
基于PLC控制的高效蓄热式钢包烘烤器技术的研究
2009-06-20 08:45刘彬
中国高新技术企业 2009年6期
关键词:PLC控制
刘 彬
摘要:高效蓄热式燃烧技术是一种新型的高效节能、环保式燃烧技术。我国近几年在这一技术领域已开始起步,进一步开发和推广这一高效节能、低污染的先进燃烧技术势在必行,发展前景广阔。文章利用这一技术,设计了钢包烘烤器,重点开发了基于PLC控制自动控制系统。
关键词:高效蓄热燃烧技术;钢包烘烤器;PLC控制
中图分类号:TP273文献标识码:A文章编号:1009-2374(2009)06-0051-02
高效蓄热式燃烧技术本质上是一种极限余热回收技术,它尽可能地回收燃烧加热装置的废气显热,降低排烟热损失,提高燃热装置的加热效率。目前,钢包烘烤时烟气的排出温度高达1000℃以上。因此,钢包排烟损失占燃烧总热量的50%~70%,提高钢包热效率的最佳途径就是最大限度地降低其排烟温度。
钢包也称盛钢筒或大包,是用于盛接钢水并进行浇铸的设备。也是炉外精炼设备的组成部分。工作时,钢包内所盛钢水的温度可达1200℃以上。为了保护钢包及很好地保温,钢包中砌挂有耐高温材质的内衬。钢包在新砌内衬,修补内衬和接受浇铸前都要进行烘烤。钢包新砌内衬或修补内衬后进行烘烤的目的是对新砌钢包的内衬浇注料进行烘干脱水。使新砌包内的耐火材料达到最佳工作状态,从而延长包龄。新砌钢包的烘烤,要根据砌筑的耐火材料要求的升温曲线进行。钢包浇铸前进行烘烤的目的是均匀地提高钢包内衬的温度水平,以减少钢水浇铸过程的热损失,达到浇注工艺要求。调查结果又表明,钢铁生产能耗很高,约占全国能源消费总量的10%左右。因此,钢包浇注前的快速烘烤,可以提高工作效率,获得节能降耗等综合效益。
我国原有的钢包烘烤器为立套管式钢包烘烤器(如图1所示),中心管通入煤气,外套管通入助燃空气。通过生产实践,发现立套管式烘烤器存在热能利用率底、烘烤质量差、烘烤时间长、污染严重等缺点。
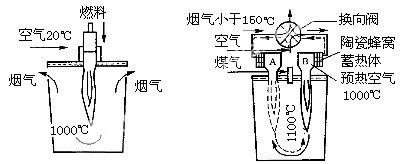
图1 立套管式 图2 高效蓄热式
高效蓄热式钢包烘烤器(如图2所示),以蜂窝陶瓷为蓄热材料对烟气余热进行回收,同时预热煤气和助燃空气。生产实践和试验结果表明,这种钢包烘烤器操作灵活、能源利用率高,满足钢厂的现场条件及钢水包快速、均匀烘烤的要求。
一、高效蓄热式钢包烘烤器的工作原理
高效蓄热式钢包烘烤器技术的原理如图2所示。当燃料和冷空气由A方向通入时,烧嘴A处于燃烧状态,烧嘴B处于排烟引风状态。烧嘴A生成的火焰加热钢包内衬,烟气由引风机抽出,经过烧嘴B,将右蓄热室中的蓄热体加热,加热后烟气以100~150℃的温度经换向阀及排烟系统排入大气。经过换向周期,A、B两组烧嘴交换其工作状态(换向)。换向后,烧嘴A处于排烟状态,而烧嘴B处于燃烧状态,冷空气进入右蓄热室时,被预热至高温,而蓄热体逐渐被冷却;此时,左蓄热室的蓄热体被加热。经过换向周期又换向,过程转换到前一过程,如此循环。这样,进入钢包的冷空气被预热至高温(可达到1000℃左右),而排烟温度减低(可低至100~150℃),大大节省能源。
二、基于PLC控制的高效蓄热式钢包烘烤器的实现
