连铸机非正弦振动台改造与应用
2010-06-11 08:43:02王金龙
中国设备工程 2010年11期
薛 鹏,张 亮,王金龙
(莱芜钢铁股份有限公司,山东 莱芜 271104)
莱芜钢铁股份有限公司炼钢厂5号连铸机于2005年7月投产,年产能100万t,罗可普六机六流方坯连铸机,结构简单,主要用于生产普碳钢。投产后,为实现产品结构调整,5号连铸机需要进行优质钢种生产。但由于该连铸机设计配置较低,振动台振动方式和幅度等问题制约了铸坯质量的进一步提升,严重影响产品质量。为此对振动台进行改造。
一、存在问题及原因分析
1.振动方式单一
5号连铸机原振动台采用短臂四连杆仿弧机构,为偏心套振动系统,振动装置主要由振动框架、固定架上下连杆、销轴部件、组合偏心装置、传动装置等组成。由于自身设计原因,单一的正弦振动方式很难满足多规格生产要求,且断面变化大,不选用合适的振动方式及幅度将会对铸坯质量造成严重影响。
2.振幅调整精度差
该连铸机组合偏心装置主要由两组不同偏心距的轴及轴套组成。通过调节偏心距得到不同的组合,实现对振幅的调整。调节偏心距改变的振动幅度无法精确测量,误差较大,加之振动连杆装置自身的磨损,进一步影响了振幅调整的精度。
3.不具备在线可调
对振幅的调节需要在连铸机振动台停振时,人工调节机械设备。因此无法做到生产过程中根据需要及时准确地在线调整,既增加了维修人员工作量,又制约了产能提升。
4.能耗以及噪声大
振动台驱动装置为六台15kW交流变频电机,年耗电达70万kW·h,约35万元。此外,连杆机械撞击声较大。
二、改造内容
1.振动台改造原理
采用电动缸非正弦振动系统取代偏心套振动系统。机械方面保留振动台主体部分,延长振动台横臂(电动缸连接臂)以连接动力驱动源——电动缸,将电动缸安装在改造后的安装支座上,电动缸直接驱动振动台实时做正弦或非正弦轨迹往复振动,同时在电动缸连接臂与安装支座间增设缓冲拉簧组件,以保证支撑平衡,减轻负荷,减少驱动力和起过载保护作用。振动台机械安装原理如图1所示。
2.非正弦振动技术
非正弦振动系统利用了大功率数字伺服电动缸与计算机控制技术。系统主要由工业计算机、PLC、多轴运动控制器、电机驱动器、数字电动缸、系统软件和变压器等构成。
