基于声发射技术的滚动轴承故障检测
2010-08-01 03:43赵一帆齐明侠赵继红赵焕娟
轴承 2010年4期
赵一帆,齐明侠,赵继红,赵焕娟
(1.中国石油大学(华东) 机电工程学院,山东 东营 257061;2.亚大塑料制品有限公司,河北 涿州 072761)
滚动轴承在旋转机械中是最容易损坏的机械零件之一。近几年来,许多学者对滚动轴承的故障检测进行了广泛的技术研究[1-4],其中最为普遍的是振动分析法,而利用声发射技术对轴承的故障进行检测的试验研究还比较少。下面根据声发射技术的特点,利用PAC公司开发生产的声发射硬件及软件系统,对轴承声发射信号进行实时连续采集,对采集到的声发射信号首先利用能量分析法进行初步故障诊断,然后对声发射信号进行自相关预处理,突出声发射信号的非高斯成分,并进行FFT变换得到频域信号,再利用模糊识别法中的“择近原则”,通过建立隶属函数和贴近度函数,来完成轴承故障的识别。
1 轴承声发射技术原理
1.1 声发射技术
声发射(Acoustic Emission,AE)是指当材料受力作用产生变形或断裂时,以弹性波形式释放出应变能的现象。用仪器探测、记录、分析声发射信号和利用声发射信号推断声发射源的技术称为声发射检测(acoustic emission testing,AET)技术[5]。与普通振动信号相比,声发射信号频率范围更宽,信息量更大。利用其高频段信号进行故障诊断,可以有效地抑制其他低频干扰信号,因此信噪比较高。此外,声发射信号对轴承工作状态有响应时间短,变化敏感度好等优点[6]。声发射传感器体积小、安装方便,可以对运行中的设备进行在线实时监测。
1.2 轴承声发射信号的产生
轴承运行过程中,由于失效、过载和交变载荷作用会使其表面形成裂纹、磨损、压痕和胶合等故障。在故障的初级阶段,金属内的晶格发生弹性扭曲,由原先稳定的低能态晶格变为不稳定的高能态晶格,当这些晶格的弹性应力达到临界值后,晶格将会滑向相邻的下一个低能态,达到新的稳态。在这些晶格的状态转变过程中将释放应变能,其中一部分应变能将以瞬态弹性波的形式发射出来。由于循环接触压应力周期性地作用在摩擦表面上,使表面材料疲劳而产生微粒脱落,轴承内、外圈滚道上出现麻点、剥落等。伴随着疲劳损坏故障的发生,将产生相应的声发射信号。
2 试验
2.1 试验装置
试验装置如图1所示,主要由试验台、声发射传感器、前置放大器、数据采集系统和计算机组成。数据采集系统采用PCI-2型测量系统和AEwin软件系统,前置放大器的范围是20~60 dB,传感器的频率响应范围为3 kHz~3 MHz,数据采集卡的采样频率为40 MHz。为了减少AE信号在传播过程中的衰减,将传感器直接安装在轴承座上预先制造出的平面上,并采用专用耦合剂进行耦合。
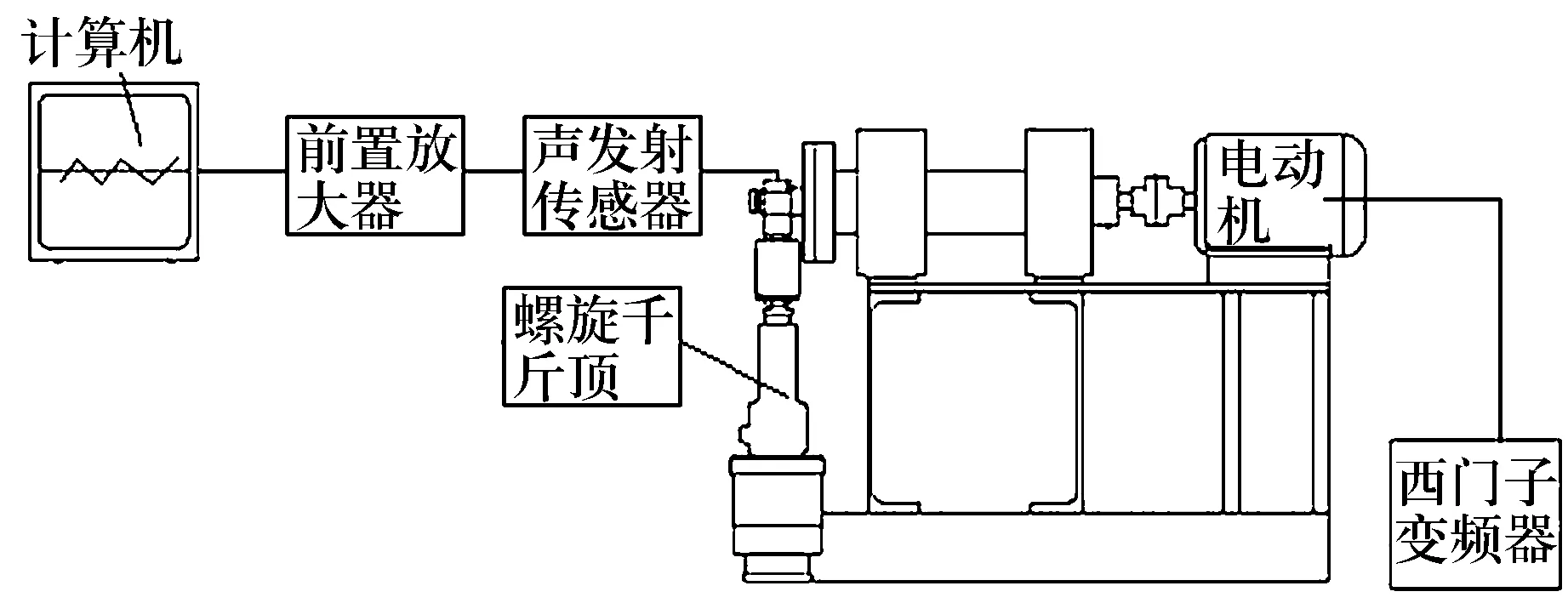
图1 轴承试验台装置示意图
2.2 试验轴承
试验采用某公司生产的6206轴承,其尺寸参数为:轴承外径62 mm;内径30 mm;球径9.52 mm;球数为9粒;轴承接触角α=0°。
