
酸乳发酵工艺的优化*
2010-01-03 03:33:38冷云伟
食品工程 2010年4期
孙 然 冷云伟 张 明 伏 梅 王 波
(1中国矿业大学化工学院,徐州 221116) (2维维集团,徐州 221111) (3徐州市产品质量监督检验所,徐州 221000)
酸乳发酵工艺的优化*
孙 然1**冷云伟1张 明2伏 梅2王 波3
(1中国矿业大学化工学院,徐州 221116) (2维维集团,徐州 221111) (3徐州市产品质量监督检验所,徐州 221000)
在单因素试验的基础上,通过正交实验对酸乳发酵工艺进行优化,得最佳工艺为保加利亚乳杆菌与嗜热链球菌质量比为1∶1,接种量为3g/100 g,发酵温度为43℃,乳固体含量为10 g/100 g。
乳酸菌;工艺优化;酸乳
乳酸菌是指一群可发酵碳水化合物产生乳酸的的球菌和杆菌。酸乳具有减轻乳糖不耐受症、调整肠胃、减少疾病等功能,但酸乳生产中易出现发酵时间长,菌种活力不够等问题,因此,进行酸乳工艺的优化具有实际的意义。
1 材料与方法
1.1 实验材料
a)菌种,混合型乳酸菌(保加利亚乳杆菌和嗜热链球菌),由法国罗地亚公司提供;
b)新鲜无抗牛乳,收购合格奶源;
c)脱脂奶粉,新西兰产。
1.2 实验方法
a)酸度测定:依照GB/T5009.46-2003的方法进行;
b)产品感官评定:由6名经验丰富的现场品控人员组成,采用百分制对产品的质地、外观、香味和滋味进行评定,6个数据取整数平均值。
2 结果与分析
2.1 单一菌种发酵实验
2.1.1 嗜热链球菌
2.1.1.1 接种量
接种量分别取1g/100 g、3 g/100 g、5 g/100 g,优质鲜奶43℃连续发酵12 h,每2 h测一次酸度,具体如图1所示。由图1可知,接种量不同,产酸速度不同,随着接种量的增大,产酸速度增大。接种量为3g/100 g和5 g/100 g组,在发酵的2 h~4 h产酸速度增大,12 h后酸度分别长到76oT和89oT,虽然3 g/100 g组的酸度相比5 g/100 g的有点低,但基本达到要求,且凝乳状态良好;而1g/100g组产酸速度缓慢,4 h~6 h产酸速度稍有提高,但随后又进入缓慢状态,12 h后酸度仅达到62oT,凝乳状态不好,质地松软。所以,对于嗜热链球菌来说,接种量应取3 g/100 g~5 g/100 g。
