
浅谈基于松下FP1-C24的Z3040摇臂钻床电气的PLC改造
2009-04-29 00:44钟俏灵
沿海企业与科技 2009年6期
[摘要]文章对Z3040播臂钻床电气控制原理进行分析,提出采用松下FPl-C24进行电路的PLC改造方案。
[关键词]Z3040;FP1-C24电气控制PLC控制;方案分析
[作者简介]钟俏灵,柳州职业技术学院机电工程系电气工程师,研究方向:机电一体化,广西柳州,545006
[中图分类号]TG522
[文献标识码]A
[文章编号]1007-7723(2009)06-0034-0002
目前PLE在机床的使用越来越多,有很多企业纷纷尝试应用PLC对机床电气控制进行PLC改造并取得成功。本文介绍应用松下FPl-C24可编程序控制器对Z3040摇臂钻床进行电气控制的PLC改造实例,通过方案分析,指出方案设计时应注意的问题,对其他机床的改造具有一定的参考价值。
一、Z3040摇臂钻床的电气控制原理分析
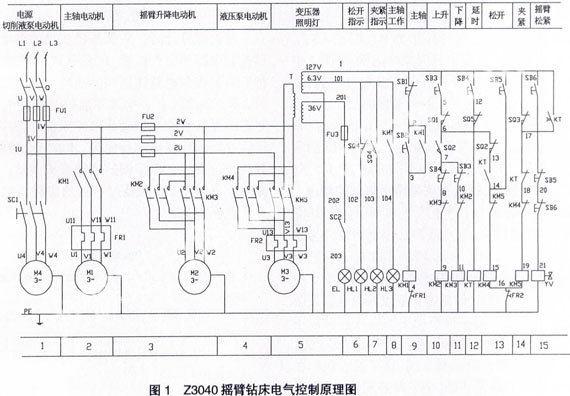
Z3040摇臂钻床继电器控制系统的电气原理图如图1所示,控制的电动机共有四台。
Z3040摇臂钻床主运动和进给运动共用一台主电动机M1。加工螺纹时要求主轴能正反向旋转,主轴正反转是采用机械方法来实现的,所以M1只需单向旋转,主电动机功率为3KW,用SBl、SB2实现启动和停止控制,用热继电器FRl作过载保护。
摇臂的升降由升降电动机M2拖动,要求电动机能正反向旋转,M2功率为1.1KW。SB3、SB4分别为摇臂上升和下降按钮,由KM2、KM3控制电动机M2正反转以实现摇臂的升降移动。
立柱、主轴箱与摇臂的夹紧与松开是采用电动机M3带动液压泵,通过夹紧机构实现的。其夹紧与松开是通过控制电动机的正反转送出不同流向的压力油推动活塞带动菱形块动作来实现的。所以。液压泵电动机M3要求能正反向旋转,由KM4、KM5实现正反转控制,M3功率为0.6KW,用热继电器FR2作过载保护。
冷却泵电动机M4只需单向旋转,其功率为0.125KW。由旋转开关SCl直接控制单向旋转。
二、Z3040摇臂钻床电路的PLC改造方案
因Z3040摇臂钻床的控制信号较多、触点多,线路复杂,查找故障困难,维修不便,若采用PLC控制可大大简化控制线路,降低机床的故障率,使维修更加方便。所以,对机床进行电路的PLC改造,机床主电路和照明灯按原图纸接线,控制回路改用PLC控制。选择PLC机型时要根据系统的实际需要选用合适的型号,以免大材小用造成浪费,或者功能范围不符合应用要求。一般在选机型时,要考虑到PLC输入输出点数要留有10%余量。现统计出7.3040机床的输入点共为12点,输出为9点,共21点。考虑到企业现有的设备,选用FPl-C24型可编程序控制器。FPI-C24型可编程序控制器是日本松下电工生产的小型PLC,有16个输入点、8个输出点,为继电器输出型,带负载能力为250V,2A。因FPl-C24只有8个输出口,故在不改变原机床的功能的情况下,对控制回路稍作改动,因主轴与立柱松开与夹紧信号是两个相反的信号,所以去掉主轴与立柱松开信号灯HLl,保留夹紧信号灯HL2。

对Z3040的PLC控制进行输入,输出分配。画出输入,输出接线图如图2所示。
在图1原继电器控制回路中,由于按钮、行程开关较多、触点多、线路复杂,所以从安全考虑采用127V的低电压。现在改为PLC控制,按钮、行程开关的输入信号采用PLC提供的直流24V电压,输出与输入回路完全隔离。所以,在此可选用220V的接触器,如图2所示。
应用FPWIN G2软件设计梯形图程序如图3所示。通过传输线传送程序至PLC进行程序调试。

三、Z3040摇臂钻床电路的PLC改造方案分析
(一)时间继电器瞬动触点和断电延时触点的处理
本设计的难点在于时间继电器KT的取代。图1中,时间继电器KT有两对瞬动触点和一对断电延时动作的触点,而FPl-C24可编程序控制器没有此类触点。对于瞬动触点的处理,可用—个内部继电器来取代,如图3梯形图中的R1,按SB3(X2)、sB4(x3),接通R1。而断电延时动作的触点(图1中的1-17),是松开SB3或SB4时才开始计时的,那么可以让Rl的常闭点去控制内部定时器TO,而为了避免一开始未按SB3或SB4时,T0也计时,本程序中巧妙地应用了内部继电器R2,用R2的常开触点去控制TO,如图3中梯形图的第27步。
(二)停止按钮、行程开关等常闭触点的处理
在继电器控制中,停止按钮、行程开关、热继电器触点都是用常闭点,而PLC控制时要改为常开点,如图2中的SBl、SQ3、FRl、FR2等。只有这样,相应的触点在梯形图中才是常闭点,如图3中的/X0dX9、/XB、/XC。如果这类触点像继电器控制那样仍用常闭点,则在梯形图中的输入点就应用常开点。这样,一接通电源,相应的输入点就接通,有输入,常开点闭合。也就是说,这类触点我们在梯形图中看到的是常开的,但它却是闭合的,这样不合乎逻辑思维,所以,输入点一般要全改为常开点。这点是初学者最容易出错的,应特别注意。
(三)不同电压的处理
原来继电一接触器电路中分开画的各种交流控制电路和直流执行电路,如6.3V的信号灯、220V接触器、36V照明灯等,在PLC梯形图中要合为一体,如图3中的第52、53步信号灯的控制与220V接触器的控制程序画在一起。
四、结语
在进行设计时,对那些已成熟的继电一接触器控制电路的生产机械,在改用PLC控制时,只要把原有的控制电路作适当的改动,使之成为符合PLC要求的梯形图。但又不能仅仅从电气图来改,更多的是从工作过程动作顺序来设计程序。程序还需要经过反复修改和完善,才能符合控制要求,并且一定要经过模拟调试才能联机调试。控制程序并不是唯一的,要经过不断的实践总结、修正,力求最佳方案。
猜你喜欢
金属加工(冷加工)(2023年1期)2023-02-04
上海电气技术(2022年3期)2023-01-04
再生资源与循环经济(2021年7期)2021-04-09
水泥工程(2020年4期)2020-12-18
世界有色金属(2020年24期)2020-03-12
数字通信世界(2020年3期)2020-01-02
成都工业学院学报(2017年2期)2017-06-28
河南工学院学报(2017年1期)2017-06-07
电子制作(2016年15期)2017-01-15
制造技术与机床(2015年10期)2015-04-09
