
中小型圆锥滚子轴承套圈套塔复合锻造
2010-07-27 11:01:34何志兵程学正何云峰
轴承 2010年10期
何志兵,程学正,丁 磊,何云峰
(1.襄阳汽车轴承股份有限公司,湖北 襄樊 441022;2.广西工学院 机械系,广西 柳州 545006)
中小型圆锥滚子轴承套圈毛坯的锻造工艺十分重要,其对套圈的产量和经济效益有很大影响。国际知名企业多采用高速镦锻机或多工位压力机进行该类轴承毛坯的热锻生产,并采用中频感应电炉加热和塔锻工艺或冷、温挤压工艺来提高轴承毛坯的精度,降低制造成本。我国绝大部分轴承企业生产中小型圆锥滚子轴承毛坯的批量不大,因此,多采用内、外圈单件锻生产,外圈采用挤压扩孔或挤压扩孔整径工艺生产,内圈采用挤压穿孔工艺生产,只有少数企业的部分型号采用套锻工艺或塔锻工艺。
1 问题的提出
我公司生产的中小型圆锥滚子轴承属轻薄系列,其中,小型圆锥滚子轴承单独锻造投料直径为Φ28~35 mm,无法用现有棒料剪下料。同时,现有中频感应电炉加热的感应器最小规格为Φ50 mm,加热的最小料段规格为Φ40 mm,若直接用这样的感应器加热料段,不仅动能空耗大,而且上料和推料也存在技术障碍,因此该类毛坯在现有装备条件下无法单独生产。为满足生产需要,目前普遍采用异型套锻工艺生产投料,即用其他大型零件作为母体进行套锻小型圆锥滚子轴承套圈。此种生产方式,增加了制造成本,也给均衡生产带来了诸多不便。
随着中小型圆锥滚子轴承生产批量的加大,对传统的套圈毛坯锻造工艺进行了优化, 采用新型套塔复合锻造工艺技术和新型小辗压比辗扩工艺技术,组建基于套塔复合锻造工艺的中小型圆锥滚子轴承套圈内外同套生产线,从而对提高毛坯质量,降本增效,实现均衡准时化生产具有重大现实意义。
2 生产线工艺方案分析
以32210轴承套圈为例,对其单件锻、塔锻和套塔复合锻造3种工艺方案下的各项参数进行对比分析。
2.1 留量与公差
3种工艺方案下的工艺留量和公差的对比如表1、表2所示。

表1 外圈留量与公差 mm

表2 内圈留量与公差 mm
2.2 锻件图
外圈单件锻锻件示意图见图1,外圈塔锻和套塔复合锻造示意图相同,见图2。内圈单件锻、塔锻和套塔复合锻造示意图相同,见图3。

图1 32210/01单件锻锻件示意图

图2 32210/01塔锻和套塔复合锻造锻件示意图

图3 32210/02单件锻、塔锻和套塔复合锻造锻件示意图
2.3 锻件质量和材料消耗
3种工艺方案下锻件质量和材料消耗对比见表3。表中套塔其他质量为工艺辅料(辅料厚度为3 mm)质量,主要是针对内圈大端面外径比外圈大端面内径大时,为保证内圈大端面外径尺寸,不能直接通过穿孔分离内、外圈(直接穿孔会造成外圈大端面内径留量不够),而是经过特殊技术处理后用3 mm的切断刀切掉3 mm的工艺辅料,从而实现内、外圈分离。若内圈大端面外径比外圈大端面内径小,就不需要工艺辅料。32210内、外圈塔锻挤压成形如图4所示。

表3 锻件质量和材料消耗 kg

图4 32210内、外圈塔锻挤压成形示意图
2.4 材料利用率、投资成本和生产效率对比表
32210成品套圈质量为0.376 kg(外圈0.201 kg,内圈0.175 kg),由表3材料消耗可计算出材料利用率。3种工艺方案下,材料利用率、投资成本和生产效率对比见表5。

表5 材料利用率、投资成本和生产效率
对比3种工艺方案可以看出:单件锻只能单件生产,生产效率和材料利用率低。塔形锻造工艺内、外圈可同步均衡生产,生产效率较高,但材料利用率较低,且内、外分离技术不够成熟,存在不确定性风险。套塔复合锻造新技术,可利用现有生产设备资源,实现内、外圈同步生产,一次性投资最少,生产效率较高,材料利用率高,生产线通用性强,综合效益最好。
3 套塔复合锻造工艺
3.1 工艺流程的制订
基于套塔复合锻造的中小型圆锥滚子轴承套圈内、外圈同套生产的工艺流程,针对不同产品,具有不同的工艺流程,如图5所示。

图5 工艺流程
3.2 关键工序分析及模具设计
3.2.1 挤压
挤压工序包括镦粗、挤压、分套3个工步。
3.2.1.1 镦粗
镦粗使加热的坯料在上镦和下镦作用下高度减小而横截面增大,去除锻造氧化,为下一步挤压工步的制坯做准备。坯料镦粗如图6所示。

