蒸汽发生器眼孔密封面修复研究
2009-04-13 03:10郭宏宇
中国核电 2009年3期
关键词:修复
郭宏宇
(秦山核电有限公司,浙江 海盐 314300)
蒸汽发生器眼孔密封面修复研究
郭宏宇
(秦山核电有限公司,浙江海盐314300)
摘要:蒸汽发生器属于核电厂的核一级设备,蒸汽发生器的眼孔更换密封垫属于每年大修的计划维修项目。由于在R9检修中发现蒸汽发生器B的180°方向眼孔密封面腐蚀严重,如果由于该缺陷而引起蒸汽发生器二次侧发生泄漏,问题将非常严峻,所以特制订方案来修复缺陷。通过采用便携式法兰铣粗铣眼孔密封面,去除表面的斑点、坑、沟,再对密封面进行精铣,通过调整便携式法兰铣气动马达的转速为31 r/min来保证加工表面粗糙度,然后对密封面外止口台阶进行铣削,使该加工切削量与密封面铣削量相同,通过控制加工深度即粗加工0.5 mm,精加工0.2 mm,使切削深度总量在达到修复要求的前提下对法兰本体密封面的切削量为最少,最终为0.35 mm。最终成功地完成了修复工作并为其他类似的工作提供了指导和借鉴。
关键词:蒸汽发生器;眼孔;便携式法兰铣;修复
蒸汽发生器手孔、眼孔属于二次侧压力边界,二次侧压力来自主给水或辅助给水。其最高工作压力为6.3 MPa,给水温度≥220 ℃。在R7、R8、R9检修中都观察到蒸汽发生器手孔、眼孔密封面不同程度的腐蚀,属于斑点、坑、沟状态,最深处有0.5 mm左右。对缺陷的跟踪观察没有明显恶化的趋势,且所有缺陷都没有达到贯穿密封面的程度。R9检修中对蒸汽发生器两个眼孔都做了完全解体,通过对眼孔的仔细检查发现:在蒸汽发生器B的180°方向眼孔缺陷相对比较严重,见图1。对此提交了状态报告,其编号是ZTBG200610042。由于蒸汽发生器属于核一级设备,假设由于该缺陷而引起蒸汽发生器二次侧发生泄漏,那么问题将非常严峻。综上所述,特制订本修复方案来对缺陷表面进行处理。

图1 R9时的蒸汽发生器B眼孔照片Fig. 1 Steam generator eyelet sealing face in R9
1 工艺分析
1.1缺陷及形成原因分析
蒸汽发生器眼孔密封面材料为低合金钢,耐腐蚀性不强;在SG运行初期,二次侧眼孔密封垫片材料是石棉金属缠绕垫片,由于石棉缠绕金属垫圈释放出较多的腐蚀性杂质离子,主要是氯离子,导致密封面出现点状腐蚀;二次侧水质又和一次侧水质不同,更容易产生腐蚀。在R2中发现二次侧人孔密封面腐蚀严重,在当时对密封面进行了修复,并对一、二次侧人孔垫片做了变更,更换为石墨金属缠绕垫圈,多年下来,观察效果很好。而二次侧手孔和眼孔的密封垫片材料直到R6后才进行更改。常年的氯离子腐蚀等因素,还有电偶腐蚀联合作用下,在10多年的运行中,腐蚀逐渐有所发展。
1.2检修及施工方案分析、说明
本次修复工作主要针对蒸汽发生器B的180°方向眼孔进行,通过修复的实施,恢复眼孔密封面达到设计要求,下面就设计要求及修复的方案进行说明。
蒸汽发生器眼孔座设计要求,如图2和图3所示。
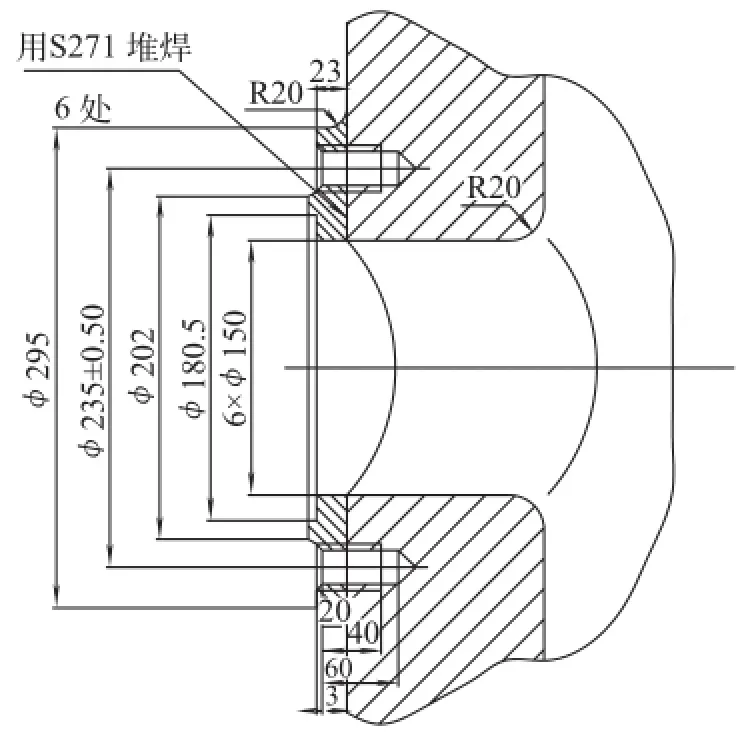
图2 蒸汽发生器眼孔座设计(侧视)Fig. 2 Steam generator eyelet sealing seat design (side-glance)