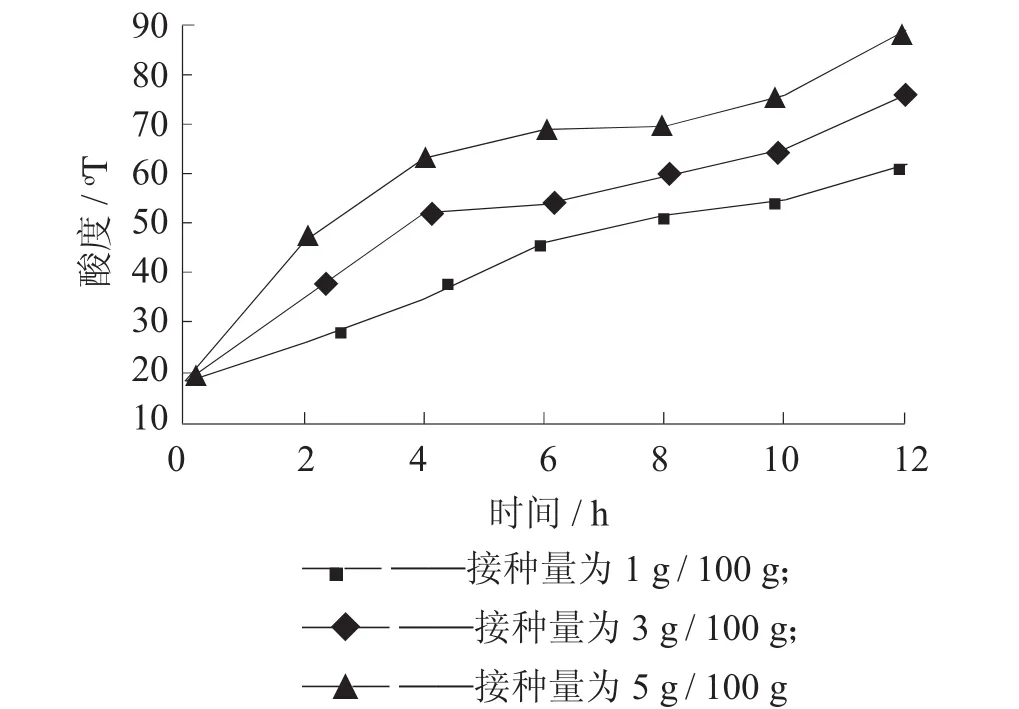
图1 不同接种量对嗜热链球菌发酵的影响
2.1.1.2 发酵温度
发酵温度分别取40℃、43℃和45℃,接种量3 g/100 g,发酵12 h,2 h测一次酸度,如图2所示。由图2看出,发酵温度为40℃时,嗜热链球菌生长缓慢,一开始产酸速度很慢,直到8 h时产酸速度才有所加快;而45℃时的高温会抑制嗜热链球菌的正常生长,产酸活性下降,因此酸度增加也很慢,12 h后仍达不到要求的酸度。所以对嗜热链球菌来说,40℃发酵12 h后酸乳凝乳状态良好,但需要的时间太长,不利于酸乳生产进程,发酵温度应选43℃。
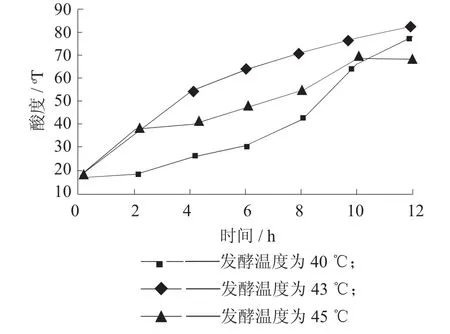
图2 不同发酵温度对嗜热链球菌发酵的影响
2.1.1.3 乳固体含量
乳固体含量分别取8 g/100 g、10 g/100 g、12g/100g,接种量取3g/100g,43℃发酵12h,2 h测一次酸度,结果见图3。
由图3结果可知,乳固含量8 g/100 g组在发酵12 h后酸度只达到78oT,没有达到要求,且在发酵的2 h~4 h,产生乳清较多。乳固含量10 g/100 g组和12 g/100 g组酸度在8 h时就分别达到89oT、97oT。因此,对于嗜热链球菌来说,乳固体含量应在10 g/100 g以上。
2.1.2 保加利亚乳杆菌
2.1.2.1 接种量

图3 不同乳固体含量对嗜热链球菌发酵的影响

图4 不同接种量对保加利亚乳杆菌发酵的影响
接种量分别取1g/100g、3 g/100 g、5 g/100 g,用优质鲜奶,43℃连续发酵12 h,酸度变化见图4。可以看出,接种量的多少对产酸速度影响很大,接种量越大,产酸速度越快。对于保加利亚乳杆菌来说,接种量为3 g/100 g组在发酵4 h~6 h产酸速度加快;5 g/100 g组的从发酵一开始产酸速度就很快,产生的酸味较强烈,有大量的乳清析出;1 g/100 g组酸度增长的速度一直很缓慢,12 h后酸度仅达到79oT,并且质地松软,可以看见有轻度的流动状态,凝乳效果不理想。综上分析,对于保加利亚乳杆菌来说,接种量选择3 g/100 g较适宜。
