数字化制造技术。近几年来,随着新的成形能源、性能优越的成形材料和新的成形方法与工艺等相关技术的进步,RPM技术向着快速模具、纳米制造、仿生制造和集成化等方向发展,并有着广泛和深远的技术应用前景。
快速成形;制造技术研究;新进展
1 引 言
快速成型制造RPM (Rapid Prototyping and Manufacturing)是指在计算机管理与控制下,根据物体的CAD模型,采用材料精确堆积的方法制造原型,是一种基于离散/堆积成形原理的新型制造方法。其成形过程为:首先设计出物体的计算机三维模型,根据工艺要求,按照一定的精度要求将该模型切片,再对切片后的数据进行处理,按照一定的扫描路径进行规划得到加工文件,以快速成形系统层叠的形式加工出每层材料并粘接成形。[1]RPM从成形原理上提出了一个全新的思维模式,是当代制造业的新兴技术,以快速和精确性能自动将CAD设计直接制造零件或者转化为原型,缩短产品的研发周期,是优化产品设计、提高产品质量、缩减产品成本的有力工具,在航空航天、汽车、机械、电子、电器、医学、玩具、建筑、艺术品等许多领域获得了广泛应用,取得了大量的成果。[2]
2 快速成形制造的发展历史
20世纪80年代初期,美国3M公司和UVP公司第一次提出了RP的概念,即利用连续层的选区固化产生三维实体的新思想。1986年完成了一个称之为Stereo lithography Apparatus的能自动建造零件的完整系统SLA-1,并由此组建3D System公司,发展许多关于快速成形成熟的概念和技术。随后相继产生了其他的成型原理及相应的成型机。1984年Michael Feigns提出了分层实体制造LOM (Laminated Object Manufacturing)的技术并在1990年开发了首台机型LOM-1015。1986年,美国的C.Deckaed提出了SLS(Selective Laser Sintering)的思想,稍后组建成DTM公司,于1992年开发了基于SLS的商业成型机Sinter station;Scott Crump在1988年提出了FDM (Fused Deposition Modeling)的思想,在1992年开发了第一台商业机型3D-Modeler。从20世纪80年代SLA光固化成型技术提出开始到现在,出现了十几种不同的快速成形技术,除此以外,典型的还有3DP、SDM、SGC等。[3]
国内RPM研究始于90年代初,清华大学、西安交通大学、华中科技大学、上海交通大学等在成型理论、工艺方法、设备、材料和软件等方面做了大量卓有成效的研究开发工作。如西安交通大学开发光固化成形系统及树脂;华中科技大学研制基于分层物体制造原理的HRP系统;清华大学研制基于FDM的熔融挤出成形系统等。在快速制造模具方面,上海交通大学开发了铸造模样计算机辅助快速制造系统,已应用于汽车行业的模具制造;华中科技大学研究出基于覆膜技术的快速制造铸模,主要应用于铝合金和铸铁模具。此外,国内的家电行业如广东的美的、华宝、科龙,江苏的春兰、小天鹅,青岛的海尔等,都先后采用快速成型制造系统来开发新产品,收到了很好的效果。[4]
3 快速成形制造的研究现状
综上所述,RP系统可分为几种典型的成形工艺:立体印刷成形SLA(Stereo lithography Apparatus)、分层实体制造LOM (Laminated Object Manufacturing)、激光选区烧结SLS(Selected Laser Sintering)、熔融沉积制造FDM (Fused Deposition Modeling)、三维打印制造3DP(Three Dimensional Printing)等。[5]
3.1 立体印刷成形SLA(Stereo lithography Apparatus)
SLA工艺称为立体印刷成形或光固化,它采用激光照射光固化液态树脂并使之固化的方法成形,是当前应用最广泛的一种高精度成形工艺。该方法采用光敏树脂为成形材料,紫外激光以分层截面的轮廓对液态树脂进行扫描并与树脂薄层产生光聚合反应,产生一个固化薄层。然后在固化好的树脂表面再敷上一层新的液态树脂进行又一层扫描固化,依次循环进行叠加加工。