图3 蒸汽发生器眼孔座设计(正视)Fig. 3 Steam generator eyelet sealing seat design (confrontation)
根据图纸中的要求,可以了解密封面的表面光洁度要求是Δ5,按照新的标准就是表面粗糙度为3.2,与螺栓孔中心线的垂直度为0.6 mm。在经过修复后,眼孔的相关要求应该达到设计的要求。基于以上的考虑,并且经过多方调研和大量的模拟操作试验,选定了眼孔密封面修复工具为:美国CLIMAX公司的PORTABLE FLANGE FACER(便携式法兰铣,见图4),为了能够保证修复后的密封面达到设计及密封的要求,主要考虑以下几个方面进行控制:
(1)便携式法兰铣是利用四爪安装夹盘安装在眼孔筒体内,依照眼孔原密封面为原始基准,利用调平装置及千分表,对密封平面和止口进行径向、轴向的找正。通过以上的找正过程,可以保证加工后的密封平面与原眼孔加工轴线的垂直度在0.05 mm之内,密封平面的平面度在0.02 mm以内,见图5和图6。

图4 便携式法兰铣Fig. 4 Portable flange milling machine

图5 便携式法兰铣找正装置(找端面)Fig. 5 Portable flange milling machine’s centering device (finding end surface)
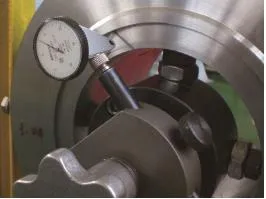
图6 便携式法兰铣找正装置(找径向)Fig.6 Portable flange milling machine’s centering device (finding radial)
(2)完成便携式法兰铣的安装后,通过开启或关闭气体控制阀来调整气动马达的转速,为了对本次加工进行控制,所以对气动马达的转速进行了计算,具体如下:
刀具切削速度V=π×D×n/1 000=π×刀具回转直径×转速/1 000 。
本次加工中选用的刀具为白钢刀,根据相关表面粗糙度及机械加工的要求,建议选择切削速度V≈15 m/min。
测量刀具回装直径D=150 mm
n =15×1 000/π×150=31 r/min
通过以上计算可以知道最佳的转速调整在31 r/min左右。
(3)由于密封面上腐蚀的是坑点形式,完全测量腐蚀点的深度比较困难,所以考虑利用循序进刀的方式进行加工。对此与机械加工人员进行讨论,控制粗加工切削深度0.5 mm左右(对该值的选择主要依照目测腐蚀坑点深度,具体视现场情况确定),径向走刀量每转0.257 mm,按照以上方式进行进刀,一直加工到密封表面上基本没有腐蚀坑点,再进行一次精加工,按照切削深度0.2 mm,径向走刀量每转0.127 mm的切削参数对整个密封表面进行精车。切削深度总量的控制以在达到修复要求的前提下对法兰本体密封面的切削量为最少。
(4)完成密封平面加工后,利用测量工具测量实际加工的止口深度尺寸。
(5)由于对密封面进行加工,密封面到外平面止口的尺寸会产生变化,为了保证密封垫片的压缩量在密封面加工前后保持不变,所以必须对密封面外止口台阶进行铣削,该加工切削量与密封面铣削量相同,并且加工前不允许对便携式法兰铣的定位基准进行调整,这样可以保证两个平面的平行度。
(6)铣削工作结束后利用表面粗糙度对照板进行表面检查,要求表面粗糙度小于3.2。
(7)由于刀具在加工的末端到密封面止口处容易挂伤止口,且不能清根,故对刀具进行重新修磨,在保证其强度的基础上减小前角,使刀具不触碰止口面。
