浅谈精磨车床的改造
2010-03-16 01:19曾婕
装备制造技术 2010年11期
曾婕
(广西柳州钢铁(集团)公司 机械制造公司,广西 柳州 545002)
胶辊是冷轧板坯设备上的易损易耗件,在一条生产线上,直径小于Φ800 mm的胶辊组分15种约350条。在正常生产使用的情况下,平均每3个月需更换修复一次,是一块具有经济效益的项目。然而,在生产订单未达到一定批量时,单针对冷轧连轧板坯设备而采购专业磨床,显然是不合适的。为此,对现有的C630普通车床进行了适当改造,将切削刀盘改装成砂带磨削磨头,用最少的制作成本获取最大的利润。
1 聚氨酯橡胶辊
聚氨酯橡胶由聚酯或聚醚与二异氰酸酯类化合物聚合而成,耐磨性高于其他橡胶,强度高,耐油性优良,其他如耐臭氧、耐氧及日光老化、气密性等均很好。缺点是耐热、耐水、耐酸碱性能差。而作为用聚氨酯及聚亚安酯作表衬的胶辊,具有高强度、抗耐磨、耐油、耐腐蚀、硬度范围广、与金属粘接牢固不脱胶等特点,被广泛应用于冶金、造纸、煤炭、木材加工、化纤、纺织、印刷等各种行业。如冶金制造业中张力辊、压力辊、挤压辊、托辊、涂覆辊等;造纸业中压榨辊、罗纹辊等。
(1)使用情况。在正常生产情况下,冷轧橡胶辊一般使用3~6个月就必须进行修磨,每次最小的修磨量,应能保证把疲劳层清除,此层深度一般为0.15~0.30 mm。夹送辊、张力辊、导辊等工作一段时间后,应彻底清除毛面层和疲劳层(此层深度一般为2~5 mm),并在加工过程中防聚氨酯橡胶剥落。

图1 胶辊切削用刀具
(2)胶辊切削用刀具。因胶辊表面硬度没有普通的钢材硬,具有较强的柔韧性,在切削胶辊磨损层时,需要用专门的切削刀具,如图1所示的用白钢刀经线切割所形成的具有较大切削刃及圆角的刀具,才适用于胶辊的切削。
(3)胶辊修磨方式。而胶辊硬度一般在60(邵尔A)以下的,可先在车床上用专用胶辊刀具将磨损胶辊表层旋切掉2~3 mm的磨损层,再以砂轮磨光;橡胶硬度在65(邵尔A)以上的胶辊,在车床上旋切至要求规格后,也可以用砂布进行砂光,也可采用柔性砂布带研磨装置表面加工。
2 冷轧生产线使用的轧辊类型与数量
冷轧生产线上所使用的轧辊类型与数量见表1。
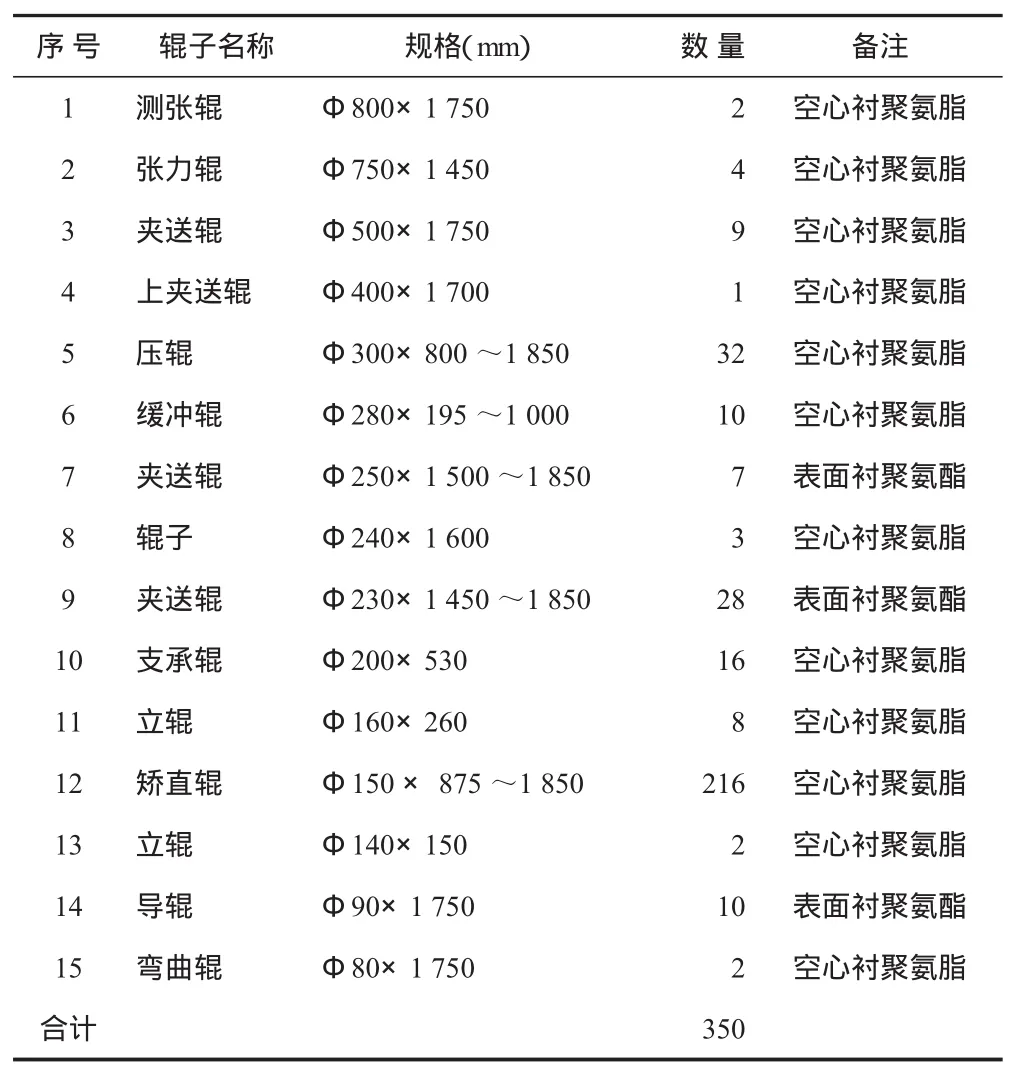
表1 冷轧生产线上所使用的轧辊类型与数量表
3 聚氨酯橡胶辊在车床上的加工
3.1 车床的选择
(1)直径≤400 mm、长度≤1300 mm的表面衬聚氨酯、聚亚安酯的胶辊,可以考虑在普通的车床将走刀盘改成砂带装置,进行磨削或砂轮磨削;
