
气动机械手PLC控制部分设计
2010-08-02 09:08:06李灿灿谭宗柒黄星德
三峡大学学报(自然科学版) 2010年4期
李灿灿 谭宗柒 黄星德 吴 凌
(三峡大学机械与材料学院,湖北宜昌 443002)
气动系统具有许多显著的优点,在工业自动化中得到愈来愈广泛的应用,机械手的驱动和控制方式基本上都是采用高精度伺服电机,成本高、结构复杂、速度慢、工作效率较低,这些问题阻碍了自动装卸机械手在生产实际上的广泛应用.本文主要研究用PLC控制低成本、高速的气缸来组成气动机械手,实现生产线上工件自动装卸.主要对PLC在气动机械手系统应用中从选型到控制气动阀的动作做出详细的介绍.
1 功能分析
通过对气动系统工作原理图的分析,需要实现气动机械手的取物、上下、左右动作的自动循环、单步循环、和手动操作.
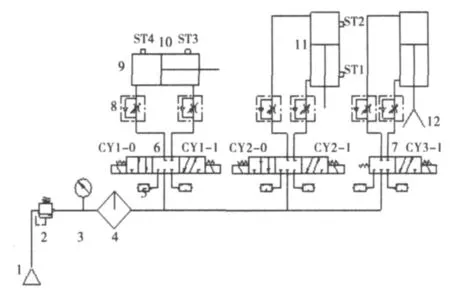
图1 气动系统工作原理图
2 操作面板设计及PLC选型
为实现气动机械手以上功能,设计符合人们日常生活习惯的操作面板,如图2所示.

图2 机械手操作面板
根据操作面板需要及限位信号输入,分配PLC输入端子:位置检测信号有下限、上限、右限、左限位共4个行程开关,需要4个输入端子;“无工件”检测信号采用光电开关作检测元件,需要1个输入端子;“工作方式”选择开关有点动、单步、单周期和连续4种工作方式,需要4个输入端子;手动操作时,需要有下降、上升、右移、左移、夹紧、放松、回原点7个按钮,需要7个输入端子;自动工作时,尚需启动按钮、停止按钮,需占2个输入端子.因此机械手的工作状态和操作的信息需要18个.根据机械手实现的功能,分配PLC输出端子:机械手的下降、上升、右移、左移和夹紧5个电磁阀线圈,需要5个输出点;机械手从原点开始工作,需要有1个原点指示灯,需用1个输出点.因此需要6个输出端子.因此控制机械手的输出信号需要6个,输入端子和输出端子的地址分配见表1.
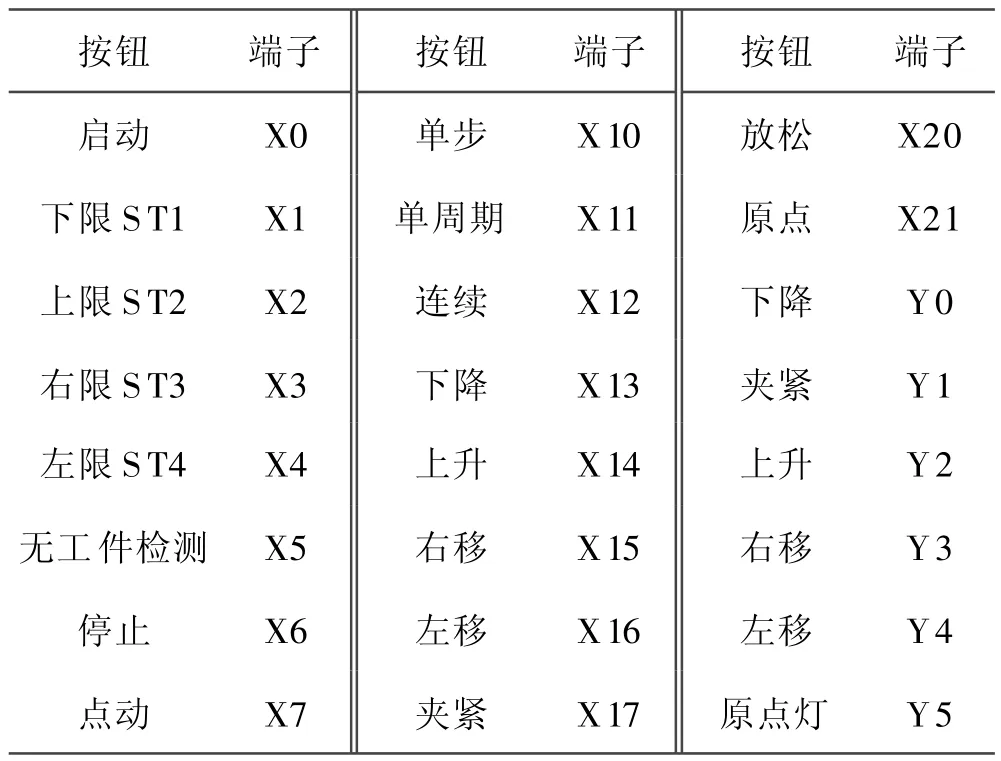
表1 PLC端子地址分配表
根据控制要求及端子数,此处选用FX2N-48MR继电器型PLC.FX2N-48MR型PLC共有输入24点,输出24点,满足控制所需端子数,分配PLC的I/O端子接线如图3所示.
