立式轴承压装机上料机械手设计
2010-03-23 09:30龚青山常治斌任爱华张光国
湖北工业大学学报 2010年4期
龚青山,常治斌,任爱华,张光国
(湖北汽车工业学院机械工程系,湖北 十堰 442002)
随着社会的发展,拥有高效率和高质量的自动化装配线才能适应现代化进程的要求.针对东风汽车某公司立式轴承压装机使用过程中,人工上料效率低、劳动强度大等问题,作者通过深入研究和分析,以及对现有装配线现场调研,设计出能实现自动上料的立式轴承压装机上料机械手,实现了上料自动化,使得劳动强度大大降低,生产效率得到很大提高.
1 技术要求与参数分析
1.1 整体分析
该压装机由压装置、托盘送料装置、定位装置、升降装置等几部分组成(图1)[1].
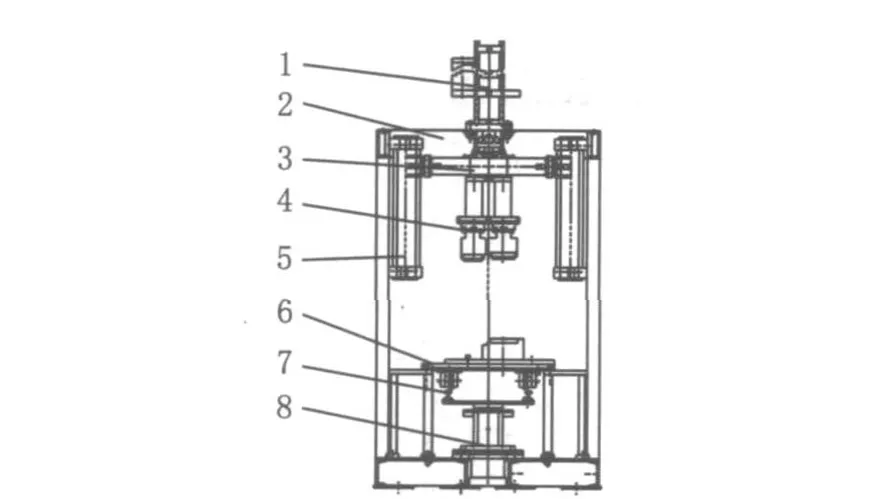
图1 立式轴承压装机结构简图
当变速箱中壳通过自动线导轨传输到该压装机的托盘送料装置后,升降装置向下运动,托盘下落通过定位装置定位在压装机的工作台上,压装装置联接在移动横梁上,要安装的变速箱中壳中间轴、二轴轴承外圈套在压头上,主气压缸带动横梁向下运动,经过快速定位行程和压装行程及快速返回行程3个过程,完成轴承外圈的压装.装配过程中工人需要手动将中间轴、二轴轴承外圈套在压装机的压头上.
通过分析压装机的整体布局,压装机工作平面上可用于安装机械手的面积粗略为164×420,这就要求在设计方案中时刻考虑空间的要求.除此之外,在压装机的左右壁面上均安装有其他零部件,这就要考虑这些零部件对加装机械手的影响.
本机械手是将料箱的轴承外圈送往高度为650mm的两个压头上,上料零件的质量约为0.2~0.3 kg(图2),因此整个工作过程的速度要求不高,同时承载的扭矩和力也不高.由于压装机压装零件体积质量都比较大,装卸很不方便,使得机械手的工作周期较长,安装过程有15 s左右的时间,工件摆放位置与安装位置之间有大约90°夹角,垂直距离约为550 mm.
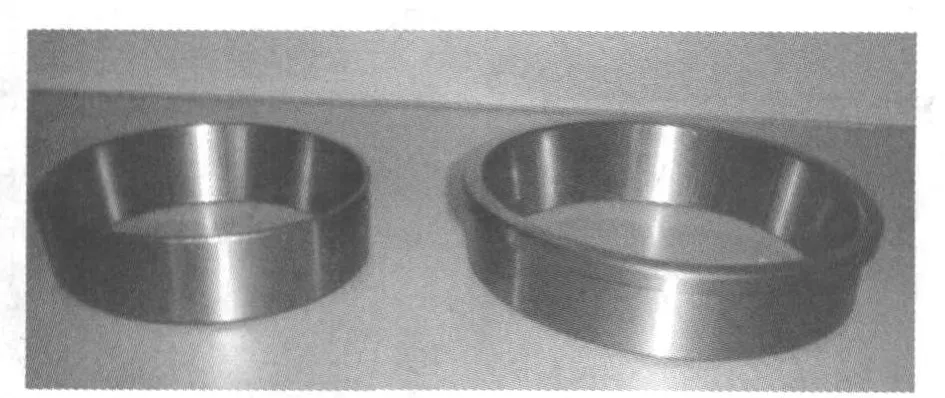
图2 变速箱中壳中间轴、二轴轴承外圈
1.2 技术要求
设计要求如下:1)便于安装和维护;2)为了实现多品种切换,机械手运动轨迹必须是可调节的;3)具有较高的可靠性和稳定性,同时还应具有较高的定位精度;4)机械手反应时间短.
2 机械手总体方案设计
目前工业中应用的机械手,都已经逐渐发展为工业机器人,大多由操作机(机械本体)、控制器、伺服驱动系统和检测传感装置组成,是一种复杂的机电一体化的生产设备.而在本压装机中所使用的机械手由机械本体,伺服驱动(气压)和检测传感装置组成,主要部分为机械本体,也是该机械手的重点研究对象.
通过分析其他类型的上料机械手技术参数和要求,机械手的结构设计主要分为2个部分:手部部分(末端操作器)和主体部分.手部部分主要用于夹取零件,主体部分主要作用是控制手部的运动轨迹和速度,同时也负责零件的定位.