(2)直径≥400 mm而≤1 200 mm、长度≤4 500 mm的表面衬聚氨酯、聚亚安酯的胶辊,可以考虑在普通C611车床或外圆磨床M1380上进行磨削(因为轴头直径不可能大于辊身尺寸),磨头可以采用砂轮,也可以选用砂带磨削;
(3)其他的剪刃用平面磨床就可以满足客户使用要求,不再列入考虑范围。
3.2 磨料的选择
(1)砂轮选用超硬磨料人造金钢石M-SD(粒度36/54~65/80),主要用于硬、脆材料的精磨、研磨和抛光等。
(2)砂带采用耐水砂布带法以棉布为背材,磨料宜用粒度为63~40标准氧化铝、黑色或绿色碳化硅。
3.3 润滑冷却剂的选择
(1)采用加有2%浓度的氢氧化钠水溶液作为润滑冷却剂;
(2)采用苏打水(Ⅱ),用于黑色金属与非铁金属磨削,适于金刚石砂轮(树脂结合剂砂轮不用)。
3.4 磨削方式的选择
砂带磨削与普通磨削相比较,有以下优点:
(1)磨削效率高。砂带尺寸较大,有极高的金属切除率。砂带磨削的效率,已达到铣削的10倍,普通砂轮磨削的5倍,有“快削法”之称。
(2)可有效减少工件的变形、烧伤。砂带磨削时,砂带和加工表面间的接触面间的接触面积较大,散热时间长,散热性好,有“冷态”磨削之称。加工精度一般可达到普通砂轮磨削的加工精度,有的尺寸误差控制在±0.005 mm,最低可达0.001 2 mm,平面度误差已控制在0.001 mm以下。
(3)具有适当的柔性,有较好的跑合和抛光作用。砂带磨削时,砂带可反贴于工作曲面进行磨削,可磨削各种复杂的成形面,有“弹性”磨削之称。工件表面粗糙度可达Rα0.8~0.2μm,且比较均匀。
(4)设备结构简单,制造成本低。砂带磨床比普通磨床结构要简单,其传动链短,机床功率利用率可达85%以上。
(5)适应性强。可在普通机床(车床、立式车床、龙门刨床等)上,利用砂带磨头对外圆、内圆、平面进行磨削加工。
(6)磨削稳定性好。砂带装在接触辊(上轮)上,接触辊(轮)极少磨损,传动比固定不变,可使砂带保持恒速,从而增加了磨削的稳定性。
(7)辅助时间少。工件一次定位后,可多次更换砂带完成全部加工,无需像砂轮那样进行平衡和修整。
(8)操作简单,维修方便,安全可靠。
砂带磨削虽然具有诸多优点,但由于砂带磨床中某些部件(如接触辊)的结构性能差异、砂带的选择及砂带的速度与削液的选用等因素的影响,在砂带磨削中也常会产生一些缺陷,但都可以采取一些技术措施进行消除,不作为主要的考虑因素。
4 车床改造方案的确定