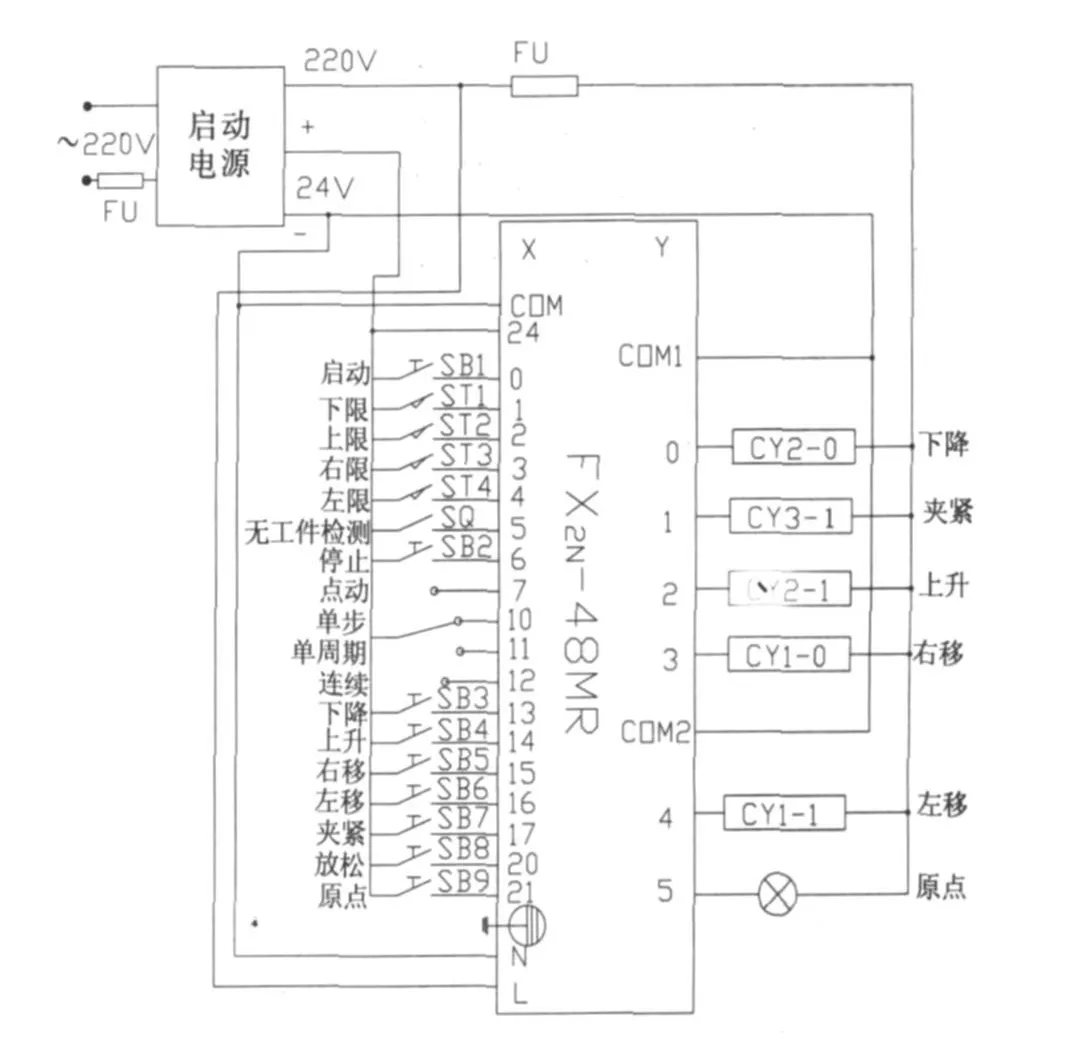
图3 PLC外部接线图
3 PLC程序分析设计
由于该机械手工作有4种工作方式,运用模块化设计思想,将机械手控制程序分为:手动程序和自动程序,分别编出这些程序段后,再用条件跳转指令进行选择,不仅提高了编程效率而且控制程序运行效率高[1-3].
