
金工实习中消失模铸造的基本技术要求
2009-05-25 09:01何楚亮孙振忠
中国教育技术装备 2009年9期
关键词:教学
何楚亮 孙振忠
摘要 金工实习是工科学院学生的重要实践环节。消失模铸造作为较先进的铸造方法在工业领域有着广泛的应用。在金工实习铸造教学中引进该项技术,对于学生提高实践能力,增强工程意识,达到培养目标的要求有着十分重要的作用。就消失模铸造技术在金工教学中的应用、存在的问题、教学注意事项等展开有益的探讨。
关键词 金工实习;消失模铸造;教学
中图分类号:TG249.6 文献标识码:A 文章编号:1671-489X(2009)09-0054-02
Introduce Basic Technical Requirements of Lost Foam Process in Metalworking Practice//He Chuliang, Sun Zhenzhong
Abstract Metalworking practice is an important aspect of practice for Engineering Academy students. Lost Foam Process as the more advanced casting methods in the industrial field has a wide range of applications. Introduction of the technology of Casting in the metalworking practice teaching have a very important role in the students practical ability to improve and enhance the awareness of the project to achieve the requirements of training objectives. This article has a useful discussion on the application in metalworking teaching, the problems, teaching attention of the Lost Foam Process technology.
Key words metalworking practice;Lost Foam Process;teaching
Authors address School of Mechanical Engineering, Dongguan University of Technology, Dongguan, Guangdong 523808
铸造行业是制造业的重要组成部分,对国民经济的发展起着重要作用。面对全球化竞争的挑战,要十分重视包括铸造行业在内的材料成形制造业的发展。学生进行金工实习的目的就是通过亲自动手来训练其动手能力,并通过金工实习对各种加工生产方法有更多的了解。作为制造业重要组成部分的铸造加工业,它是学生金工实习内容中必不可少的。而消失模铸造技术作为一种铸件近静形成形方法,近年来得到了快速发展。在国外,由于机械化、自动化的消失,模铸造生产线陆续建成投产并产生显著的经济和社会效益,使消失模铸造技术显现出强大的生命力。随着该项技术在金工教学中逐渐展开,带来了一系列技术及安全问题,因此,本文提出消失模铸造在金工实习中的一些基本技术要求,对于该技术在金工实习中的推广应用具有重要的现实意义。
1 消失模铸造工艺特点
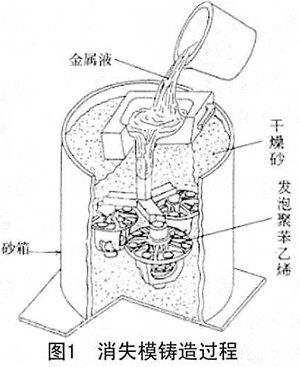
消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法[1]。如图1所示。
消失模铸造技术作为一种铸件近静形成形方法,近年来得到快速发展。在国外由于机械化、自动化消失模铸造生产线的陆续建成投产及所产生的显著的经济和社会效益,消失模铸造技术显现出强大的生命力。其工艺特点有:铸件精度高、无余量、无需取模、无分型面、无砂芯、没有飞边毛刺和拔模斜度。消失模铸造工艺与其他铸造工艺一样,有它的缺点和局限性,并非所有的铸件都适合采用消失模工艺来生产,要进行具体分析。
2 基本工艺流程
该法按EPC工艺先制成泡塑模型,涂挂特制涂料,干燥后置于特制砂箱中,填入干砂,三维振动紧实,抽真空状态下浇注,模型气化消失,金属置换模型,复制出与泡塑模一样的铸件,冷凝后释放真空,从松散的砂中取出铸件,进行下一个循环。1)制作泡塑气化模具(手工、机械);2)泡塑气化模具主合后烘干;3)泡塑气化模具表面刷、喷耐火涂料后再次烘干(一定干透);4)将特制砂箱置于三维振实台上;5)填入低砂(干砂)振实、刮平;6)将烘干的泡塑气化模具放于底砂上,按工艺要求分成填砂,自动振实一定时间后刮平箱口;7)用塑料薄膜覆盖砂箱口,放上浇口杯,接负压系统。紧实后进行钢液浇注,泡塑气化模具消失,金属液取代其位置;8)铸件冷凝后释放真空并翻箱,取出铸件,进行下一个循环。