2.1.2.2 发酵温度
同嗜热链球菌一样,发酵温度分别取40℃、43℃、45℃,接种量3 g/100 g,保温发酵12 h,2 h测一次酸度。结果见下页图5。由图5可知,发酵温度越高,产酸速度也越快。发酵温度为43℃、45℃,在发酵6 h~8 h产酸速度加快,12 h后酸度分别达到99oT、109oT;40℃发酵时产酸速度相对比较缓慢,12 h发酵酸度为77oT。40℃发酵12 h酸度达不到要求,45℃发酵析出的乳清比较多,因此,发酵温度选取43℃。

图5保加利亚乳杆菌不同发酵温度对发酵的影响
2.1.2.3 乳固体含量
同嗜热链球菌,乳固体含量仍取8 g/100 g、10 g/100 g、12 g/100 g,接种量3 g/100 g,43℃发酵12 h,每2 h测一次酸度,结果见图6。由图6结果可以看出,乳固体含量不同,产酸速度不同,乳固体含量增大,产酸速度也增大,与其他两组相比,乳固体含量为8 g/100 g组的酸度增长缓慢,最终酸度达到79oT,基本达到要求,但乳清析出较多,凝乳效果也不好,质地松软。因此,对于保加利亚乳杆菌来说,乳固体含量为10 g/100 g就能满足发酵的要求。
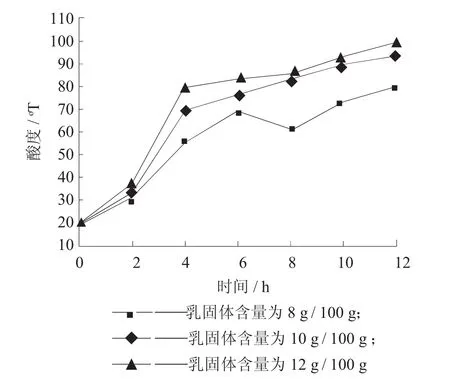
图6 保加利亚乳杆菌不同乳固体含量对发酵的影响
2.2 酸乳发酵工艺优化
2.2.1 正交试验
在以上单因素实验的基础上,选取乳固体含量、接种量、发酵温度、菌种配比四个因素进行正交试验,进而对发酵工艺进行优化,采用L9(34)正交试验,每个因素设定3个水平,正交试验因素水平见表1,正交试验结果见表2。
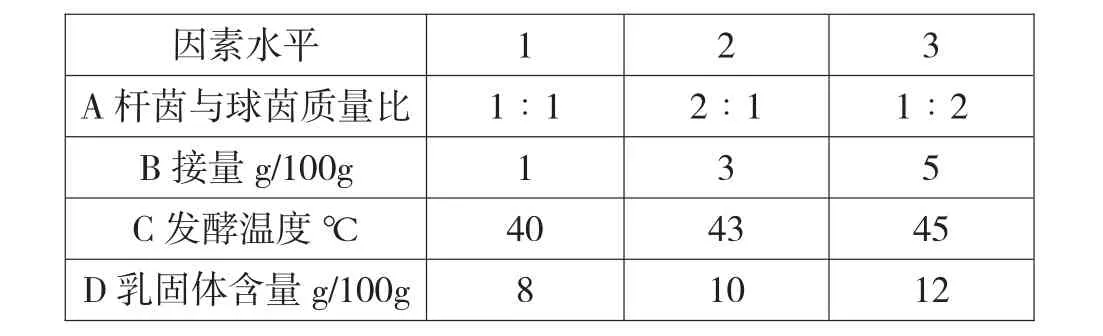
表1 因素水平表
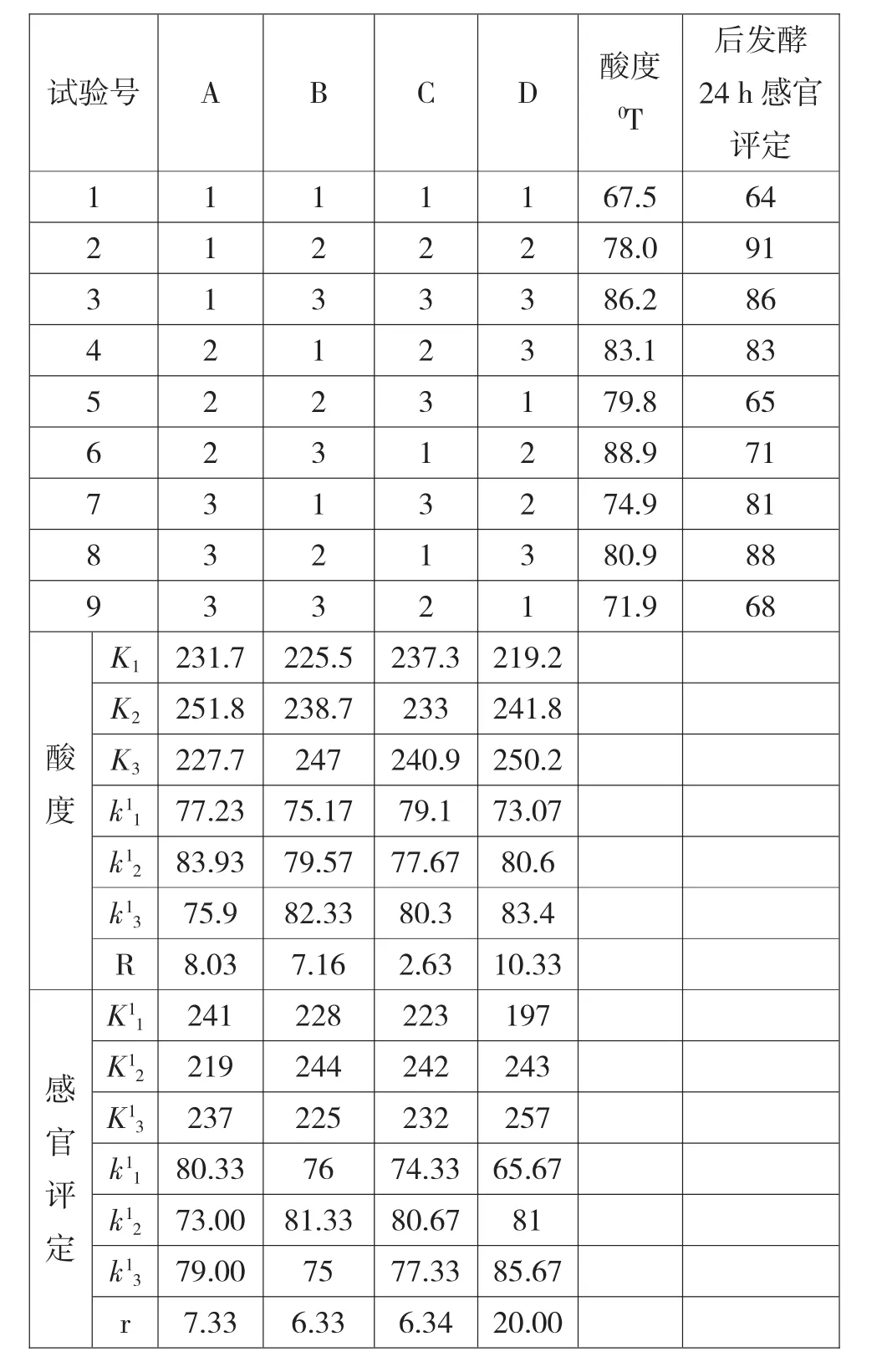
表2 正交试验表
由表2极差分析知,各因素对产酸影响的大小依次为:乳固体含量>杆菌与球菌质量比>接种量>发酵温度,而各因素对感官的影响大小依次为∶乳固体含量>杆菌与球菌质量比>发酵温度>接种量。
