直读光谱仪测量轴承钢中碳含量不确定度评定
2010-08-01 03:48郝陶雪
轴承 2010年4期
赵 强,郝陶雪
(哈尔滨轴承集团公司 a.实验中心;b.技术中心,哈尔滨 150036)
对材料的任何特性参量(物理或化学)进行检测或测量时,无论分析方法如何完善,仪器设备如何先进,其测量结果始终存在着一定的不确定性。长期以来这种不确定性是使用误差来描述的,其被定义为测量值与被测量值的真值之差,然而,对于材料的许多特性参量,真值是无法知晓的。应用中往往是用近似真值(或称最佳值、约定真值)来代替真值,而近似真值(如常用的算术平均值或回归值等)本身就具有不确定度,因此近似真值与具有不确定性的材料特性测量结果有误差,必然存在着不确定度。以下对直读光谱仪分析法测定钢中碳的不确定度来源进行了分析,对其不确定度的评定进行了研究,并得到了计算结果。
1 检测
1.1 检测仪器及材料
ARC-MET930直读光谱仪;砂轮机;氩气纯度为99.99%以上。
1.2 检测条件
环境温度为25 ℃;最大温度变化为±2 ℃/h;相对湿度为20%~70%;载气压力为0.6 MPa。
1.3 检测方法
1.3.1 试样的制备
依据GB/T 4336-2002,用砂轮机、240#砂纸将试样加工成直径约10 mm的圆形,试样表面加工成光洁平面,将制备好的试样置于ARC-MET930直读光谱仪激发台上进行检测。
1.3.2 试样的检测
ARC-MET930直读光谱仪在出厂时就根据生产的需要,制作出不同基体、不同元素含量范围的4条工作曲线,包括工具钢、低合金钢、铬镍钢和万能铜4种模式。因此,检测人员只需根据试样的材料和元素含量,选取所需要的工作曲线,然后进行测试。实际测定时最少在一块试样的不同部位连续激发3次,直接读出测定元素的含量,求取平均值。
2 不确定度来源及评定过程
2.1 不确定度的来源[1]
基于分析方法、检测设备工作原理和以往的工作经验,光电直读光谱仪测定C含量的不确定度来源主要包括:(1)测试人员对试样的激发操作点不同引起测试结果偏差;(2)光谱仪计量的局限性,如稳定性、标准试样的不确定度等;(3)样品的内在成分不均匀及试样表面的粗糙度;(4)分析方法本身的不确定度;(5)环境的温度、湿度的变化,电流、电压及仪器所需氩气流量;(6)工作曲线校正、仪器测量方法、测量过程及测量结果修约。
2.2 不确定度的评定
2.2.1 标准试样不确定度的评定
利用ARC-MET930直读光谱仪测量轴承钢中各元素时,以C元素为例,进行不确定度的评定。选一个YSBS11273-98 GCr15标准试样,按下激发开关进行6次平行测试,其数据结果见表1。

2.2.2 待测样品不确定度的评定
取A试样,用砂轮打磨,用砂纸细磨等工序,使其表面光洁、无污染物,置于ARC-MET930直读光谱仪激发台上,平行测试6次,其结果见表2。

表2 样品碳含量测试结果 %
2.3 测试结果分析
2.3.1 由仪器自身分辨率引起的不确定度
ARC-MET930直读光谱仪最小读数为0.000 1%,按矩形均匀分布,相对标准不确定度为:
2.3.2 由标准物质在定值时引起的不确定度
由标样定值引起的不确定度可以通过测量数据的标准偏差、测量组数及所要求的置信概率按统计方法计算。标样定值一般是由8个以上实验室共同完成,证书中列出了标准物质的标准偏差(见表3)。
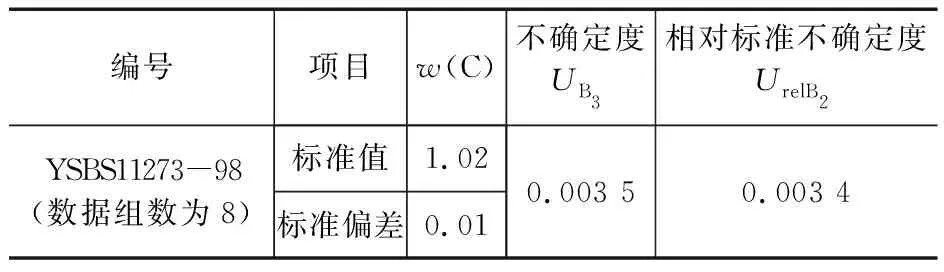
表3 标样定值时产生的标准不确定度的确定 %
通过表3可以看出,由标样定值时产生的标准不确定度UrelB3=0.003 4%。
2.3.3 环境对测量不确定度的影响
由于在做此项试验时,工作环境条件稳定,故由环境条件产生的不确定度忽略不计。
2.3.4 由试样制备引起的不确定度UB4
假设试样是均质、制样合乎标准要求,表面处理十分理想,试样引起的不确定度可以忽略,即UB4=0,相对标准不确定度UrelB4=0。
2.4 不确定度的计算
2.4.1 相对合成不确定度
因为在测试过程中产生不确定度的各个分量互不相关,所以此方法的相对合成不确定度为:
=[0.004 52+0.005 82+0.000 0582+
0.003 42]1/2=0.000 8%
2.4.2 扩展不确定度
直读光谱分析C元素含量,由于实测中采用多次测量取平均值的方法,其测量不确定度为正态分布,包含因子Kp=2,在工业技术领域,通常取95%的置信水准[1],因此相对扩展不确定度U95rel=KpUrel=2×0.000 8%=0.016%。
故利用ARC-MET930直读光谱仪测定GCr15轴承钢中碳含量为w(C)=(0.99±0.016)%。
3 结束语
通过采用ARC-MET930直读光谱仪测定GCr15轴承钢中的碳含量,并对测试结果进行筛选分析,最终确定出该钢种中碳含量的数值及不确定度值,完成不确定度的评定过程。不确定度的评定对准确地分析钢材料中各元素含量,避免分析过程中存在的不利影响因素具有一定的借鉴意义。
猜你喜欢
山东冶金(2022年1期)2022-04-19
哈尔滨轴承(2020年1期)2020-11-03
哈尔滨轴承(2020年1期)2020-11-03
制造技术与机床(2018年8期)2018-10-09
电子制作(2017年1期)2017-05-17
光学精密工程(2016年6期)2016-11-07
光学精密工程(2016年5期)2016-11-07
智能系统学报(2015年5期)2015-12-03
轴承(2015年3期)2015-07-25
浙江大学学报(工学版)(2015年2期)2015-05-30