3 金工教学过程中存在的问题与解决方法

3.1 工艺方法决定设备引进模型制作设备:在消失模铸造工艺中,模型制作是一个非常重要的环节[2]。EPS原料的选择、模型的加工工艺、尺寸精度、模型密度、浇注时热解产物多少等因素的控制,是获得优质铸件的前提。现有的模型制作都是用包装EPS板材切割、粘接而成或自制简易的预发成型设备。采用上述方法制作模型,普遍存在不重视模样密度变化的现象,经常出现浇注时铁水从浇口中反喷或铸件出现冷隔、浇注不足等现象。为此开课前提是EPS珠粒经工艺实验选定后,选择适合的EPS成型设备(如图2所示)。并加强对模型密度的检验,增加模型的烘干时间等。
振动坚实设备:振动紧实是消失模铸造的四大关键技术之一,振动的作用是使干砂在砂箱中产生动态流动,提高干砂的充填性及其密度,防止出现铸造缺陷。在干砂振动充填时,比较理想的状况是干砂在振动过程中进行有序流动,在保证模型不变形的前提下,均匀地充填到模型的各个部位,使砂箱内型砂获得较高和较均匀的充填密度。企业的消失模铸造振动台多为自制设备,有条件的学校振动设备可自制,也可向企业引进较先进的振动设备(如图3所示)。
3.2 涂料使用存在问题在消失模铸造工艺中,使用涂料可提高模样的刚度和强度,使EPS模样与铸型隔离,防止粘砂及铸型塌陷;在浇注过程中允许模样高温分解产物及时顺利地通过涂层排出[3]。涂料一般由耐火材料、粘结剂、悬浮剂等组成,各组成物的比例对涂料的性能有很大影响。所以教师必须对涂料组成的作用十分清楚;有些学生在模样浸涂烘干工序中存在问题,有时为了缩短时间,在第一次涂料未干的情况下就进行下一次浸涂,导致模型内部未充分干燥,其中存在水分;而夏季采用晾晒方法,工艺上存在着不稳定性,造成浇注时反喷或产生气孔;涂层厚度没有注意到根据铸件不同、浇注温度和铁水压头的变化有所变化。
只有注意并解决了上述问题,并在操作细节上下功夫,就不会产生由于涂料而产生的铸造缺陷。
3.3 学生在浇注模型过程中必须注意的事项
1)确保安全,灌注学生安全意识。消失模的浇注属于学生在整个消失模制作过程中有一定危险性的操作,所以必须向学生解释在浇注过程的注意事项和安全规程,包括熔炉的使用,正确指导学生使用熔解电炉,以免因为使用不当而引致危险。严格要求学生在实习过程中遵守纪律,浇注过程中要保持冷静,注意热飞溅物,因为浇注过程会有不同情况发生,应做好应急措施。
2)现场操作。浇注过程中最关键的两点就是熔解材料的温度控制和浇口道的设计,温度的控制并不难,因为大部分的熔炉都有温度表,只要跟学生说清浇注材料的控温范围,一般都没问题。而为了排出气体和模样气化残渣,直浇道要有足够的高度使金属液有足够的压头,以推动金属液流稳定快速充型,确保铸件表面完整清晰。为保证有足够的流量使浇注过程不断流,并很快建立起动压头,可改用较大的浇口杯。直浇道做成中空来减少发气反喷,增大开始浇注时的压头。
消失模铸造采用负压干砂振动造型,采用此种方法造型时铸型强度远大于湿型砂强度。采用抽负压方法可提高铸型的稳定性,及时抽走模样气化时产生的热解气化产物。
指导学生判断正确的取件时间,并检查铸件,检讨整个消失模铸造过程还存在的问题。
4 结束语
消失模铸造工艺由于其设备投资少、成本低等特点,近几年得到了快速发展。许多铸造企业越来越多地采用该项技术。所以在金工实习当中指导学生安全而正确地进行消失模铸造实习相当重要,对于学生提高实践能力,增强工程意识,达到培养目标的要求有着十分重要的作用。
参考文献
[1]清华大学金属工艺学教研组编.金属工艺学实习教材[M].北京:人民教育出版社,1982
[2]严绍华,张学政.金属工艺学实习[M].北京:清华大学出版社,1992
[3]陈洪勋,张学仁.金属工艺学实习教材[M].北京:机械工业出版社,1995
猜你喜欢
甘肃教育(2020年14期)2020-09-11
作文成功之路·小学版(2020年7期)2020-08-24
作文成功之路·小学版(2020年6期)2020-07-27
甘肃教育(2020年12期)2020-04-13
颂雅风·艺术月刊(2019年11期)2019-03-15
东方教育(2017年19期)2017-12-05
唐山文学(2016年2期)2017-01-15
中国音乐教育(2016年2期)2016-05-20
中学语文(2015年6期)2015-03-01
体育师友(2013年6期)2013-03-11