(8)综合以上的分析,本次蒸汽发生器眼孔修复的工作进程安排如下:
拆除眼孔盖板→安装防异物板→测量眼孔密封面与止口距离→安装便携式法兰铣底盘并找正→安装便携式法兰铣并调整刀具→利用便携式法兰铣对密封面进行粗铣→利用便携式法兰铣对密封面进行精铣→测量最终切削深度→调整刀具并对密封面外止口台阶加工→拆除便携式法兰铣→表面检查。
由于在加工过程中会产生细小铁屑,以及在加工中需要给刀具添加切削液,所以防异物也是本方案主要考虑的内容,根据设备现场的特点及异物的情况,采取以下措施:
在眼孔中间位置设置一块防异物板,在板的外圆处设置凹槽并配置O型圈,开工前将防异物板放置在眼孔内,依靠O型圈的密封作用,可以保证铁屑及切削液不会进入蒸汽发生器内。
在眼孔下部的手孔中安装辐射防护堵塞进行封堵,见图7、图8和图9。

图7 防异物堵板Fig. 7 Foreign matter preventing sheet

图8 防异物堵板CAD图(侧视)Fig. 8 CAD of foreign matter preventing sheet (side-glance)

图9 防异物堵板CAD图(正视)Fig.9 CAD of foreign matter preventing sheet (confrontation)
1.3风险分析
由于作业现场在蒸汽发生器眼孔铁栅栏平面层,在工作区域内孔洞等以及场地狭小、现场照明不足等情况限制,所以作业人员必须注意现场的布置,消除各种安全隐患的存在。
由于蒸汽发生器眼孔、手孔附近属于高放热点区域,并且本项工作需要在现场长时间进行调整、检查等工作,所以辐射的防护工作将是很关键的一项工作。建议辐射防护科全程跟踪配合,必要时穿戴铅背心及短裤,同时对其他的手孔和眼孔安装堵板,以降低剂量率。
由于切削过程中会产生各种细小铁屑,所以异物进入设备的风险较高,对此考虑采用在眼孔内设置防异物板,防止切削中的铁屑进入蒸汽发生器。
蒸汽发生器手孔、眼孔部位设计结构如图10所示。
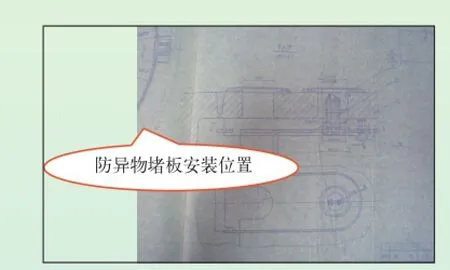
图10 蒸汽发生器手孔、眼孔设计图Fig. 10 Design drawing of steam generator eyelet
实物照片如图11所示。
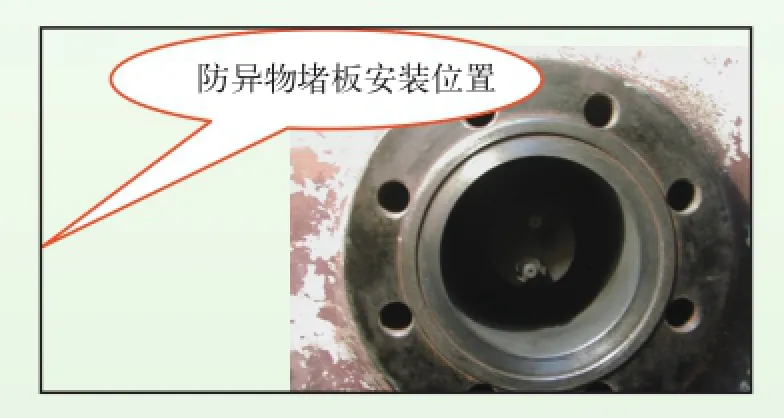
图11 蒸汽发生器眼孔实物照片Fig.11 Steam generator eyelets
从结构上可以确保防异物堵板不会进入蒸汽发生器内部。
切削过程中需要添加切削液,所以需要考虑采用适当措施防止切削液流入蒸汽发生器内。
对眼孔下部的手孔也必须设置防异物盲板,防止上部的切削液及铁屑从该处进入蒸汽发生器。
2 文件/工具和实际施工步骤
2.1文件准备
(1)便携式法兰铣操作手册;
(2)蒸汽发生器二次侧手孔、眼孔拆装程序。
2.2工具准备
(1)便携式法兰铣 FF5500 CLIMAX;
(2)空气压缩机 PUMA;
(3)梅花扳手;
(4)力矩扳手;
(5)内六角扳手。
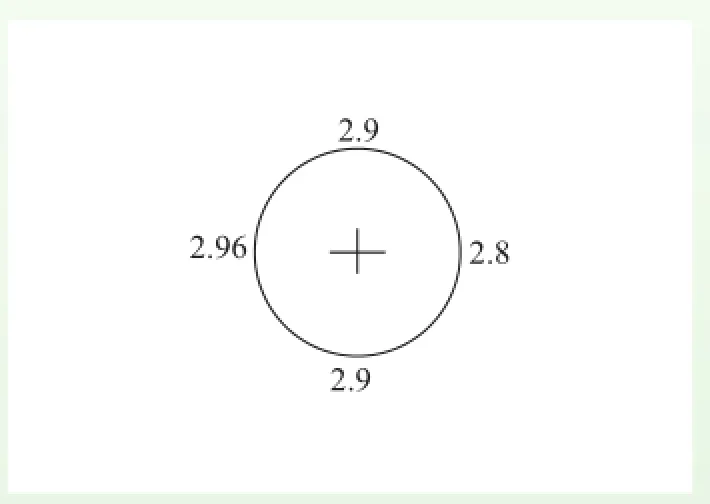
图12 修复前密封面与止口台阶间距离Fig.12 Distance between the sealing surface and the outthrust step around the front edge before repair

