
带止动槽的外圈加工工艺改进
2010-07-27 11:01:40杨利平
轴承 2010年10期
师 燚,杨利平
(甘肃海林中科科技股份有限公司,甘肃 天水 741018)
对外圈带有止动槽的深沟球轴承6000N系列产品进行磨加工后,屡次出现外圈的沟位置合格而止动槽位置不合格的情况。经对产品的整个加工工艺流程进行跟踪,未发现违反工艺的现象,各工序均严格执行了工艺技术文件。针对出现的问题,对6308N产品的外圈进行了现场工艺跟踪。
1 原因分析
抽检热处理后的外圈高度尺寸时,发现其与车加工成品高度尺寸相比均出现了不同程度的伸长现象;对同一批次未进炉的车加工成品高度尺寸进行抽检,外圈高度尺寸均符合车加工成品尺寸要求,这说明热处理的变形是导致外圈高度尺寸变大的根本原因。
套圈经热处理加热、冷却后,由于套圈表面与内部热胀冷缩不均及组织转变时产生的热应力和较大组织应力等综合作用使套圈发生无规律的变形,但总的来说,变形会沿阻力最小的方向延伸。
根据这一原则,对该产品的结构进行了认真的分析,认为最大轴向变形可能发生在靠近止动槽的端面,因此,对热处理后产品高度尺寸和该端面里外差进行了检测,具体数值如表1所示。从表中可以看出:热处理前、后的高度尺寸变动量与热处理后靠近端面止动槽的里外差的检测数值差异很小,最大仅为0.01 mm,远小于系统的测量误差,故可以认为两者的数值基本一致。通过进一步的检测及分析,热处理后靠近端面的止动槽向最近的端面发生轴向变形,导致套圈高度尺寸和靠近端面止动槽的里外差发生相同的尺寸变化。
在后序加工中,采用等速磨削方法磨削两端面时,因靠近止动槽的端面有效磨削面大于另一端面,造成工艺设计的等量磨削无法实现,致使止动槽的位置和沟位置达不到工序要求。
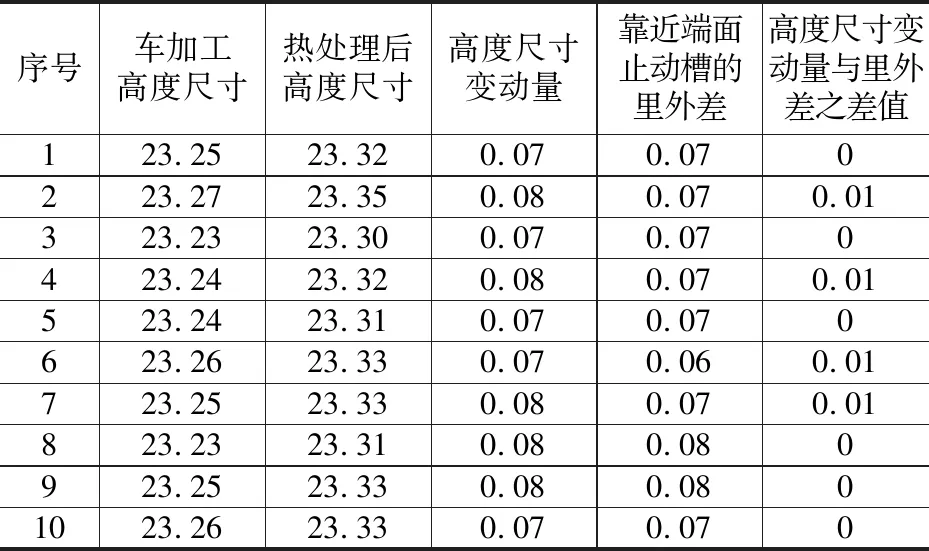
表1 热处理前、后高度尺寸变化对比 mm
2 工艺改进方法

图1 工艺改进前
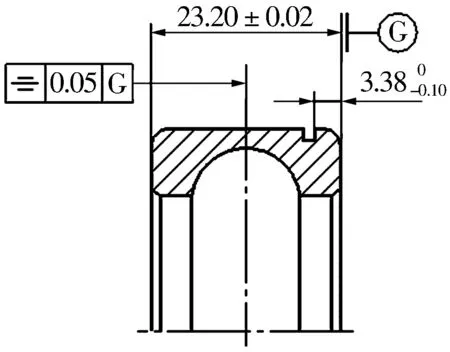
图2 工艺改进后
3 结束语
经对改进后的工艺进行现场验证,发现磨削加工平面后,采用位置样板对外圈的止动槽进行定性检查,止动槽在产品图纸要求的正确位置上。同时在后工序沟道磨削后,沟位置也完全符合产品图纸的要求,未出现沟道边缘留有车加工痕迹的现象,质量改进取得了理想的效果。
猜你喜欢
探测与控制学报(2024年1期)2024-03-11 11:11:24
新作文·小学低年级版(2022年6期)2022-08-30 03:04:28
数学小灵通(1-2年级)(2022年6期)2022-06-17 06:31:00
哈尔滨轴承(2022年1期)2022-05-23 13:13:16
组合机床与自动化加工技术(2021年11期)2021-11-29 10:46:58
哈尔滨轴承(2020年2期)2020-11-06 09:22:34
创新作文(小学版)(2018年31期)2018-05-16 03:00:38
声学与电子工程(2018年1期)2018-04-27 02:46:43
创新作文(小学版)(2016年20期)2016-08-22 09:11:20
应用光学(2014年5期)2014-11-08 06:59:04