图1 立体光固化
据统计,SLA设备占全球销售的RP设备总数的70%左右。这种方法具有精度高、表面质量好的特点。原材料利用率很高将近100%,能制造形状复杂和精细的零件。
目前研究SLA方法的有3D System公司、EOS公司、F&S公司、CMET公司、D-MEC公司、Teijin Seiki公司、Mitsui Zosen公司、西安交通大学和华中科技大学等。日本DENKEN ENGINEERING公司和AUTOSTRADE公司打破了SLA技术使用紫外光源的常规,率先使用680nm左右波长的半导体激光器作为光源,大大降低了SLA设备的价格。
3.2 分层实体制造LOM(Laminated ObjectManufacturing)
LOM工艺称为分层实体制造,它采用箔材为成形材料,以激光按照CAD分层模型所获数据切割箔材,箔材之间在热熔胶和热压辊的压力和高温下进行熔化粘接,反复逐层切割-粘接-切割制造原型,直至整个零件模型制造完成。
目前研究LOM工艺的有Helisys公司、华中科技大学清华大学、Kira公司、Sparx公司和Kinergy公司。Helisys公司除原有的LPH、LPS和LPF三个系列纸材品种以外,还开发了塑料和复合材料品种。华中科技大学推出的HRP系列成型机和成型材料,具有较高的性能价格比。清华大学推出了SSM系列成型机及成型材料。
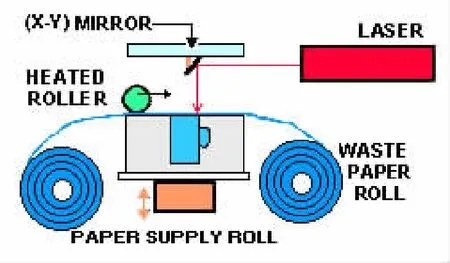
图2 分层实体制造法
3.3 选择性激光烧结SLS(Selected Laser Sintering)
SLS工艺称为选择性激光烧结,它采用粉末材料为成形材料,使用CO2激光器逐点烧结粉末材料(塑料、蜡、陶瓷、金属或它们复合物的粉体、覆膜砂等)。该法在成形前在工作台铺一层粉末材料,激光束在计算机控制下,按照零件分层轮廓有选择性地进行烧结。一层完成,工作台下降一个层厚,再进行下一层的铺粉烧结。最后再进行打磨、烘干等处理以获得零件。

图3 选择性激光烧结法
此方法翘曲变形较小,但成形时间较长,其最大优点是适用材料很广,几乎所有的粉末都可以使用,应用范围很广。
目前研究SLS的有DTM公司、EOS公司和北京隆源公司等。DTM公司的系列Sinter station成形材料具有耐热和抗化学腐蚀,可制造出汽车上的蛇形管、密封垫等柔性零件。EOS公司研制PA3200GF尼龙粉末材料,SLS工艺制作的制品具有高的表面精度和光洁度。
3.4 熔融沉积制造FDM(Fused Deposition Modeling)

图4 熔融沉积成形法
FDM工艺称为熔融沉积成形,它采用丝状热塑性成形材料 (ABS、人造橡胶、铸蜡和聚脂热塑性塑料等),连续地送入喷头后在其中加热熔融并挤出喷嘴,逐步堆积成形。该方法适合成形小塑料件,制品的翘曲变形小。由于是填充式扫描,成形时间较长,因此可以采用多喷头同时进行喷射,以提高效率。
目前具有开发生产成熟FDM工艺的主要有Stratasys公司和Med Modeler公司。Stratasys公司推出FDM系列成形机,采用两个喷头同时成形,制作速度较快。
3.5 三维打印制造3DP(Three DimensionalPrinting)

图5 三维打印法
3DP工艺称为三维打印,采用粉末材料 (如陶瓷粉末、金属粉末等)为成形材料,喷头在计算机控制下,按照截面轮廓信息,在铺好的一层粉末材料上,进行有选择的喷射粘接制造原型,该工艺可以制造彩色模型,在概念型应用方面具有竞争力。实际上3DP工艺通过喷头用粘接剂 (如硅胶)将零件的截面 “印刷”在材料粉末上面。
2000年美国的ZCorp与日本的Riken Institute公司开发出基于喷墨打印技术的、能制作出彩色原型件的RP设备。该系统采用4种不同的颜色,原型件可显示表现出三维空间内的热应力分布情况,而且切开原型可观察制品内的温度和应力变化情况,可以进行可应用于原型的有限元分析。
上述快速成形制造技术和工艺的特点如表1所示。

表1 几种快速成形制造方法比较
4 快速成形制造技术的发展趋势
