
高强钢激光深熔焊接温度场的数值模拟
2010-04-09 06:08王丽萍
科学之友 2010年22期
王丽萍
(中铁工程设计院有限公司,北京 100038)
高强钢激光深熔焊接温度场的数值模拟
王丽萍
(中铁工程设计院有限公司,北京 100038)
建立了复合热源作用下的三维高强钢CO2激光焊接有限元分析模型,对高强钢板CO2激光焊接进行基于ANASYS平台的焊接过程数值模拟。焊接热源分为沿工件表面的高斯热源和沿激光入射方向的柱状热源两部分组成,获得了焊接温度场分布及熔池温度形态分布。结果表明,激光焊接温度场是一组具有梯度的以焊接方向为长轴的椭圆。光斑中心前半部分的等温线较为密集,后半部的等温线较稀疏,且离光斑越远,温度梯度越小。熔池高温时间短,焊缝截面熔深大,表现出了激光焊接热量集中、穿透力强的特点。试验所得的熔池温度场界面与试验结果吻合良好,对于分析其复杂的温度场具有一定的理论意义。
激光焊接;数值模拟;焊接温度场
激光焊接技术与传统的焊接方法相比,激光焊的焊接速度快、生产效率高;焊缝深宽比大,热输入小,接头热影响区小,焊接变形小。[1]激光焊接是一个复杂的物理化学过程,[2]熔池反应激烈,利用试验方法对温度场进行研究存在诸多的困难。而且仅仅依靠进行大量的试验进行积累数据而制定适合的激光焊接工艺往往不切合实际,也不经济。而通过采用数值模拟的方法,建立符合实际的有限元模型,往往会取得事半功倍的效果。因此,本文就常用的CO2激光焊接采用复合热源对建立的三维有限元模型进行加载,针对高强钢板的激光深熔焊接的温度场进行有限元模拟,具有一定的现实意义和应用价值。
1 焊接温度场控制方程
在区域Ω中热过程控制方程为:[3]

式中:Q(x,y,z):求解域中的内热源;
c:材料的比热容;
ρ:材料的密度;
T:焊接温度场的分布函数;
T:传热时间。
这些参数中λ,c,ρ都随温度变化。上式为泛定方程,为了获得定解,需要给出定解条件,即微分方程的边界条件和初始条件。焊接温度场的计算通常有以下几类边界条件:
从中小学生发展的观念上看,学生的生活和艺术息息相关,有“生活高于艺术”也有“艺术高于生活”的看法,可无论是什么观点,我们都可以看出在生活中我们必然会接触到艺术。在《写给大家的中国美术史》一书中,看得出象形文字的产生过程与绘画的开始是有巨大的联系的,随着象形文字的逐渐出现,中国人将其赋予结合自然界的想法,文字也越来越丰富;中国人常说“书画同源”,也就是说:文字和图画原本是一样的东西。看古代的文字,和看画一模一样。从绘画的产生我们可以明白,绘画源于生活,也将为我们所用。因此,艺术的绘画层面也慢慢的与我国的教育结合,将教育更加优化、更加出彩。
第一类边界条件,已知边界上的温度值:

第二类边界条件,已知边界上的热流密度分布:

第三类边界条件,已知边界上的物体与周围介质间的热交换:

式中:qs:单位面积上的外部输入热源;
nxβ:表面换热系数;
Tα:周围介质温度;
nx,ny,nz:分别为边界外法线的方向余弦。初始条件是过程开始时物体整个区域中所具有的温度为已知值,用公式表示为:T︱t=0=T0。
2 焊接过程的有限元模拟
2.1 激光热源模型
典型的激光深熔焊接焊缝横截面为“钉头”形状或“沙漏”形状,[4]本文根据试验结果针对“倒喇叭”形状的焊缝进行热源加载。激光穿透焊接过程中高温的光至等离子体对焊接件表面有加热的作用,同时,其余的热量经小孔作用多次折射而被吸收,因此本文采用高斯表面热源和圆柱体热源相结合的复合热源模型进行焊接热源的加载,热源模型见图1。
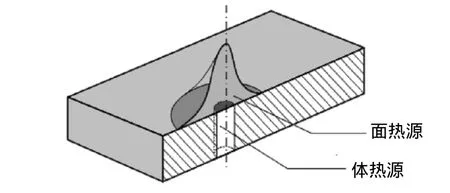
图1 复合热源模型
2.2 边界条件
焊接过程中工件处于高温状态,因此与周围环境产生对流换热,上表面边界条件为:[5]