2.3 试验方法
采用电火花加工技术,在试验轴承上加工出缺陷,为了对比分析,同时采用另一套完好的轴承进行试验。首先,将完好轴承安装在试验台的轴上,在模拟工况条件下,多次采集AE信号(设为通道1),然后换上有缺陷的轴承,在同样的试验条件下采集AE信号(设为通道2),最后通过能量分析法、模糊识别法等进行轴承的故障诊断。
3 试验结果及分析
3.1 能量分析法
由于声发射过程是一种应力波的释放,即能量释放过程,故可以通过声发射信号的能量分布变化特征来进行信号分析。声发射信号的能量正比于声发射波形的面积,通常采用方均根电压Vrms或均方电压Vms进行能量测量。声发射信号V(t)的均方电压和方均根电压定义如下[7]:
(1)
(2)
式中:ΔT为平均时间,s;V(t)为随时间变化的信号电压,V。
Vms随时间的变化正比于声发射信号的能量变化率,声发射信号从t1至t2时间内的总能量E可由下式表示:
(3)
图2所示为电动机转速频率为15 Hz,采集频率为200 kHz时的能量图。图3为转速频率为20 Hz,采集频率为500 kHz时的能量图。

图2 能量图(采样频率200 kHz)
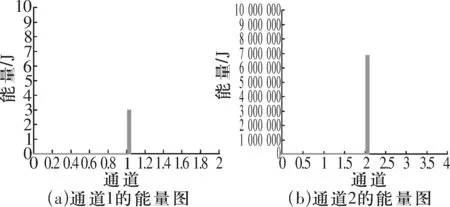
图3 能量图(采样频率500 kHz)
由于故障轴承产生声发射信号时释放能量,并且产生的声发射波有较宽的频带,将会使一部分能量落在传感器的谐振区内引起传感器的谐振。故障越严重,检测到的能量就越大,释放的能量大小与故障的严重程度有关。
从图2和图3可以明显地看出,通道2的能量比通道1的大。因此,可以初步判断通道2的轴承有故障。
3.2 频谱分析法
上述分析只能初步判断通道2的轴承是故障轴承,但没有确定故障的类型,现对AE信号进行频谱分析。首先,对AE信号进行自相关预处理,突出声发射信号的非高斯成分,然后再进行频谱分析。
当轴承出现损伤时,运转过程中不同的损伤部位会有不同的特征频率[8]。
fr=n/60
(4)
(5)
(6)
(7)
式中:fr为内圈旋转频率;fc为保持架通过内圈频率;f0为保持架通过外圈频率;fb为球上一点通过外圈或内圈的频率;Dpw为球组节圆直径,mm;Dw为球径,mm;α为接触角;n为转速,r/min。
由轴承的尺寸参数计算出的相应特征频率为:fr=15 Hz,fc=5.97 Hz,f0=53.7 Hz,fb=29.3 Hz。
FFT变换后的频谱图如图4所示。
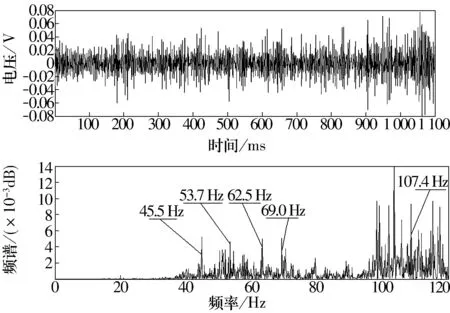
图4 通道2的原始信号和频谱图
当轴承出现某一故障时,一般出现以特征频率为基频的高次谐波的组合,这时可以得到频率与轴承故障之间的关系如表1所示(q为正整数;Z为轴承滚动体个数)。将测得的频域信号的高峰值与表1中算出的频率值相比较,就可以确定轴承的故障类型。
由于采集的轴承声发射信号除了来自轴承以外,还存在来自机械系统的其他干扰信号。因此简单地用测得的频域信号的高峰值与表1中算出的频率值相比较,难以精确确定轴承的故障类型。