图13 修复前密封面与止口台阶间距离Fig.13 Distance between the sealing surface and the outthrust step around the front edge before repair
2.3实际施工步骤
(1)工作人员穿着铅背心,将各种工具准备在工作现场。
(2)清理、擦拭密封面。
(3)实际操作中由于眼孔防异物堵板制作得过大,无法装入,故未安装。
(4)安装手孔防异物堵板。
(5)利用深度尺测量并记录修复前密封面与止口台阶间距离,见图12。
(6)将组装好的四爪安装夹盘安装在眼孔筒体内,安装对中夹具及百分表。
(7)利用对中夹具的轴带动千分表在密封平面上旋转,检查夹盘与密封平面的轴向、径向对中。如果超过要求的0.05 mm范围外,反复通过调整夹盘上的对立螺栓,完成夹盘调整,最终保证夹盘与密封平面的轴向、径向对中在0.05 mm内。
(8)安装气动主体设备在安装夹盘上,连接好电源、气源。
(9)开启及调节气体控制阀,使设备在大约31 r/min速度上转动。
(10)设置径向走刀量每转为0.257 mm。
(11)安装刀具,并调整刀尖刚刚碰上密封面,在刀滑杆后部放置百分表、旋转曲柄,设置切削量为0.35 mm。
(12)开启设备,按照调整好的设定值,对眼孔密封面进行加工,完成首次加工。
(13)根据对密封面切削量的大小,采用相同的切削方式对密封面外止口台阶加工,设置切削量为0.35 mm,保证密封面外止口台阶与密封面之间的深度与加工前相同。
(14)完成所有的加工后,测量数据,记录修复前密封面与止口台阶间距离,见图13。
(15)检验目测腐蚀坑点深度,发现在法兰密封面的左下角,有四五个疑似气孔或砂眼的小坑,深度按毫米计算。为此,我们考虑:①此缺陷早已存在多年,我们R8、R9及R10都有跟踪比较照片,所有缺陷都未见明显变化。②此点状缺陷并未连成线状或片状,没有贯穿性缺陷,对密封效果没有太大影响。蒸汽发生器设备极其重要,在其上的工作必须慎之又慎,我们未进行超越我们预计铣削深度的进一步加工。
(16)拆除便携式法兰铣。
3 结论
本次针对蒸汽发生器B180°方向的修复工作,成功地恢复了眼孔密封面,使之达到设计要求,得出以下几点结论:
(1)通过调整便携式法兰铣气动马达的转速为31 r/min来保证加工表面粗糙度及机械加工的要求;
(2)通过控制加工深度为0.35 mm,使切削深度总量在达到修复要求的前提下对法兰本体密封面的切削量为最少;
(3)通过对密封面外止口台阶进行铣削,使加工切削量与密封面铣削量相同,以保证两个平面的平行度;
(4)加工完成后检测密封面台阶高度误差在±0.02 mm;
(5)本加工方法可以为其他相似问题的解决提供有力借鉴。此技术可以针对核电领域的机械设备如容器、水泵、阀门、管道等法兰密封面进行有效修复。
参考文献:
[1] Hassna Rehman Ramay,Miqin Zhang. Preparation of porous hydrexyapatite scaffolds by combination of the gel-casting and polymer sponge methods.Biomaterials,24(2003):3293-3302.
