叶片激光冲击强化处理质量检测技术研究
2010-07-30 03:02:38杨贺来梁建民
天津城建大学学报 2010年1期
杨贺来 ,梁建民
(1. 天津城市建设学院,天津 300384;2. 北京航空航天大学,北京 100083)
激光冲击处理技术LSP (laser shock processing)是通过高功率(>10 GW/cm2)短脉冲(0.1~50.0 ns)激光聚焦后与材料表面粘贴的吸收层相互作用,吸收层在极短时间内蒸发、电离,产生高温(>10 000 K)高压(>1 GPa)等离子体,等离子体继续吸收激光能量,并迅速膨胀,产生高压冲击波.冲击波向金属内部传播,其峰值压力大于材料的动态屈服强度时,金属材料表层发生塑性变形,在材料表面产生残余压应力层,甚至改变金属的内部组织[1].
对叶片进行激光冲击强化处理可以提高叶片的疲劳强度,从而延长使用寿命.对LSP质量最直接的检测手段是进行高频疲劳试验 HCF (high cycle fatigue),从而得到叶片经 LSP处理后的疲劳寿命,并以此作为质量判断的依据.但是该试验是破坏性的,在实际生产中不可能推广应用.另一方面,HCF测试是随机抽样技术并且是粗糙的统计质量测量,无法实现在线质量检测.因此,对激光冲击强化处理零件的质量进行无损检测技术研究是十分必要的[2].
1 叶片激光冲击质量的判别标准
残余压应力是 LSP工艺质量最重要的一个指标.零件内部存在残余应力时,零件的固有频率和阻尼会发生较大变化.因此,可以用固有频率或阻尼来衡量叶片LSP的残余应力[3-4].
笔者对典型叶片做LSP试验,在线监测LSP过程中固有频率的变化,然后离线测得各冲击点的残余应力,从而得到不同频率变化量所对应的残余应力大小,建立一个对照表,并推导出经验函数.用试验模态分析方法测出叶片 LSP过程中固有频率的变化量,推测叶片 LSP处理后的残余应力,并以此评价叶片LSP质量.
2 叶片激光冲击处理质量检测系统设计
2.1 系统开发方案
笔者采用基于计算机的 PC-DAQ系统模式,建立总体开发方案:叶片受到脉冲激励后发生自由振动,振动传感器采集叶片振动的信号,经变送装置调理变换成采集卡所要求的模拟电压输入信号,采集卡再将电压信号进行 A/D转换,将其变为数字信号并通过 USB接口输入计算机.应用 LabVIEW 虚拟仪器开发工具编写分析处理软件,实现信号处理、显示与保存等功能.
2.2 检测系统硬件结构
硬件系统结构如图1所示[5].

图1 检测系统硬件结构
2.3 系统软件开发
笔者采用可视化图形编程工具LabVIEW作为开发平台,检测系统软件主要实现了如下功能:①采集电涡流位移传感器的输入信号;②对采集的信号进行去均值等预处理;③对振动位移响应信号进行快速傅里叶变换算法(FFT)和自功率谱等频谱分析方法粗估叶片固有频率,用于辨别模态真伪;④对振动位移响应信号进行时域模态分析,得到叶片多阶模态固有频率,并根据频域分析结果排除虚假模态;⑤将测得的叶片固有频率与检测标准进行比对,并做出质量判断;⑥数据显示、保存、检索及回放.
软件总体结构如图2所示.

图2 检测系统软件组成
3 试试验与分析
3.1 固有频率测量精度标定试验
对固有频率的辨识需要进行标定试验,以此评判本检测系统固有频率的精度.固有频率检测标定实验对象为一组(共8个)标准音叉组,其制造频率误差不超过0.1%.
标定试验过程:采集卡采样率设为 3 kHz,采样时间 1 s,对每个音叉连续敲击 20次,分别测得其位移响应曲线,使用8阶时域模态分析方法测得固有频率,并计算平均值及标准偏差,结果发现测得的数据和音叉标称值有一定误差,最大约为 0.2 Hz,这主要是由音叉的制造误差所引起.该音叉组未经计量部门标定,512 Hz音叉制造误差最大可能有 0.5 Hz,从而无法正确评估本检测系统的准确度,不能精确得到本检测装置的测量系统误差.但是,对于本系统而言,最重要的标定指标是精密度,即多次测量结果的随机偏差.因为本系统是要测量叶片在 LSP工艺过程中的固有频率变化,而在每次计算该变化值的时候系统误差将会消除,所以系统误差的影响并不大.固有频率测量的精密度可由标准偏差来表征,本固有频率测量系统的随机误差约为0.02 Hz.
3.2 叶片激光冲击试验及结果分析
试验对象为某发动机公司提供的不锈钢叶片.试验采用单光斑冲击模式,即各个光斑不互相覆盖,测叶片振动位移响应进行模态辨识得到固有频率.
单光斑冲击区残余应力检测设备为 MSF-2MX射线应力测试仪,该设备的 X 射线光为 4 mm×4 mm,和冲击区的大小相当,测量的结果为整个区域的平均值.由于冲击激光光斑为椭圆形,导致叶片激光冲击后产生的残余应力在长短轴方向不一致.
试验中分析叶片冲击后的位移响应信号得到固有频率,并选择其中几个典型点测量其残余应力,试验结果见表1所示.

