
起爆药连续化合生产线控制系统研究
2010-07-09 11:30陈小松
制造业自动化 2010年8期
郭 卫,陈小松
(西安科技大学 机械工程学院,西安 710054)
0 引言
起爆药是火工药剂技术的核心和基础,是火工药剂最关键、最主要的能源原材料之一。起爆药生产的安全性、质量的一致性是起爆药生产的核心问题。但是,目前我国起爆药生产大多数采用不同量级的间歇式人工批量生产。在化合的关键工序中,人为控制、人工操作较多,因此造成产品质量的稳定性差、生产安全性差、生产效率低等诸多问题。针对这些问题,本文在分析起爆药连续化合生产线工艺流程和相应控制、安全要求的基础上,设计了一套基于PLC、触摸屏和远程监控技术的起爆药连续化合生产线控制系统,使得整个起爆药生产过程实现了计算机监测、控制和管理,以实现高质量、低成本、稳定可靠的运营方式。
1 起爆药连续化合生产线组成
根据生产的工艺顺序,我们将起爆药连续化合生产线分为三个部分,即:保温进料部分、化合搅拌出料部分和清洗排液部分,主要由原料制备装置、加热保温装置、进料装置、化合沉淀装置、过滤清洗装置、废液收集处理装置等多部分设备组成。生产线组成如图1所示。
2 起爆药连续化合生产线工艺流程
起爆药生产线工艺流程图如图2所示。由图2所示的工艺流程可知:通过两台连续进料装置配合流量计将两种原料药剂溶液连续可控地按规定的流量准确注入到化合柱中进行化合沉淀反应。通过加热恒温浴(即温控热水箱)和热水循环系统保证整个设备的工作温度维持在起爆药结晶沉淀所需的最佳温度范围。
合成反应在由玻璃材料制成的柱状化合沉淀设备中进行。化合柱上方有三个管路,分别向化合柱内注入2种配料和蒸馏水。底部装有出料口及其控制出药的2个气动阀门。

图1 生产线三维数字样机效果图

图2 起爆药生产线工艺流程图
过滤清洗工作台有三个工作位置。在排放过滤工位,结晶体药剂淌入抽滤杯中,大部分母液被过滤到废液罐内,一小部分残留母液附着在结晶体上。对结晶体进行酒精洗和水洗,去除残留母液。工作台每个工位底部都有一个废液罐,用来临时存放冲洗后的废液。三个工位有废液需要被抽取处理,这主要由真空泵提供真空,并结合若干气动隔膜阀的通断来完成的。
3 控制方案
该系统采用典型的“PLC+工业PC机”构成的中型集散结构系统。管理层级,工业控制计算机作为上位机直接监控起爆药生产过程。现场控制层级采用可编程序控制器(PLC)和触摸屏控制完成起爆药的原料进料、化合、出药、过滤、酒精洗、水洗、废液排放等动作和状态显示。设备层级,监测系统为控制系统测量采集现场设备的状态数据,执行元器件执行控制指令。根据起爆药生产的工艺要求和控制需要,整个控制系统按功能可划分为3个层次:现场设备层、现场控制层和管理监控层。PLC和上位机通过工业以太网进行通信。下位机与触摸屏采用MPI方式通信。控制系统的结构如图3所示。
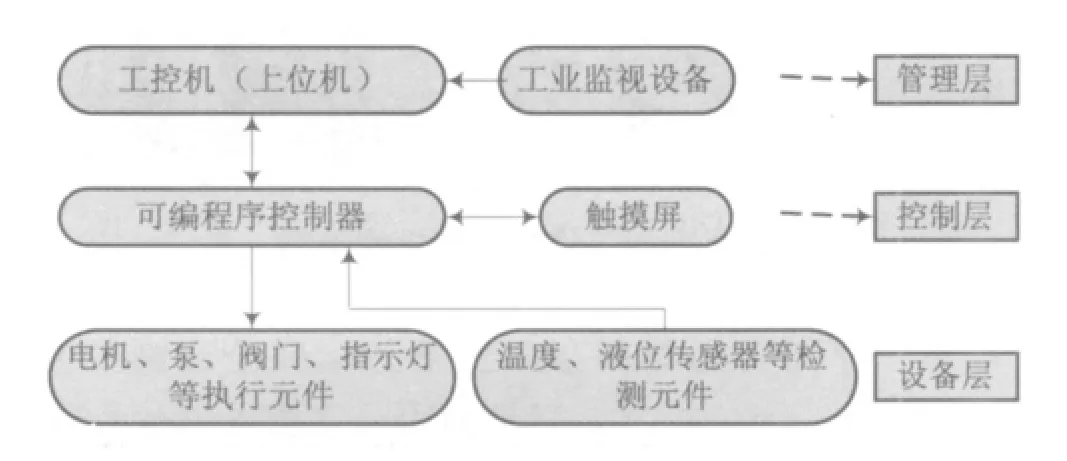
图3 控制系统结构简图
4 控制系统的硬件设计
起爆药连续化合生产线控制系统的硬件设计主要包括:系统元件的选型以及各功能模块的电路设计,即电源电路,安全继电器电路,安全栅电路,执行电机电路和气动控制;I/O点地址分配和PLC系统的外部接线图等。从硬件上实现控制方案中各个组成模块的功能。硬件配置示意图如图4所示。