对某厂原有的立套管式钢包烘烤器进行了技术改造。本次改造以天然气为燃料,采用S7-200PLC控制的高效蓄热式钢包烘烤器。对改造后的钢包烘烤器进行了实验测试。
(一)改造后的高效蓄热式钢包烘烤器的主电路
根据工艺要求,设计系统主电路电气原理图如图3所示:
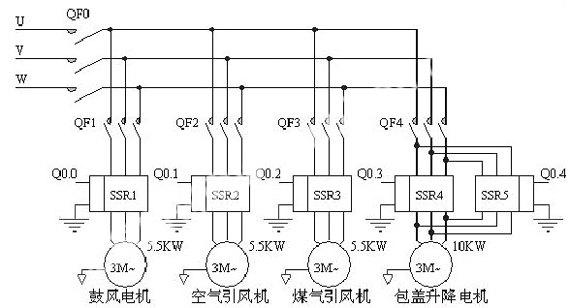
图3 钢包烘烤器控制系统主电路原理图
图中给出了鼓风电机、空气引风电机、煤气引风电机和钢包包盖电机的供电与控制主电路图,采用大功率固态继电器功率模块对电机进行启动与停止的控制,方便地实现与PLC的接口,使控制简单便捷,便于功率模块的安装,可以安装在同一个散热板上,集中进行散热,减小了安装空间,克服了钢厂环境较差,容易产生粉尘,对接触器危害较大的弊端,增加了系统的可靠性。
模块选择输入控制电压为3~24V,输出电压为400V,输出电流为30A的三相固态继电器功率模块。
(二)控制电路
硬件的实现:由于本改造方案中,根据被控设备的信号源统计,并对输入、输出点的信号类型进行分析,可知涉及的输入信号共有25点数字量直流输入(需24VDC供电),输出负载共需要30点数字量直流输出(需24VDC供电)。因此选用CPU226一块24DI/16DO, EM223 8DI/8DO模块一块;EM222 /8DO模块一块,均为晶体管输出。同时配备一块24VDC,输出电流为5A的稳压电源。
软件的实现:本系统的软件设计主要是PLC的软件设计,使用的软件编译环境为西门子公司的STEP7。在程序设计中,充分考虑预防煤气泄露等问题所需要的声光报警以及联锁保护等,确保系统的运行安全。
三、结论
作为一项跨世纪的先进节能环保技术,采用高效蓄热式钢包烘烤器技术能够最大程度地实现高产、优质、低耗和低污染,完全符合我国可持续发展的战略要求。该项技术在邯钢应用成功后,国内钢铁企业迅速推广,目前已有太钢、武钢、南钢等30余家企业50多座高效蓄热式钢包烘烤器投入运行,均取得十分显著的节能效果。该项技术高效、节能和环保的多重优越性及巨大的技术经济效益和社会效益正在被越来越多的企业所认识,并且正在拓展到石化、陶瓷、玻璃、锅炉、机械等行业的热工设备上。采用该项技术后,平均节能率可达30%,预计每年可给国家节约3000万吨以上标煤,可为中国的企业带来300亿元以上的经济效益。
参考文献
[1]萧泽强,吉川邦夫.高温空气燃烧新技术讲座.中国科学技术协会工程学会联合会,北京,1999.
[2]郭震,贾恩宝.蓄热式燃烧技术在钢包烘烤器上的应用[J].工业炉,2005,27(3).
[3]Ou Jianping,Hsiao Techiang.Investigation and Application of HTAC in China.HTACG5:Fifth International Symposium on High Temperature Air Combustion and Gasification,Yokohama,2002,(10).
猜你喜欢
科技与创新(2017年1期)2017-02-16
山东工业技术(2016年24期)2017-01-12
建筑建材装饰(2016年11期)2016-12-29
科技创新与应用(2016年34期)2016-12-23
科学与财富(2016年18期)2016-12-22