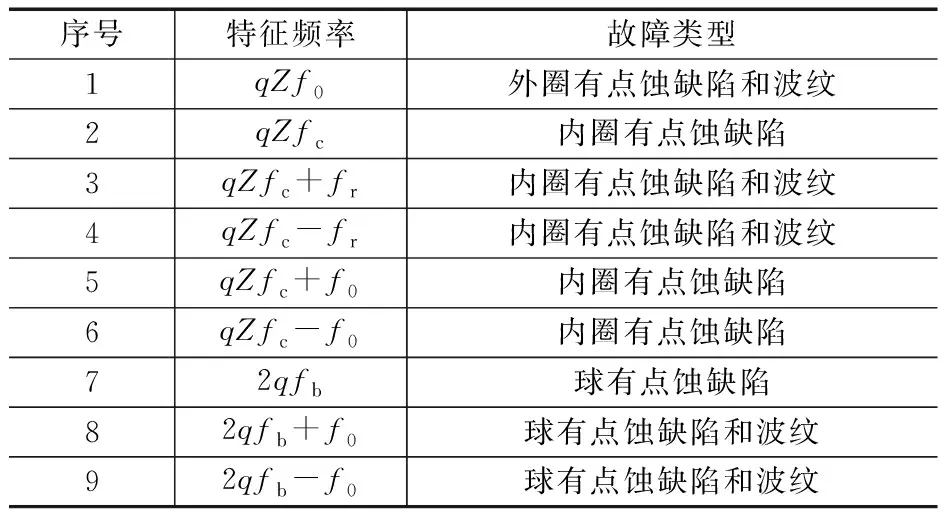
表1 特征频率与故障类型
3.3 模糊识别法
鉴于上述问题,采用“择近原则”来判定轴承的故障类型。
择近原则是模糊识别中的一种间接方法,一般用于群体模型的识别[3-4]。它是指,若Ai,B∈Γ(U),其中i=1,2,…,m,存在i0(i0∈i),使
N(Ai0,B)=max{N(A1,B),N(A2,B),…,
N(An,B)}
(8)
则认为B与Ai最贴近,即判定B与Ai最为贴近。
应用“择近原则”关键是要建立模糊集的隶属函数,然后再进行模式识别。
3.3.1 构造隶属函数
构造隶属函数遵循的原则是:应使所采集的频率值与理论计算所得的各故障特征频率值尽量接近,这样其函数值愈大。本例采用指派方法确定隶属函数。所谓指派方法,就是根据问题的性质套用现成的某些形式的模糊分布,然后根据测量数据确定分布中所含的参数。指派隶属函数的方法普遍被认为是一种主观方法,可以把人们的实践经验考虑进去。根据采集的声发射信号特征以及多次应用实践,在此选择中间型柯西分布隶属函数,即:
μj(x)=[1+β(x-βij)γ]-1
(9)
式中:β>0,γ为正偶数;本例取β=0.05,γ=2。
3.3.2 求每种故障的贴近度并判断故障类型
应用下式求贴近度σ(Ai,B),根据σ(Ai,B)值的大小判断轴承是否有故障及故障类型。
(10)

经测试分析得到轴承的时域和频域曲线,用上述模糊识别法通过计算机编程计算得到各类故障的贴近度计算值,如表2所示。

表2 贴近度计算值
由于声发射信号中包含有大量的其他信号,故障信号只占很少的一部分,计算得出的所有贴近度的值都较小。由上表可见贴近度最大的故障号为1,查表1即得可能的故障类型为轴承外圈有点蚀。还可以发现故障号9的贴近度比较大,可以推测钢球也有一定的磨损。
试验完毕,取下两个轴承,发现通道2的滚动轴承外圈确实有很大的点蚀。将轴承拆卸之后,用放大镜观察发现其中几个钢球有微小点蚀。试验证明滚动轴承的故障类型与以上分析相一致。
4 结束语
建立的滚动轴承故障诊断试验台,通过能量分析法、频谱分析法和以模糊数学为基本原理的模糊识别法实现了轴承故障的识别。结果表明,AEwin软件方便,简单,易操作,信号处理比较简单,且具有抗干扰性好,检测灵敏度高的特点。因此,声发射检测技术对轴承故障诊断具有较好的可行性和有效性,声发射技术亦适于在机械设备故障诊断中推广应用。
猜你喜欢
防爆电机(2022年4期)2022-08-17
一重技术(2021年5期)2022-01-18
科技创新与应用(2020年4期)2020-02-25
光学仪器(2019年3期)2019-02-21
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
湖北农业科学(2017年12期)2017-07-15
中国交通信息化(2017年9期)2017-06-06
项目管理技术(2016年8期)2016-05-17
重庆工商大学学报(自然科学版)(2015年10期)2015-12-28