最近随着新材料技术、新工艺及信息网络化等方面的进步,许多新快速成型制造技术不断涌现并应用在各领域,主要出现在快速模具,纳米制造、仿生制造和集成制造等领域。
4.1 快速模具RT(Rapid Tooling)
RT以RPM生成的实体制品模型作为模芯,结合精密铸造精铸、粉末烧结等技术可快速制造出产品所需要的相关功能模具,其开发制造周期为传统的数控加工切削方法的1/5~1/10。而且模具的制造效益随零件的几何复杂程度提高而显著增加。
4.1.1 间接制模法IRMT(IndirectRapid Metal Tooling)
目前具有竞争力的RMT技术主要是粉末烧结、电铸、铸造和熔射等间接制模法。国内外这方面的研究非常活跃,有许多金属模具间接快速制造技术的研究及应用事例。如3D systems公司的基于SLA原型的粉末成形烧结+浸渗快速复制 (Keltool)工艺、CEMCOM公司的镀镍+陶瓷复合 (NCC,Nickel-Ceramic Composite)工艺、Idaho National Engineering and Environmental Lab的快速凝固工艺 (RSP,Rapid Solidification Process)和Soligen Tech公司的基于DSCP金属薄壳成形系统的铸造工艺、Badger Pattern公司的锌合金喷涂+树脂·金属复合材料补强工艺和东京大学的RHT(Rapid Hard Tooling)以及日产汽车公司的熔射快速制造金属模具法等。
4.1.2 直接制模法DRMT(DirectRapid Metal Tooling)
直接法尤其是直接快速制造金属模具DRMT方法在缩短制造周期、节省资源、发挥材料性能、提高精度、降低成本方面具有很大潜力,受到高度关注。目前的DRMT技术研究和应用的关键在于如何提高模具的表面精度和制造效率以及保证其综合性能质量,从而直接快速制造耐久、高精度和表面质量能满足工业化批量生产条件的金属模具。美国Stanford大学的Amon.H等人最近开发出形状沉积制造 (SDM)工艺,并研制出与CNC加工集成的装置。其工艺特点是利用焊接原理熔化焊材 (丝状),并借助热喷涂原理使超高温熔滴逐层沉积成形,实现层间冶金结合。但因焊接弧柱的不稳定以及可控参数的协调性等问题,很容易出现翘曲和剥离。采用CNC对外轮廓和表面精整,在解决RPM技术中共有的、因逐层堆积产生的侧表面阶梯效应造成的精度和表面质量问题方面做了有益的尝试,但这种工艺目前尚局限于简单形状金属零件制造。
4.2 纳米制造Nano-manufacturing
传统的纳米制造工艺难以进行小孔、深孔、异形孔和微孔的加工,另外典型的深小孔加工技术存在很大缺陷,如果结合RP技术的特点,将常规的使用RPM技术进行加材料成形为减材料成形,使激光束有选择地照射工件以形成异形小孔的一个层面,完成一层后,工作台上升一个层面,控制X-Y运动工作平台以蚀刻出新层。如此循环往复,层层加工,就可得到异形深小孔。另外,纳米陶瓷材料及其成型是当前工程材料领域的一大研究热点。就成型工艺而言,目前纳米陶瓷材料的加工方法主要有高温等静压、热压、热锻压、高压制坯与无压烧结相结合等方法。但在成型过程中容易存在晶粒长大、致密度、内部缺陷等问题,利用获得的选择性激光烧结工艺,使获得的烧结制件材料保持纳米结构,材料晶粒基本不长大,可实现纳米材料的快速自由成型。
4.3 仿生制造Bionicmanufacturing
基于仿生结构形状复杂性,采用传统的加工方法制造十分困难,在实际应用中往往难以实现,且不利于修改,延长了制造周期,相应提高了研发成本。而仿生制造参考制造过程与生命之间存在的相似性,模仿自然界生物的成长方式进行制造。传统的仿生制造一般基于DNA技术,主要应用于微观仿生制造。目前对DNA的研究尚存在许多没有解决的问题,要安全实现基于DNA的仿生制造还困难重重。而基于快速成形技术的仿生制造,主要是针对产品的具体结构进行产品CAD造型,利用内部细微结构仿生建模技术,然后经过切片分层、加支撑等技术的处理和加工,在快速成型机上制造生成物的三维实体。