2.2.2 最优方案的确定
在该实验中,感官评定是本实验的评定指标,指标越大越好,所以应选取每个因素的K'1、K'2、K'3(或k'1、k'2、k'3) 中最大的值对应的那个水平。由 于 : A 因 素 列 : K'1>K'3>K'2, B 因 素 列 :K'2>K'1>K'3, C 因 素 列 : K'2>K'3>K'1, D 因 素 列 :K'3>K'2>K'1,所以最优方案为 A1B2C2D3,即杆菌与球菌质量比为1∶1,接种量为3 g/100 g,发酵温度为43℃,乳固体含量为12 g/100 g。通过实验发现,乳固体含量为10 g/100 g就基本能达到最优方案的效果,所以在工业生产中为节约成本,乳固体含量取10 g/100 g即可。综合以上分析得到的最优方案为A1B2C2D3(D2)。
3 结论
a)单一菌种发酵试验表明,嗜热链球菌的最优发酵工艺为:接种量为3 g/100 g~5 g/100 g,发酵温度为43℃,乳固体含量为10 g/100 g以上;保加利亚乳杆菌的最优发酵工艺为:接种量为3 g/100 g,发酵温度为43℃,乳固体含量为10 g/100 g以上。
b)由单一菌种发酵实验得出,只有嗜热链球菌时酸度较低,保加利亚乳杆菌的产酸能力大于嗜热链球菌,嗜热链球菌在发酵过程中使产品黏度增加。可见,两种菌混合发酵时,各司其职,嗜热链球菌产生黏度,满足口感上的要求,保加利亚乳杆菌负责后期酸度的进一步提升。
c) 由混合菌种发酵试验可知,菌种配比、接种量、发酵温度及乳固体含量均对酸乳的质地、滋气味产生影响,其中乳固体含量、菌种配比对其影响较大,但各因素之间又是相互影响和制约的。
d)混合菌种发酵试验最佳工艺条件:杆菌与球菌质量比为1∶1,接种量为3 g/100 g,发酵温度43℃,乳固体含量为10 g/100 g以上。
[1]谢继志.液态乳制品科学与技术[M]北京:中国轻工业出版社,2002:10-35.
[2]杨起恒.乳酸菌发酵机理及酸奶工艺优化研究[D].北京:中国农业大学,2005:6-44.
Study on optimization ofyogurt fermentation process
