论数控车床四工位刀架上安装麻花钻夹具设计
2009-03-06 05:17燕峰
管理观察 2009年5期
燕 峰
摘 要:为适应使用数控车床四工位刀架上安装麻花钻进行钻孔加工高效率生产,减少人工劳动强度,便捷操作,提高数车技术发展可行性,总结零件加工需求,设计安装麻花钻夹具,进而提高生产效率。
关键词:刀架 夹具 高效
一、设计思路启发
针对不同零件图形要求,都需考虑装夹方式,工艺制定方案,刀具选择,加工参数确定,针对图1车削零件,在现有CYNC-400TE型GSK980-TA数控车床上进行加工,尾座不能自动钻孔,并且数控车床在有机床罩时,钻孔不便于很好操作,对有不同直径的孔又需进行钻削加工以及生产纲领要求,在钻孔加工时,要不断拖动尾座、更换不同直径钻花,给操作带来一定困难。针对以上钻孔时的问题,为提高生产效率,减少人工劳动强度,于是便进行设计在四工位刀架上安装麻花钻夹具,进行钻孔加工。
二、夹具设计要求
依该数控车床四工位刀架安装刀具刀杆尺寸为25X25mm,并要求使麻花钻要安装在夹具上与主轴回转中心等高,且能稳当固定,不使麻花钻在钻孔时扁尾产生扭转现象。同时要求夹具材料具有高硬度、强度,依现存条件选择45#钢作为夹具材料,并进行调质热处理。再要求麻花钻安装在刀架上进行换刀时与刀架电机不干涉,并且在同时安装四支钻花时,进行钻削加工时,另外不参与切削的麻花钻不能与卡盘干涉,且便于装拆更换麻花钻,从而进行如下设计。
三、确定夹具图形尺寸
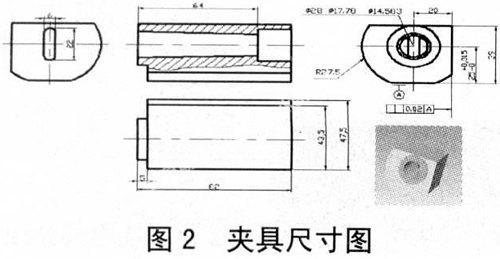
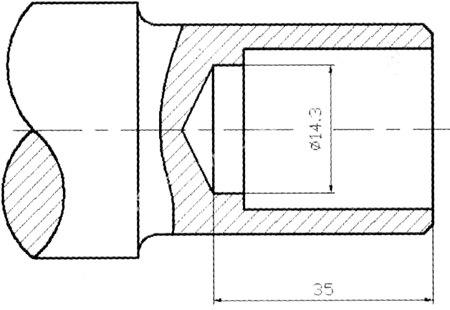
综合前面夹具设计要求,又在零件加工中,所用的锥柄麻花钻规格分别为Φ14.7、Φ16.8、Φ19.4、Φ22.5,因此考虑到夹具上需加工出安装锥柄莫氏二号麻花钻的内孔,所以可以确定锥柄内孔尺寸[1];又结合夹具使用要求,此四工位刀架的装夹位置高度为40mm,刀尖中心高为115mm,及夹具在刀架上安装时的受力作用点受力情况,从而设计图2所示夹具;

四、夹具加工
1.材料选择:Φ60X90的45#钢材料[2]
2.工艺分析:结合上述夹具图要求,由于有一个锥孔要求较高,所以采用圆钢加工,现进行如下工艺方案分析[3]。
第一种方案:在数控车床加工外圆面至Φ58mm,并加工莫氏二号锥柄内孔,再在数铣上铣削安装在刀架上的各平面,并严格控制锥柄内孔中心与安装于刀架上的底面中心高尺寸,从而保证锥柄孔中心与主轴回转中心重合,最后进行调质热处理;
第二种方案:先用标准机夹式刀具测量刀尖的中心高,确定铣削夹具安装面距锥柄孔的尺寸,进行铣削加工夹具各面,再将铣后的圆钢安装在刀架上,用三爪卡盘装夹Φ4mm中心钻钻等高中心孔,完成后用四爪卡盘装夹夹具零件找正,加工锥柄孔;
综合以上两种加工方案分析,第一种加工方案简便,易于操作,第二种方案较复杂,从而选择第一种加工方案进行加工;
3.加工设备选用:依现具备加工设备,确定在V600型FANUC-0I数控铣床上加工夹具各面,在CYNC-400TE型GSK980-TA数控车床上加工外圆及内锥孔;
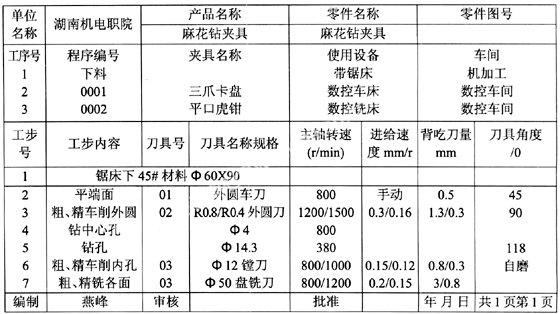
4.数控加工工序卡片(见表)[3]
5.定时定额进行加工
6.调质热处理
五、夹具调试
1.安装Φ14.7麻花钻在夹具锥柄孔内,见图3所示;

2.利用尾座在圆钢上打中心孔;
3.用手动操作方式移动刀架,确定钻花中心与中心孔中心是否重合;