将C620普通车床及C611车床的走刀箱进行改造,设计两套砂带磨头,采用砂带磨削的方式进行胶辊或其他辊件的磨削。采用耐水砂布带法以棉布为背材,磨料宜用粒度为63~40标准氧化铝、黑色或绿色碳化硅;采用加有2%浓度的氢氧化钠水溶液作为润滑冷却剂进行磨胶辊。现用的M1380磨床则可以选取用人造金钢石M-SD(粒度36/54~0/0.5)进行普通磨削磨胶辊,或正常磨削含铬的其他辊轴。砂带磨头的设计,具体阐述如下:
(1)如图2所示,电机选择一普通的三相电机Y100L1-4就能满足砂带粗磨圆周速度为15~35 m/min及精磨时则为0.1 m/min的要求。

图2 砂带磨头设计示意图
(2)底座的螺孔要与待改造机床上的刀架孔吻合,即在设计前要先对拆卸刀架后的走刀箱上的螺栓位置进行测量,磨头底座的螺孔位置尺寸要与实际测量尺寸来制作。
(3)粗磨时,为了提高磨削速度及强度,直接采用(如图2)砂带2的方式,即工作砂带轮直接对着辊面进行磨削,精磨时再换成(如图2)砂带1的磨削方式,即利用2个工作砂带轮中间的砂带进行精磨、抛光。
(4)如图2所示,调整块上下滑动便于砂带的安装及张紧,如只进行粗磨时,还可以拆卸。
(5)整个设计结构简单可行,整套工装的生产成本按现市场价核算,不超过1 600元。
砂带磨削的操作技术,参照《中级磨工技术》。
必须注意的是:砂轮或砂布带在研磨过程中的圆周速度为15~35 m/min,精磨时则为0.1 m/min,砂轮与砂布带旋转方向与胶辊的旋转方向一致。在砂轮和胶辊产生磨削的接触点上,其旋转方向是相反的,研磨时不得使胶辊胶层发热。
胶辊表面精度的检验,参照《橡胶工业制品加工技术》中的胶辊表面加工。
5 结束语
通过对普通车床上的刀架进行改造,基本达到了磨削胶辊精度要求,并从经济上分析可以看出,整个设计制作成本不高,简单易行。实践证明,采用简单设计磨头工装,在现有的机床设备情况下,以最经济的方式实现对胶辊的修磨,为企业创造了效益。
[1]邵奇惠.中级磨工技术[M].北京:机械工业出版社,2005.
[2]翁国文.橡胶工业制品加工技术[M].北京:化学工业出版社,2005.
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
纺织器材(2020年5期)2020-12-21
纺织器材(2020年4期)2020-12-14
世界最新医学信息文摘(2020年50期)2020-07-14
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
组合机床与自动化加工技术(2014年12期)2014-03-01
中国设备工程(2014年2期)2014-02-28