[2] Junchuan Zhang, Hong Zhang,Linbo Wo,Jiandong Ding.Fabrication of three dimensional polymeric scaffolds with spherical pors. J Mater SCI,2004,15(4):419-428.
[3] Hassna R R,Ramay,M.Zhang. Biphasic calcium phosphate nanocomposite porous scaffolds for load-bearing bone tissue engineering. Biomaterials ,25(2004)5171-5180.
[4] Petter X.Ma,Ji-Won Choi. Biodegradable Polymer Scaffolds with Well-Defined Interconnected Spherical Pore Network.Tissue Engineering ,Volume7,number1,2001.
[5] Cypher TJ, Grossman JP . Biological principles of bone graft healing [J]. J Foot Ankle Surg,1996,35(5): 413-417.
[6] Boyan BD, Hummert TW, Dean DD, et al. Role of material surfaces in regulating bone and cartilage cell response [J]. Biomaterials, 1996,17(2): 137-146.
[7] Yoshikawa T, Ohgushi H, Tamai S. Intermediate bone forming capability of prefabricated osteogenic hydroxyapatite [J]. J Biomed Mater Res 1996, 32(3): 481-492.
[8] Cyster LA, Grant DM, Howdle SM, et al. The influence of dispersant concentration on the pore morphology of hydroxyapatite ceramics for bone tissue engineering [J]. Biomaterials, 2005, 26(7):697-702.
[9] Lu JX, Flautre B, Anselme K, et al. Role of interconnections in porous bioceramics on bone recolonization in vitro and in vivo [J]. J Materials Science: Materials in Medicine 1999,10(2): 111-120.
[10] Freyman T, Yannas I, Gibson L. Cellular materials as porous scaffolds for tissue engineering [J]. Progress in Materials Science, 2001, (46):273-282.
[11] Kim BS, Mooney DJ. Development of biocompatible synthetic extracellular matrices for tissue engineering [J]. Trends in Biotechnology,1998, 16: 224-230.
[12] Liao CJ, Chen CF, Chen JH, et al. Fabrication of porous biodegradable polymer scaffolds using a solvent merging/particulate leaching method [J]. J Biomed Mater Res, 2002, 59(4): 676-681.
[13] Sheridan MH, Shea LD, Mooney DJ, et al. Bioabsorbable polymer scaffolds for tissue engineering capable of sustained growth factor delivery [J]. J Controlled Release, 2000,64:91-102.
[14] Nam Y, Yoon J, Park T. A novel fabrication method of macroporous biodegradable polymer scaffolds using gas foaming salt as a porogen additive [J]. J Biomed Mater Res (Appl Biomat),2000, (53): 1-7.
中图分类号:TL35
文献标志码:A
文章编号:1674-1617(2009)03-0238-06
收稿日期:2009-01-19
作者简介:郭宏宇(1963—),男,福建人,管理技师,从事机电一体化工作。
Repair of evaporator eyelet sealing face
GUO Hong-yu
(Qinshan Nuclear Power Co.,Ltd.,Haiyan of Zhejiang Prov. 314300,China)
Abstract:The steam generator is category-I equipment in nuclear power plant. The gaskets of eyelet sealing face were changed every year according to overhaul plans. In 2006, the eyelet sealing face of steam generator B is found corrosive. So a special plan was made to repair it. At the beginning, a portable flange milling machine was used to mill the eyelet sealing face,after all the holes in the surface were removed, the eyelet sealing face was milled again. To control the working accuracy, the air-operated motor’s rotational speed was fixed on 31 rotate per minute. To control the depth of the pedestal sit, the surface besides the eyelet sealing face was also milled. This method could be used for reference in other place.
Keywords:steam generator; eyelet; portable flange milling machine; repair for sealing face
猜你喜欢
科技创新导报(2016年23期)2016-12-23
中小企业管理与科技·上旬刊(2016年11期)2016-11-28
资治文摘(2016年7期)2016-11-23
艺术科技(2016年9期)2016-11-18
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年18期)2016-11-03
中国实用医药(2016年24期)2016-10-17
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
成才之路(2016年4期)2016-03-23