图4 硬件配置示意图
5 控制系统的软件设计
5.1 控制系统的程序设计
该系统程序设计采用梯形图语言进行编程。
PLC程序控制流程图如图5所示。其控制程序主要是根据工艺流程,完成对起爆药化合生产过程控制及和触摸屏、上位机、各种仪表的参数传递及信息交换。
根据生产工艺流程,对各主体设备的运行状态分配变量,确定各状态的先后顺序及联锁关系,明确系统所要涉及的输入/输出量,画出PLC各输出信号与输入信号间的逻辑关系,并由逻辑关系转化为梯形图。
在编程之前要对硬件进行组态和参数设定,下一步根据对起爆药生产线的工艺流程和控制原理的分析,按照模块化的程序设计思想,起爆药连续化合生产线监控系统的PLC控制程序由下面的各程序块组成:公共处理程序、手动控制程序和自动控制程序。程序结构图如图6所示。其中自动控制程序主要采用顺序控制设计法来设计。在手动工作模式下,由操作人员根据要求和经验手工完成打开HVK204阀注水、旋转工作台沿顺时针/逆时针方向的循环转动、在“取出/插入位”(4工位)放入取样杯等工序。在自动工作模式下,除了系统的启停与初始参数设定、工作台转动、HVK204阀注水其它的控制过程均由系统自动完成。
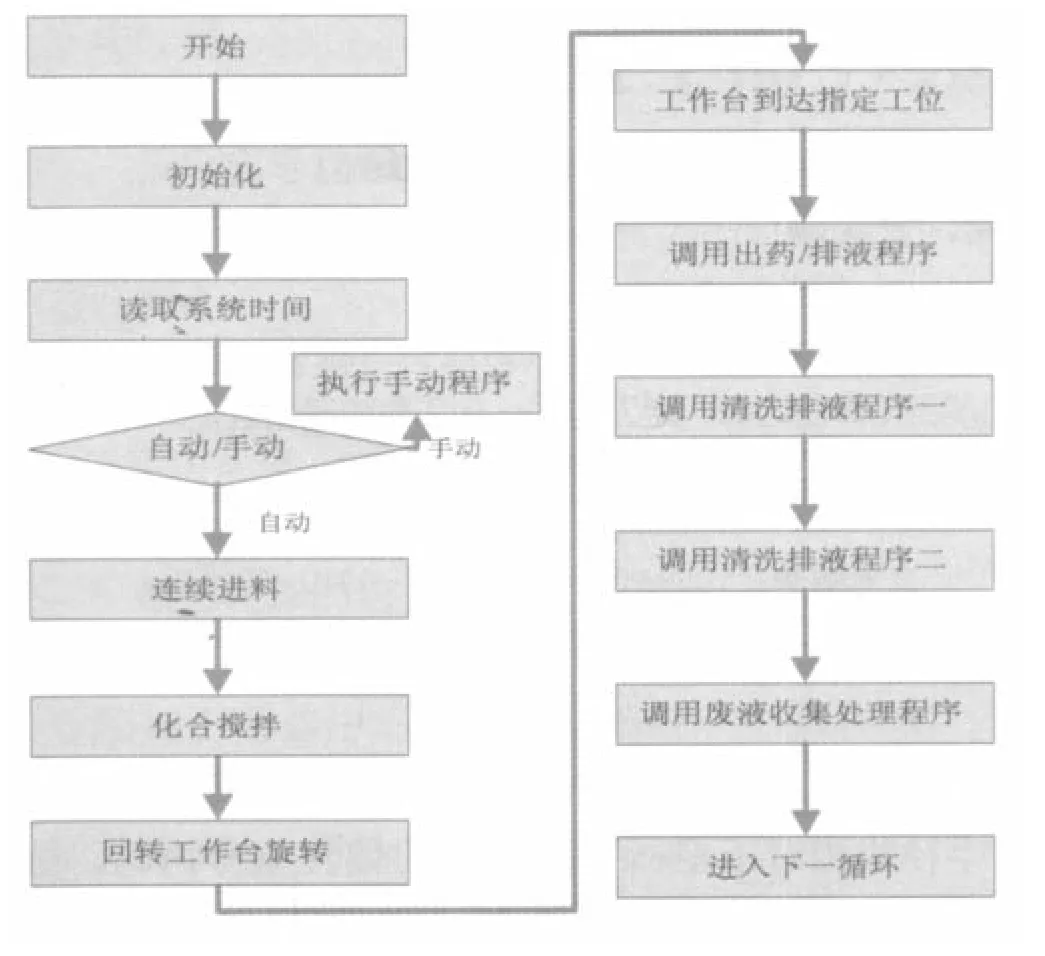
图5 PLC程序控制主流程图