图6 坯料镦粗示意图
3.2.1.2 挤压
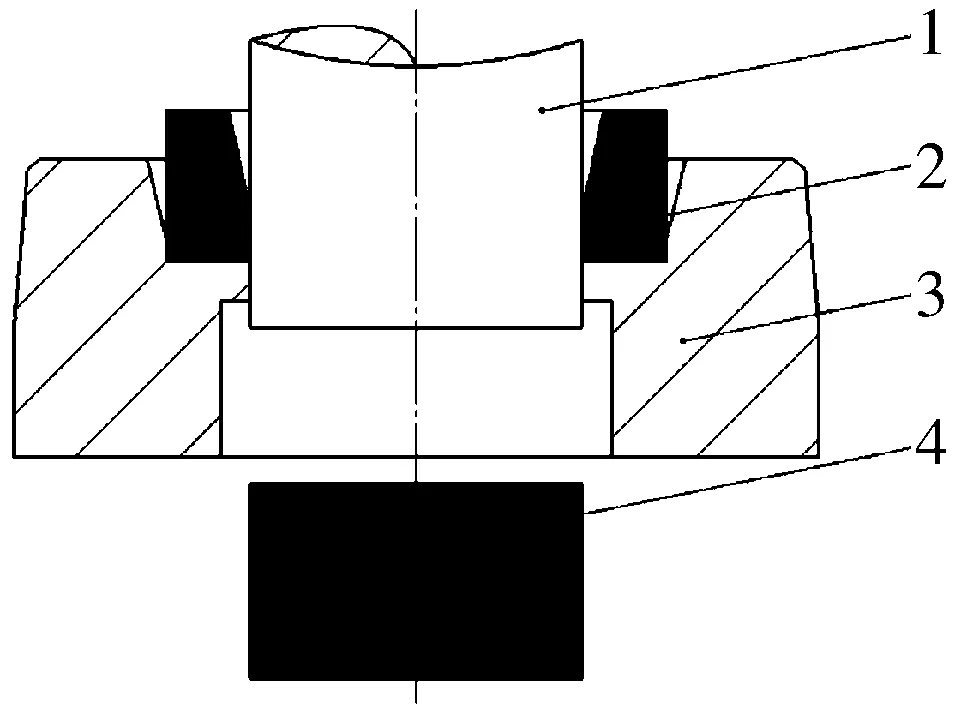
挤压工步主要为下一步外圈辗扩和内圈分料做好准备。此工步既要保证外圈毛坯有足够辗压比、内圈毛坯和料芯的合重达到要求,又要保证分套后的料饼有一定的镦粗比,坯料高度大于内圈挤压成形的高度。毛坯复合挤压如图7所示。

1—上模;2—毛坯;3—凹模;4—分套模;5—下模
3.2.1.3 分套
分套的作用是把内圈坯料从外圈坯料分离出来。圆锥滚子轴承内、外圈毛坯分套如图8所示。
1—分套冲;2—外套坯料;3—分套模;4—内套坯料
3.2.2 辗扩
辗扩工序采用新型小辗压比辗扩工艺,在辗压比为1.1~1.4下进行辗压扩孔变形。圆锥滚子轴承外圈毛坯辗扩见图9。

1—辗压轮;2—辗压辊;3—外圈坯料;4—信号辊;5—推力辊
3.2.3 整径
整径工序为最终的毛坯成形工序,直接影响毛坯的最终尺寸。圆锥滚子轴承外圈毛坯整径见图10。
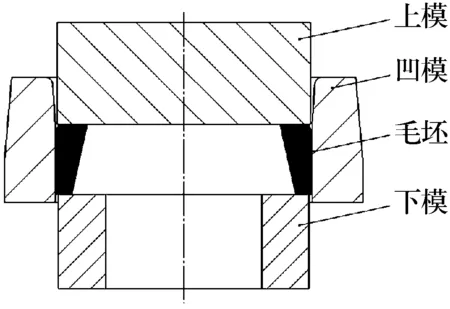
图10 圆锥滚子轴承外圈毛坯整径示意图
4 结束语
组建中小型圆锥滚子轴承套圈内外同套生产线后,彻底解决了单件锻生产无法在现有棒料剪下料、在现有锻造中频感应器加热的问题。对部分外径大于90 mm的中型圆锥滚子轴承套圈进行了减留整径,毛坯精度得到了大幅度提高。解决了外圈外径为Φ75~92 mm,且内圈大端面外径比外圈大端面内径大的中小型圆锥滚子轴承套圈内外同套的生产问题,提高了生产效率和材料利用率。通过一段时间的试生产,此生产线能够稳定地进行生产,具有广泛的推广价值。
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30 03:04:28
数学小灵通(1-2年级)(2022年6期)2022-06-17 06:31:00
哈尔滨轴承(2021年1期)2021-07-21 05:43:10
哈尔滨轴承(2021年4期)2021-03-08 01:00:52
铝加工(2020年3期)2020-12-13 18:38:03
制造技术与机床(2019年9期)2019-09-10 07:36:20
制造技术与机床(2018年12期)2018-12-23 02:41:00
轴承(2018年10期)2018-07-25 07:22:22
创新作文(小学版)(2018年31期)2018-05-16 03:00:38
制造技术与机床(2017年7期)2018-01-19 02:29:47