另外仿生制造可以使生成物具有生物活性,在采用生物可降脂材料的快速成型制造过程中,在生成三维实体模型后,植入生物生长因子,并放入具有特定成份的培养液中,经过一段时间培养,三维实体模型就具有生物活性。基于快速成形制造技术的仿生制造方法可应用用于医疗修复工程,如制造人工骨骼和人工器官,甚至可以制造人工肌肉和生物活性结构的机器零件,并进一步制造具有人体结构的机器人。
4.4 集成化制造Integrationmanufacturing
生物技术、信息技术、纳米技术科学、制造技术和管理技术是21世纪的5大主流技术,据预测,5大技术及其产业将改变我们未来的生活和世界,制造技术与其他技术交叉是其发展趋势。快速成形技术与生物技术交叉的生物制造、与信息技术交叉的远程制造、与纳米技术交叉的微机电制造等都为快速成形技术提供了发展空间。并行工程、快速模具、反求工程、快速成形、网络相结合而组成的快速成形的集成制造系统,将为RP的发展提供有力的技术支持。
4.5 基于多喷头喷射成型的快速成形系统MJM(Multi-JetModeling)
成形系统的喷头有3-4个喷嘴,分别喷射成型工件的轮廓壁和支撑,喷射材料可采用复合蜡、ABS和PVC等多种形式,喷射精度高速度快,广泛用于宝石首饰等快速成型系统,对模型材料和软件进行适当调整后可用于工业、建筑、生物医学和艺术品等多种领域的快速成型制造。起版是首饰制造过程中最重要的环节,传统的宝石首饰设计是通过起版师运用锯、锉、焊接等传统工艺进行手工制作,将设计师设计的作品由图纸变为实物,起版质量的好坏直接关系到首饰成品的质量。但手工制作的产品研制周期长,投产成功率低。运用多喷头喷射成型的快速成形系统代替传统手工模型制作能够更加精确、快速、直观、完整地传递产品的信息,而且快速成形系统价格低廉、成型速度快。
笔者认为,基于多喷头喷射成型的快速成形技术是快速成形制造未来发展的趋势,只要不断发展并加以改进,这种技术应该是生产所需的三维模型的最佳和最简单的方法。
5 结语
本文阐述了快速成形制造技术的新进展。快速成形技术是一种具有广泛应用前景的正在不断完善的高新技术,其中制件新材料、成形效率和成形精度是技术关键,因此应不断探索新的成型工艺,研究制造高性能成形件的方法并与其他技术的结合。快速成形制造技术的发展也将推动制造业和医疗器械等相关技术、产业的发展。
[1]刘伟军,等.快速成型技术及应用[M].北京:机械工业出版社,2005.
[2]朱林泉,白培康.快速成型与快速制造技术[M].北京:国防工业出版社,2003.
[3]王广春,赵国群.快速成形与快速模具制造技术及其应用[M].北京:机械工业出版社,2004.
[4]金杰,张安阳.快速成型技术及其应用[J].浙江工业大学学报,2005,33(5):592-604.
[5]颜永年,等.先进制造技术[M].北京:化学工业出版社,2002.
(责任编辑:高 坚)
TH164
A
1673-8535(2010)03-0023-06
钟山 (1967-),男,梧州学院电子信息工程系副教授,博士研究生,主要研究方向:CAD/CAM先进集成技术、快速成形制造和逆向工程等。
韦宁 (1963-),男,梧州学院电子信息工程系副教授,博士研究生,主要研究方向:智能检测技术、自动控制和快速成型制造等。
邓小林 (1984-),男,湖南永州人,梧州学院电子信息工程系助教,硕士,主要研究方向:计算机辅助设计、产品变型设计。
姚金 (1982-),男,山东平邑人,梧州学院电子信息工程系讲师,硕士,主要研究方向:PSP技术、智能控制技术。
2010-01-25
广西自然科学基金资助项目(桂科青0832096)
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-12-29
制造技术与机床(2019年11期)2019-12-04
山东冶金(2019年5期)2019-11-16
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年5期)2018-01-19
滇池(2017年5期)2017-05-19
现代工业经济和信息化(2016年7期)2016-05-17