图6 程序结构图
5.2 远程监控人机界面的设计
上位机采用监控软件实现画面的组态和监控,并在整个企业网络中传递信息。系统实现的基本功能如下:1)显示功能:主要包括工艺流程、设备工作状态、过程参数值、变化趋势显示等;2)操作功能:主要包括画面切换、控制参数设置、配方输入、报警确认操作等;3)报警功能:包括设备报警信息显示和确认,设有报警优先极,对重要设备重点监控,根据过程状态生成报警显示,并通过报警打印机打印输出,形成记录文件。人机画面框图如图7所示.

图7 人机画面框图
触摸屏组态软件设计的过程、方法、实现的功能都与上位机相似,在这不予赘述。
6 结论
该控制系统特点是:具有安全联锁功能、使系统安全可靠;能适时监控生产过程和显示数据;人机界面友好,使操作简单方便;故障响应及时。该监控系统的设计和运用不仅可以改善安全生产状况,而且在很大程度上可以提高起爆药生产的自动化水平、安全可靠性和质量的稳定性,对于起爆药的连续稳定生产起着重要作用,具有重要的推广价值。
[1] 西门子(中国)有限公司自动化与驱动集团.深入浅出西门子S7-300PLC[M].北京:北京航空航天大学出版社,2004.
[2] 祖龙起,蒋洋,田甜.蛋粉干燥生产线控制系统设计[J].电气传动,2009(6).
[3] 张还,张后国,唐菊兰.PLC和触摸屏技术在真空玻璃生产线控制系统中的应用[J].玻璃,2009(7):38-41.
[4] 仝维,何军红,吴旭光.组态软件WinCC在化工厂自动监控系统中的应用[J].机械与电子,2008(3):72-74.
[5] 郭卫,康宁.自动控制系统在起爆药连续化合生产线中的应用[J].火工品,2008 (2):27-29.
[6] 张扬,曲延滨.基于PLC和现场总线的镍网镀槽监控系统[J].测控自动化,2007,23.
猜你喜欢
装备制造技术(2020年4期)2020-12-25
中国特种设备安全(2020年11期)2020-06-09
装备制造技术(2019年12期)2019-12-25
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
中小学实验与装备(2015年3期)2016-04-21
汽车文摘(2015年1期)2016-01-13
中国造纸(2015年7期)2015-12-16
中国当代医药(2015年33期)2015-03-01
中国造纸(2014年1期)2014-03-01