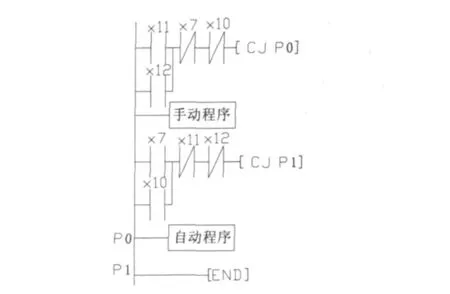
图4 主程序简图
手动程序包括点动和单步两种工作方式.手动操作即为按下操作面板上的按钮,PLC向机械手发出相应的信号,机械手得到相应的动作.按下停止开关,或是放开操作按钮后,气缸停止动作.不需要考虑工序顺序动作,按普通继电器程序来设计.设计过程略.
自动程序包括单周期和连续两种工作方式.单周期为机械手开始工作时,机械手从原点开始动作,只进行一次完整的取物搬运物料的动作,动作完成后,机械手回到原点,等待下一次指令.而连续工作方式为当机械手从原点开始工作时,就顺序执行动作,直到按下停止按钮后,机械手才停止动作.
在编写自动程序时,选用了顺序控制功能图的编程方法.自动程序的执行对硬件可靠性的要求是很高的,需要限位开关提供精确的反馈信号.
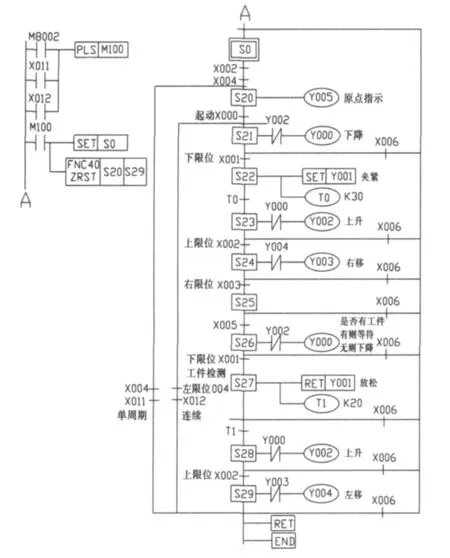
图5 自动程序
但在编写PLC程序时,须将顺序控制功能图转化为梯形图或是PLC语言.至此,自动程序编制完成.将手动程序和自动运行程序加入主控程序中,即成为完整的气动机械手PLC的控制程序.
4 结 论
设计一个完整的PLC控制系统,不仅是单一编写一套PLC运行程序,而是先要分析系统主体所需要实现的功能及其一系列的辅助功能,如数控机床中,切削液的开关及照明报警等辅助装置的工作.这样分析系统PLC输出和输入后,设计硬件接线电路,将PLC输入端子与操作面板控件和检测单元、输出端子与执行部件对应起来.这样保证程序编写有序不杂乱,再根据系统功能的特点选择适当的编程方法以利于程序的实现.
本文提出了PLC硬件和软件在工业生产应用中的一般设计方法和流程,适用于对传统生产线的自动化改装.充分利用了PLC的人机交互性较强和程序利于编制、硬件设计简单等优点,实现生产线自动化的控制.
[1]廖常初.FX系列PLC编程及应用[M].北京:机械工业出版社,2004.
[2]朱春波,王大明.PLC控制的气动上下料机械手[J].液压气动与密封,1996(6):21-24.
[3]叶爱芹,袁金强.PLC在机械手控制系统中的应用[J].安徽技术师范学校学报,2001(4):64-65.
猜你喜欢
建筑与预算(2023年9期)2023-10-21 10:14:34
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
建筑与预算(2023年2期)2023-03-10 13:13:40
建筑与预算(2022年2期)2022-03-08 08:41:00
现代苏州(2019年16期)2019-09-27 09:31:02
语言与文化论坛(2019年3期)2019-04-13 02:25:04
湖北文理学院学报(2017年2期)2017-04-16 05:09:06
通信电源技术(2016年1期)2016-04-16 04:57:29
燕山大学学报(2015年4期)2015-12-25 02:20:01
机电信息(2015年3期)2015-02-27 15:54:53