式中:hf:换热系数;
q:通过上表面吸收的热量;
T0:环境温度。
在其它工件表面(非对称面)对流换热边界条件为:

焊接件是对称的,减小计算成本,取一半工件进行计算。在对称面内温度满足绝热边界条件
2.3 有限元网格划分
选择以焊缝中心为对称轴的一半建立三维有限元分析模型,工件规格为 30×20×4 mm。网格划分中热分析采用SOLID70单元,自由网格划分,网格划分的太粗会导致计算结果的精确度降低和收敛困难,划分的太密则导致计算成本的增加而又不一定会在一定的范围内增加结果的准确性。因此,考虑到焊缝和近缝区有较高的温度梯度,本文采用渐进网格划分,焊缝和距离焊缝较近的区域网格划分较密,远离焊缝的区域网格划分较疏,这样做不仅保证计算结果的收敛性和一定的计算精度,同时还能够尽量降低计算成本。有限元模型共有单元数29 728,节点数为6 356,最小网格尺寸0.1 mm。
2.4 物理模型
试验选择材料为一块4 mm高强镀锌钢板,材料的热物理性能随温度变化而变化(见图 2)。其中假定 700~3 000 ℃的热物理性能保持不变,这种假设的依据见文献。焊缝材料热物理性质假设与母材相同。[6]图中系列1至系列 7分别代表泊松比μ、热导率λ(×10 W/m﹒k)、线膨胀系数η(×10-6K-1)、比热容c(J/Kg﹒k)、热扩散率α(×10-6m2/s)、切变弹性模量G(×104MPa)、弹性模量E(×105MPa)。