工业计算机产生非正弦波形,操作人员利用计算机软件的RAM优化函数对各个变量取值,波形数字化后输入多轴运动控制器,多轴运动控制器结合计算机的输入波形与电动缸的输出振动波,纠正偏差处理同步输给电机驱动器;电机驱动器将非正弦波信号同步转化为大功率数字脉冲电流,驱动数字电动缸,最终可使结晶器在振动台上做上下振动,得到满足工艺需求的振动轨迹;中央控制单元PLC根据现场采集的拉速、开关等信号,给出振动信号和指令相关设备动作,同时将信息传输给工业计算机再优化产生波形输入多轴运动控制器,构成闭环控制。
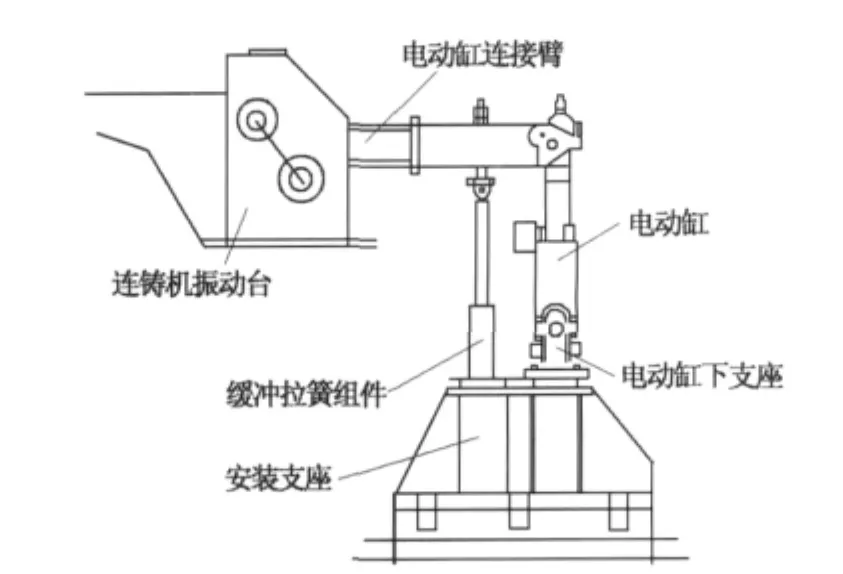
图1
3.主要技术指标(见表1)
三、实施效果
(1)通过对RAM优化函数,可使振动波形保持精确的频率、振幅、负滑脱时间、正滑脱时间及波形偏斜率等,确保结晶器得到最合理的振动轨迹。
(2)采用非正弦振动方式,在结晶器正滑动期间,初始凝固坯壳受到的摩擦阻力明显减小,振痕深度大大减轻,表面质量明显提高。
(3)改造完成后,使产能由原先的100万t增加到110万t以上,保证了Q345B、45、40Cr、20CrMnTiH等优质钢种的顺利生产,产品质量稳步提升,合格率达99.5%。
(4)采用小型伺服电动机带动振动台,降低了电耗,极大地节约了电能。
四、结论
非正弦振动技术实现了5号连铸机振幅在线调节,大幅降低了振动频率,大大减轻了铸坯表面振痕、提高了振动台的使用寿命和稳定性,运行稳定可靠,满足了优质钢种生产需要。
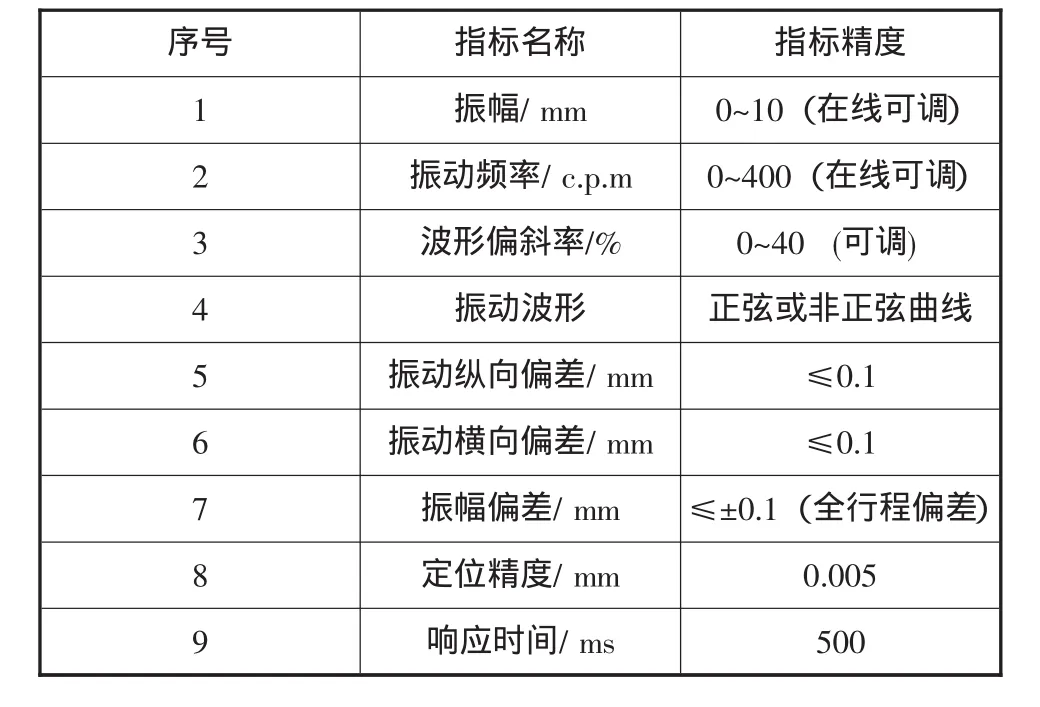
表1
[1]杨文改.结晶器初生坯壳形成机理及非正弦振动技术的研究(博士学位论文)[D].北京:钢铁研究总院,1997.
[2]盛义平,任廷志,张兴中.结晶器非正弦振动 [J].钢铁,1996,31 (7):27-31.
猜你喜欢
中学生数理化·高一版(2023年3期)2023-03-23 01:34:42
山东冶金(2022年2期)2022-08-08 01:51:30
新高考·高三数学(2022年3期)2022-04-28 08:41:42
哈尔滨工业大学学报(2022年5期)2022-04-19 13:26:22
重型机械(2019年3期)2019-08-27 00:58:50
山东冶金(2019年2期)2019-05-11 09:12:18
中学生数理化·高一版(2018年6期)2018-07-09 06:00:56
天津科技大学学报(2015年4期)2015-04-16 04:55:09
电测与仪表(2015年16期)2015-04-12 00:44:26
振动工程学报(2015年1期)2015-03-01 01:15:44