表1 固有频率测量结果
(1)叶片激光冲击次数与固有频率的关系
由表1的试验数据,绘出一阶、二阶固有频率与叶片激光冲击次数的关系曲线,如图3-4所示.
从图3-4可以看出,叶片的一阶、二阶固有频率均随着叶片冲击次数的增多而增大,且二阶频率对冲击的响应更加敏感,相关性更好.利用线性回归分析方法,推导出叶片固有频率与冲击次数间的一元线性回归方程.
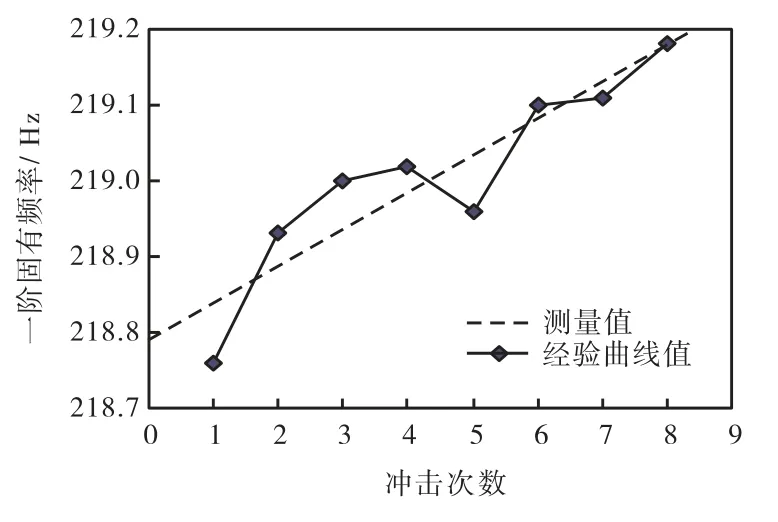
图3 冲击次数-一阶频率曲线
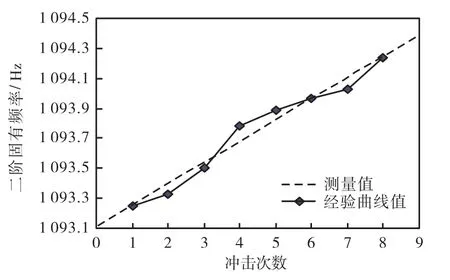
图4 冲击次数-二阶频率曲线
一阶固有频率经验曲线为