图2 网格划分
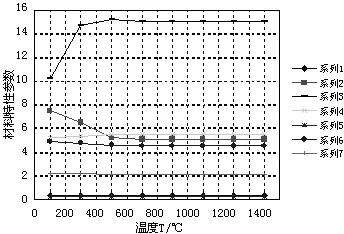
图3 高强钢物理性能参数
2.5 接触条件的确定
在网格划分的过程中,由于要对焊缝部分应用单元生死技术,必须对焊缝和平板这两部分进行分别划分,这样做带来的缺点就是不能够保证位于各接触边界上的节点能够完全重合,而在这种情况下有限元模型各部分之间的热传导是不能正常进行的。为解决这一问题,本文采取的办法是定义平板和焊缝为耦合场中可变形的接触体,它们之间的接触方式是胶合,进而成功的解决了各部分由于边界节点不完全重合而可能导致的热传导不良问题。
3 结果及讨论
图4为焊接过程到t=2.5 s时的温度场分布云图,光斑中心温度达到2 969 ℃,已经高于焊接材料的汽化温度,表明了激光焊接过程中汽化小孔的存在。从工件表面上来看,CO2激光焊接温度场是一组具有梯度的以焊接方向为长轴的椭圆,中心光斑为不规则的圆形。焊接温度场前半部分的等温线较为密集,后半部的等温线较稀疏,且离光斑越远,温度梯度越小。
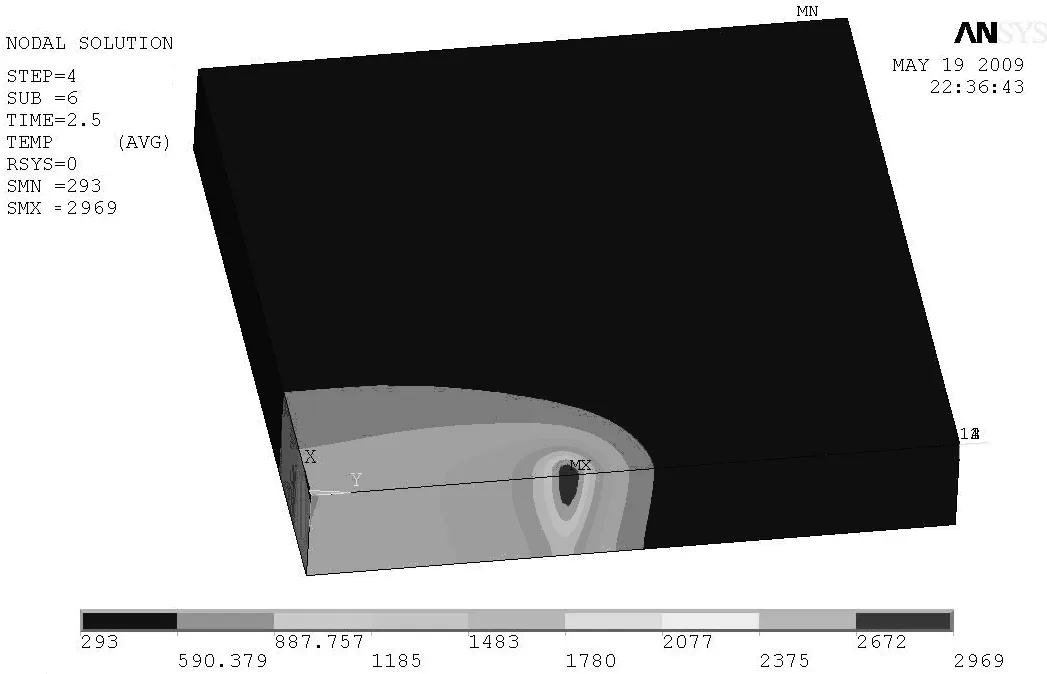
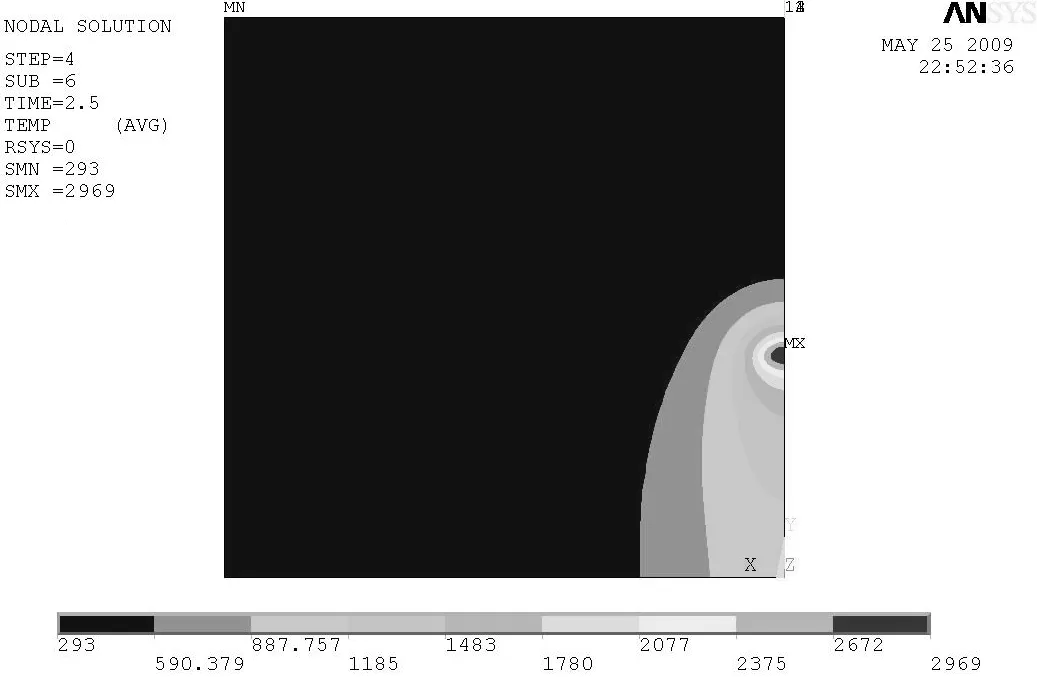
图4 2.5 s温度场分布云图
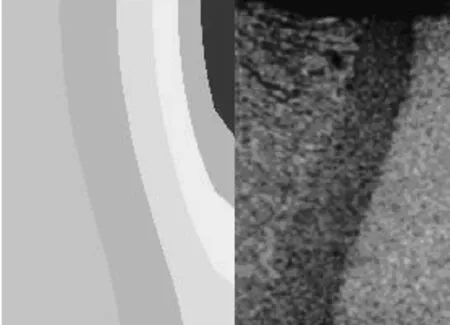
图5 焊缝截面计算结果与实际结果对比