2.1 手部设计
机械手手部部分(以下简称手部)是机械手的重要组成部分,它由手指(手爪)、驱动机构、连接及支承元件组成,通过对手爪的开闭动作控制实现对工件的夹持,机械手手部结构如图3所示[2,3].
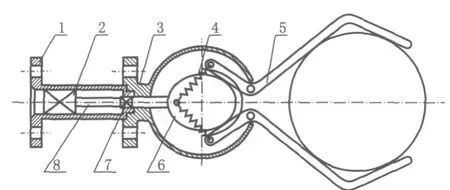
图3 手部结构图
工作时活塞杆8推动推饼推力杆6,在推力杆6的作用下,其顶端的椭圆型推饼挤压两侧的手爪5,使得手爪产生一定角度的旋转,从而达到手爪的张开闭合.当活塞杆向前运动时可使手爪闭合,当活塞杆向后运动时,在弹簧收缩力的作用下可使手爪张开.整个过程只产生空间平移运动,而不产生旋转运动.机械手手部的机构运动简图如图4所示,自由度:F=3n-2Pl-Ph=3×2-2×2-1=1,所以得出该机械手有确定的运动,能完成夹取零件的工作.该手爪的设计优点是结构简单,易于控制,在活动张角不大的情况下,能够有效抓取零件,并产生足够的夹紧力和足够的强度刚度.
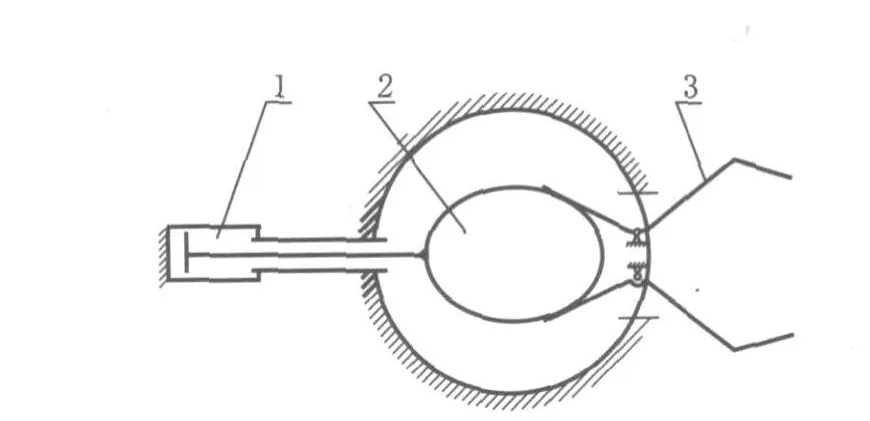
图4 手部结构简图
2.2 主体部分的设计
主体部分(以下简称主体)相当于机械手的支撑部件,它主要负责控制机械手在空间的运动轨迹.在上料过程中,该机械手只需产生1次平移运动和1次旋转运动即可.故而平移运动也采用气压缸驱动控制,考虑到机械手可利用的空间有限,无法容纳较多的零部件,因此旋转运动采用了空间凸轮机构来完成,即根据运动轨迹在圆柱面上设计出曲线凹槽,使整个手部沿着该曲线凹槽运动(图5)[2,3].
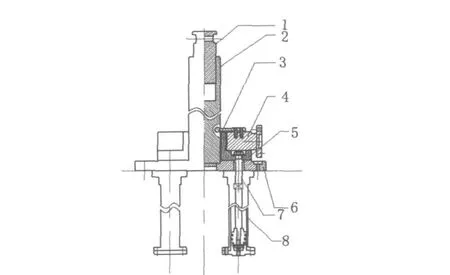
图5 主体结构图
当机械手夹取工件后,与支撑体相连的旋转体依靠从圆柱凸轮机构,使得旋转体带动手部产生旋转运动.这样就可以完成手部在空间的曲线运动,最终使工件顺利地套在压头上.该结构的优点是结构简单,可靠性高,同时能很好地利用压装机自身的气压源,而不需要另外加装驱动源.
3 机械手总体结构
该机械手安装在立式压装机左侧部位,实现自动上料的工作.在配合压装机压头压装过程中需要保证较高的精度,同时要与压头的压装周期相一致,所以在机械手结构设计时,需要考虑机械手在压装机工作台的安装尺寸,此外,导柱上导向槽的设计要使手部运动满足送料的要求.因此机械手的结构设计要充分考虑安装位置精度和导向结构要求.如图6是该机械手与压装机总装配示意图[2,3].
图6 机械手总装配示意图
4 结束语
该结构设计中采用气压缸提供动力,运动平稳可靠,清洁无污染,同时机械手的运动轨迹通过空间凸轮机构实现,保证了送料的稳定高效.通过应用这种自动上料机械手,缩短了产品装配的时间,提高劳动生产率,保证了产品装配质量,实现了装配线的自动化,为企业获得更高的效益.
[1]常治斌,任柏林,龚青山,等.YZ-I型立式轴承压装机研制及应用[J].机械设计与研究(增刊),2009,25:211-213.
[2]成大先.机械设计手册[M].北京:化学工业出版社,2004.
[3]甘永立.几何量公差与检测[M].北京:高等教育出版社,2003.
猜你喜欢
橡塑技术与装备(2021年24期)2021-12-30
橡塑技术与装备(2021年12期)2021-06-24
减速顶与调速技术(2021年3期)2021-03-09
橡塑技术与装备(2021年1期)2021-01-05
机电信息(2020年33期)2020-11-29
河北省科学院学报(2020年4期)2020-03-19
装备制造技术(2019年6期)2019-08-15
电子制作(2018年24期)2019-01-03
上海铁道增刊(2017年3期)2018-01-22
荣誉杂志(2017年7期)2017-08-23