相关系数1r=0.914 2
二阶固有频率经验曲线为

相关系数r2=0.984 9
式(1)-(2)的相关系数都比较接近 1,也就是说叶片固有频率尤其是二阶固有频率与激光冲击次数呈显著的线性关系[6].分别将式(1)和式(2)的关系曲线以虚线形式显示在图3-4中,可以看到二阶固有频率的测量值与该经验曲线相当吻合.因此,式(2)能很好地用于预测和控制叶片 LSP工艺过程中叶片固有频率的变化,如果 LSP过程中某次冲击时,叶片实测二阶固有频率值偏离该经验曲线过多,则可以判定该点加工质量不合格.
(2)叶片二阶固有频率变化值与冲击点残余压应力的关系
利用表1中的数据,计算出每次激光冲击后叶片二阶固有频率变化值 Δf,将其与冲击点残余应力进行对照,如表2所示.
取每个点的长度与宽度两个方向的残余应力平均值作为冲击点残余应力,并取绝对值得到压应力,对表2中数据按固有频率变化值大小排序,可以得到固有频率变化大小 Δf与冲击点残余应力间的变化规律,如图5所示,注意图中的纵坐标为残余压应力值.
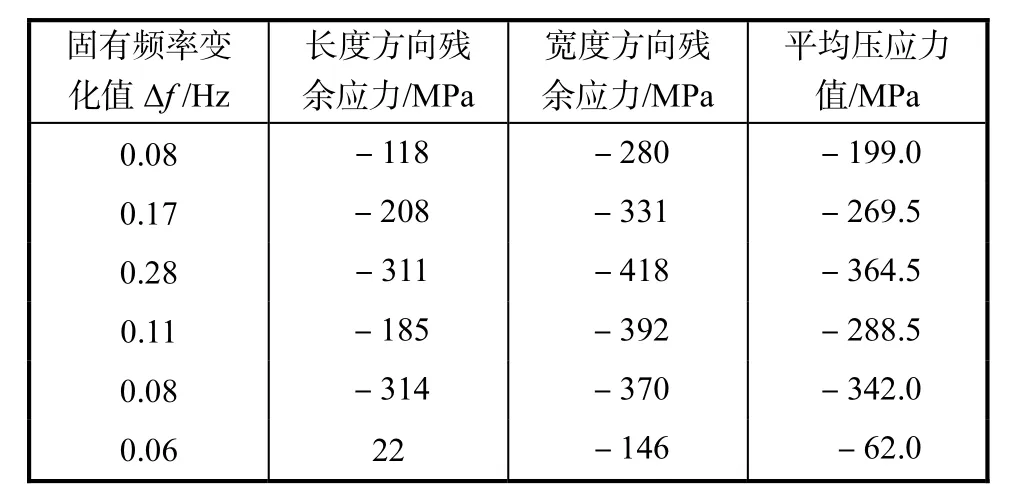
表2 叶片二阶频率变化值 Δf与残余应力对照
由图5可知,残余压应力与Δf基本呈正相关关系,但相关性并不十分明显,这主要是由本系统测量叶片固有频率的随机误差(小于 0.04 Hz)引起的.尽管如此,从图5可以看出冲击点残余压应力与 Δf有正相关的趋势,因此可以使用 Δf作为叶片 LSP质量的判定标准.

图5 二阶频率变化-残余压应力曲线
4 结 论论
分析激光冲击过程中叶片固有频率的变化规律以及与冲击点残余压应力的关系,得到如下结论.
(1)叶片的各阶固有频率随着激光冲击次数的增多而增大.
(2)叶片的高阶固有频率受激光冲击的影响比低阶固有频率大,即高阶频率每次冲击后的变化值较大.
(3)冲击点残余压应力值与叶片高阶固有频率的增加值基本呈正相关关系.
利用上述结论,得出了利用叶片固有频率变化判别叶片加工质量的标准.
[1] PEYRE P,FABBRO R. Laser shock processing of materials,physical processes involved and examples of applications[J]. Journal of Applications,1996,8(3):135-141.
[2] 王 健,邹世坤,谭永生. 激光冲击处理技术在发动机上的应用[J]. 应用激光,2005,25(1):32-34.
[3] DAVIS,MICHAEL B,MCCLAIN,et al. Real time laser shock peening quality assurance by natural frequency analysis:US,6914215[P]. 2005-07-05.
[4] 高永毅,刘德顺. 利用试验模态分析进行残余应力评估的研究[J]. 振动与冲击,2005,24(5):111-114.
[5] 梁建民,杨贺来,邹世坤. 叶片激光冲击强化处理的过程监测[J]. 新技术新工艺,2008 (2):82-84.
[6] 韩於庚. 应用数理统计[M]. 北京:北京航空航天大学出版社,1988:165-180.
猜你喜欢
大电机技术(2021年2期)2021-07-21 07:28:38
应用数学(2020年2期)2020-06-24 06:02:46
数学物理学报(2018年6期)2019-01-28 08:58:02
中央民族大学学报(自然科学版)(2018年3期)2018-11-09 01:16:34
Acta Mathematica Scientia(English Series)(2018年6期)2018-03-01 03:13:44
汽车维修与保养(2015年12期)2015-04-18 07:51:45
汽车维修与保养(2015年6期)2015-04-17 03:31:44
汽车维护与修理(2015年6期)2015-02-28 12:17:08
创业家(2015年4期)2015-02-27 07:53:13
现代机械(2015年1期)2015-01-15 03:07:54