图6 远离焊缝各点时间-温度分布曲线
图5表明焊缝熔池的形状呈“倒喇叭”形,焊缝表面的温度场较宽,垂直焊缝向下逐渐变窄,与其它焊接方法所形成的焊接接头相比,焊缝截面熔深更大,表现出了激光焊接穿透力强的特点。图6为远离焊缝各点随时间的温度变化曲线,结果表明,焊接开始后温度场存在着极大的不平衡,工件升温极为迅速,体现了激光焊接快速加热的特点。
温度场高温区间狭窄,熔池高温时间短,远离焊缝中心的各节点位置降温迅速。
4 试验验证
为验证本文中所进行有限元温度场分析结果的准确性,严格按照有限元模拟的焊接工艺参数进行了焊接试板试焊,焊接材料为4 mm厚高强镀锌钢板,采用CO2激光焊接。从图5实际焊缝截面与熔池截面计算结果对比可以看出,焊缝截面与有限元计算结果得到的焊缝熔池截面上下表面与各部分宽度基本一致,形状相同,符合的很好。可以确认,本文所选择的高斯表面热源加圆柱体热源所构成的复合热源非常适合于CO2激光焊接的数值模拟过程。
5 结论
(1)本文通过采用高斯表面热源加圆柱体热源的复合热源模式,成功的实施了高强钢板的CO2激光焊接过程的数值模拟,对于分析其复杂的温度场具有一定的理论意义。
(2)CO2激光焊接温度场是一组具有梯度的以焊接方向为长轴的椭圆。光斑中心前半部分的等温线较为密集,后半部的等温线较稀疏,且离光斑越远,温度梯度越小,温度场高温区间狭窄。
(3)焊缝熔池的形状呈“钉头”形状,焊缝截面熔深大,表现出了激光焊接热量集中、穿透力强的特点。
(4)根据远离焊缝各点的时间温度分布曲线可以看出,熔池高温时间短,升温迅速。
1 余淑荣、樊 丁、熊进辉.铝合金不等厚板的 CO2激光拼焊及数值模拟[J].中国激光,2008(11):1795~1800
2 Wang Hong, Shi Yaowu, Gong Shuili. Modelling of the keyhole formation under high intensity laser power[J].Chinese Lasers,2007(4): 564~568
3 Teng Tso-Liang, Lin Chih-Cheng. Effect of welding condition on residual stresses due to butt welds[J]. International Journal of Pressure Vessels and Piping, 1998(12): 857~864
4 数值分析在焊接中的应用[M].上海:上海交通大学出版社,1985
5 陈军城、俞海良、芦凤桂等.高强钢激光穿透焊熔池温度场数值模拟[J].应用激光,2008(3):177~180
Deep penetration laser welding of high strength steel Numerical simulation of tem perature field
Wang Liping
Numerical Simulation on CO2Laser Welding of High Strength Steel Establishing a 3D finite element with a hybrid heat source and do numerical simulation on laser welding of High Strength Steel based on ANSYS. The hybrid heat behinds gauss surface heat source and cylinder heat source together. The result of welding temperature filed and molten pool showed that the welding temperature filed of CO2laser welding is like a elliptic in which the long axis is along welding direction. In the front of the spot center, the isotherm is more densely then which in the behind. The temperature of welding is short and the welding penetration is well. In this paper, numerical simulation on CO2laser welding of tailored blank conform to reality, which has practical significance on complex welding temperature filed.
CO2laser welding; numerical simulation; welding temperature filed
TG456.7
A
1000-8136(2010)33-0010-03
猜你喜欢
建材发展导向(2022年20期)2022-11-03
农业工程学报(2022年12期)2022-09-09
矿冶工程(2022年3期)2022-07-06
农业工程学报(2022年5期)2022-06-22
陶瓷学报(2021年4期)2021-10-14
汽车实用技术(2021年1期)2021-01-25
东北大学学报(自然科学版)(2020年10期)2020-10-19
华东师范大学学报(自然科学版)(2019年3期)2019-06-24
物理学报(2019年4期)2019-03-16
故事会(2015年21期)2015-11-17