SUNRan1**LENGYun-wei1ZHANGMing2FUMei2WANGBo3
1(School ofchemical engineering,China universityofminingand technology,Xuzhou 221008,China)
2(VVGroup,Xuzhou 221111,China)
3(The school ofproduct qualitysupervision and inspection,Xuzhou 221000,China)
Basing on the single-factor test,the best technology of the orthogonal test is as follows:L.bulgaricus (Lb):S.thermophilus (St)=1 ∶1,the inoculums dosage is 3 g/100 g;temperature is 43 ℃,the total solids are 10 g/100 g.
lactic acid bacteria;yogurt process optimization;yogurt
国家星火计划(2008GA690098)
**孙然,女,1986年出生,硕士,中国矿业大学化工学院在读
研究生。
2010-10-05
猜你喜欢
中国当代医药(2019年20期)2019-09-25 05:03:40
农业机械学报(2019年1期)2019-02-15 07:30:26
中国美容医学(2016年4期)2016-07-25 06:16:52
中国酿造(2016年12期)2016-03-01 03:08:23
食品工业科技(2014年23期)2014-03-11 18:19:04
食品工业科技(2014年15期)2014-03-11 18:17:29
食品工业科技(2014年15期)2014-03-11 18:17:18
华西口腔医学杂志(2013年2期)2013-05-10 01:29:54
俄罗斯问题研究(2012年1期)2012-03-25 09:54:51
俄罗斯问题研究(2012年1期)2012-03-25 09:54:51