4.进行建立工件坐标系,X轴向将麻花钻中心对准中心孔,即为X轴向坐标零点,输入坐标X0,Z向将麻花钻的主切刃接触工件右端面,即为Z零点,输入ZO;
5.检验对刀准确性,在MDI操作方式下检验;
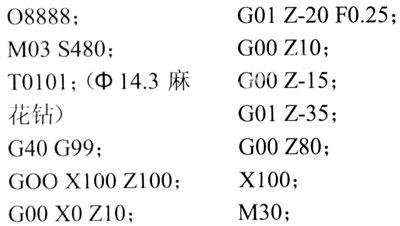
6.编写孔加工程序使用;例加工图4孔程序如下:
六、使用效果
综前所述,各项完成后,正式投入使用,依据不同的数控系统,在进行开关机后,注意要重新检验坐标系的准确与否,同时也要注意避免检验时与工件相碰撞,要单个坐标轴的去检验,保证安全操作;并且在使用过程中,对钻花的磨削尽量是使两主切削刃要对称,有必要时可以采用自动砂轮机进行磨削。将钻花装夹找正,保证在钻花切削加工时不转动。在钻削的程序编写上也要合理的考虑切削参数的选择,力求保证麻花钻排屑容易;
七、结论
数控车削技术发展较快,同时机械加工业信息化、需求多变化也在不断的日新月异更新,为适应不同零件要求、市场变化,在各方面专业技术知识上要狠下功夫。此夹具设计构想也是在生产周期的紧迫,零件加工要求下进行设计加工;通过此次的夹具零件设计加工,深感技术更新快,社会的需求广泛,从而使我们的专业知识需进行不断提高,尽快适应社会形势变化,不断搞高专业技术内涵知识与操作能力,开拓思维进而为机械行业增光添彩。
车削技术在许多的工、农业中都应用广泛,尤其是现在的一些电子产品中的零部件中精密制件,用普通车床难以加工的产品,可是又达不到用磨削加工精度的回转类零件,这个时候可能选择数控车床是一个合适之选,可是不一定在现有条件下,会有所需的所有数控设备,那么这就要求技术工人凭着生产实际经验及其所需,从而产生了对数控设备进行改进,可以对设备进行大的技术革新,也可以自制夹具完成生产所需,通过这次夹具设计及其使用中所要解决的问题,另自我的专业知识有了一个新突破,力求在今后的教学与生产工作中进而突破。
同时在夹具的设想、加工、使用整个过程中严密的考虑了各方面问题,在知识的搜索上也力求丰富,遇到问题时虚心的向工厂一线师傅进行请教,也向一些有经验的老教师去询问,最终目的就是要把事情做好,达到高效率生产,并达到教、学、做统一,自如的运用到教学工作中去。
同时也要发现不足,并加以改进,也许有他们的一句话或稍微的一个指点动作,会使此夹具设计产生事半功倍的效果。总之,我认为每个年轻人在随时随刻都要虚心学习,适应高新科学技术发展,为人生的辉煌奋斗努力!
参考文献:
[1] 张黎骅.新编机械设计手册[S].人民邮电出版社,2008:152
[2] 许德珠.机械工程材料[M].高等教育出版社,2004:72-76
[3] 刘长伟.数控加工工艺[M].西安电子科技大学出版社,2007:273
作者简介:燕峰(1982- ),男,内蒙乌盟人,湖南机电职业技术机械工程系教师,主要研究方向为数控技术。
猜你喜欢
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
设备管理与维修(2020年23期)2021-01-04
中小企业管理与科技(2019年22期)2019-09-09
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年3期)2017-06-23
考试周刊(2016年77期)2016-10-09
考试周刊(2016年76期)2016-10-09
成才之路(2016年25期)2016-10-08
机电产品开发与创新(2014年6期)2014-03-11