优化汽车冲压件制造工艺以降低成本的策略研究
2025-02-22 00:00:00姚龙峧杨桃李范锐强陈凯
汽车工艺师 2025年2期
摘要:深入剖析了汽车冲压工艺在发展过程中所面临的主要挑战,并从设计优化、工艺改进、自动化生产及柔性制造等多个维度出发,提出了一系列旨在降低汽车冲压件成本的有效策略,以期推动我国汽车行业的技术进步与成本控制能力的提升[1]。
关键词: 汽车制造;冲压技术;成本控制;自动化柔性生产[2]
随着汽车行业的快速发展,市场对汽车产品的需求日益增长,消费者对车型的个性化和技术创新提出了更高要求。在这样的背景下,汽车制造商面临着缩短研发周期、提高生产效率和降低成本的多重挑战。作为整车结构的重要一环,汽车冲压件能有效控制生产成本,对于增强企业竞争力意义重大[3]。
汽车冲压件的成本控制不仅直接关系到整车的制造成本,还对环境可持续性产生着重要影响。冲压过程中的物料和能源消耗是汽车制造过程中能耗和排放的主要来源之一。因此,通过优化冲压工艺,提高材料利用率,不仅可以控制成本,还能减少资源浪费,降低环境污染。
目前,模具成本高、生产效率低、材料利用率不足等问题,在汽车冲压件的研发和生产过程中还面临着不小的挑战。为了应对这些挑战,本文旨在深入分析汽车冲压工艺的现状,探讨通过设计优化、工艺改进、自动化和柔性生产等措施来降低冲压件成本的有效策略。这些措施的实施将显著提升我国汽车制造业的整体技术水平,并有力推动行业的可持续发展[4]。
本文的研究成果将为汽车冲压件制造企业提供实用的参考,帮助企业在保证产品质量的同时,兼顾成本的有效控制,提高在市场中的竞争力。通过对冲压工艺的深入研究,期望为汽车行业的技术进步和成本控制提供新的视角和解决方案。
传统的冲压厂工艺
1.基本冲压工序
冲压工序是汽车制造中的关键环节,它涉及将金属板材通过塑性变形转变为所需形状和尺寸的零件。基本的冲压工序可以分为以下几类。
1)剪切:剪切是将板材沿着规定轨迹切割成所需尺寸的简单工序。它是冲压加工的第一步,为后续的冲压成形做准备。
2)落料:落料工序涉及将板材冲压成特定形状,同时分离出成品零件。这一工序通常在冲裁模具中进行,是生产独立冲压件的直接方式。
3)冲孔:是在板材上冲出孔洞的工序。这可以是简单的圆孔,也可以是复杂的图案,根据零件设计的要求而定。
4)翻边:也称为折边,是将板材的边缘翻起形成一定角度的工序。这一工序常用于增加零件的刚性或为后续组装提供定位特征。
5)拉深:是一种成形工序,通过将板材放入模具并施加压力,使其成形为具有一定深度的三维形状,如汽车零件的外壳或容器。
6)剪裁:是将冲压后的零件从板材上分离出来的工序。这一工序确保零件的尺寸精确,并去除多余的材料。
7)冲压成形:包括弯曲、拉伸、胀形等工序,通过改变板材的形状来制造复杂的零件几何形状。
每种冲压工序均具备其独特的应用场景和显著优势,因此,在选择冲压工序时,需充分考虑其对零件质量和生产效率的直接影响,以确保生产过程的顺利进行。在实际操作中,这些工序可能会根据具体的零件设计和生产要求进行组合和优化[5]。
为了提高材料利用率和生产效率,现代冲压工艺不断融合新技术,如数字模拟技术、自动化生产系统及精密模具设计等,旨在减少材料浪费,提升生产灵活性,同时也在向更加节能和环保的方向发展。
2.确定冲压次数
冲压次数通常指完成一个冲压件所需的冲压成形步骤的总数,包括所有必要的中间步骤。如拉深工序,对于拉深工序,冲压次数通常由材料的厚度和拉深深度决定。较厚的材料或较深的拉深可能需要更多的冲压次数来避免材料破裂或皱褶;翻边工序,冲压次数取决于翻边的高度和材料的塑性。高度较大的翻边可能需要分步进行,以确保成形质量。为适当减少工序次数,发挥材料塑性特征,应在结合工序质量的基础上将工序顺序进行更为合理的安排[6]。
3.工序组合
冲压生产过程中,根据产品设计、生产批量、材料特性和设备能力等因素,将多个冲压工序合理地组合起来,以达到提高生产效率、降低成本和保证产品质量的目的。冲压件在精度、尺寸、生产批量等方面的因素,关系到模具的选择。对于大批量生产,建议将冲压工序进行组合实施,采用复合模或连续模冲压以提高效率;而对于小批量生产,则可选择更为简便的工序模以降低成本。若零件尺寸过小,采用单工序会大幅降低生产效率,且操作不具方便性,所以应选择复合模或连续模的冲压[6]。
4.各工序工艺方案的设计
工艺方案设计应基于整体零件工艺方案,明确特定工序的加工方法和工艺参数,在冲压工序中,以其成形极限作为主要根据,对必要的工艺进行计算,如弯曲件的半径、翻边的高度等;确定毛坯形状、大小以及合适的下料方式,计算材料的利用率,确定工序成形力,将工序需消耗的时间、材料等确定在一定范围内,通过相关计算,绘出各道工序的工件图[6]。
5.分析冲压件图
冲压零件的分析和制造过程均基于产品零件图,设计人员需从经济和技术角度进行综合分析。
汽车冲压件成本降低措施
1.材料利用率提升
冲压件成本优化中,材料利用率提升是关键。在汽车制造中,成本结构包含材料、制造、研发和其他费用,其中材料成本占比最高达到53%。白车身作为汽车骨架,其冲压件质量占据重要地位。提高材料利用率能显著降低原材料消耗和单车成本。以450kg白车身为例,材料利用率从50%提升至51%,可节省17kg原材料和约120元成本。年产10万辆车时,年度成本节省可达千万级别,对提升企业盈利具有重要意义。材料利用率提升过程中,需遵循车型研发流程,从造型设计、产品设计到工艺设计,设计师和工程师需协同工作,实现材料利用最大化。这种技术创新是企业在市场竞争中取胜的关键,也是降本增效、创新前行的体现[7]。
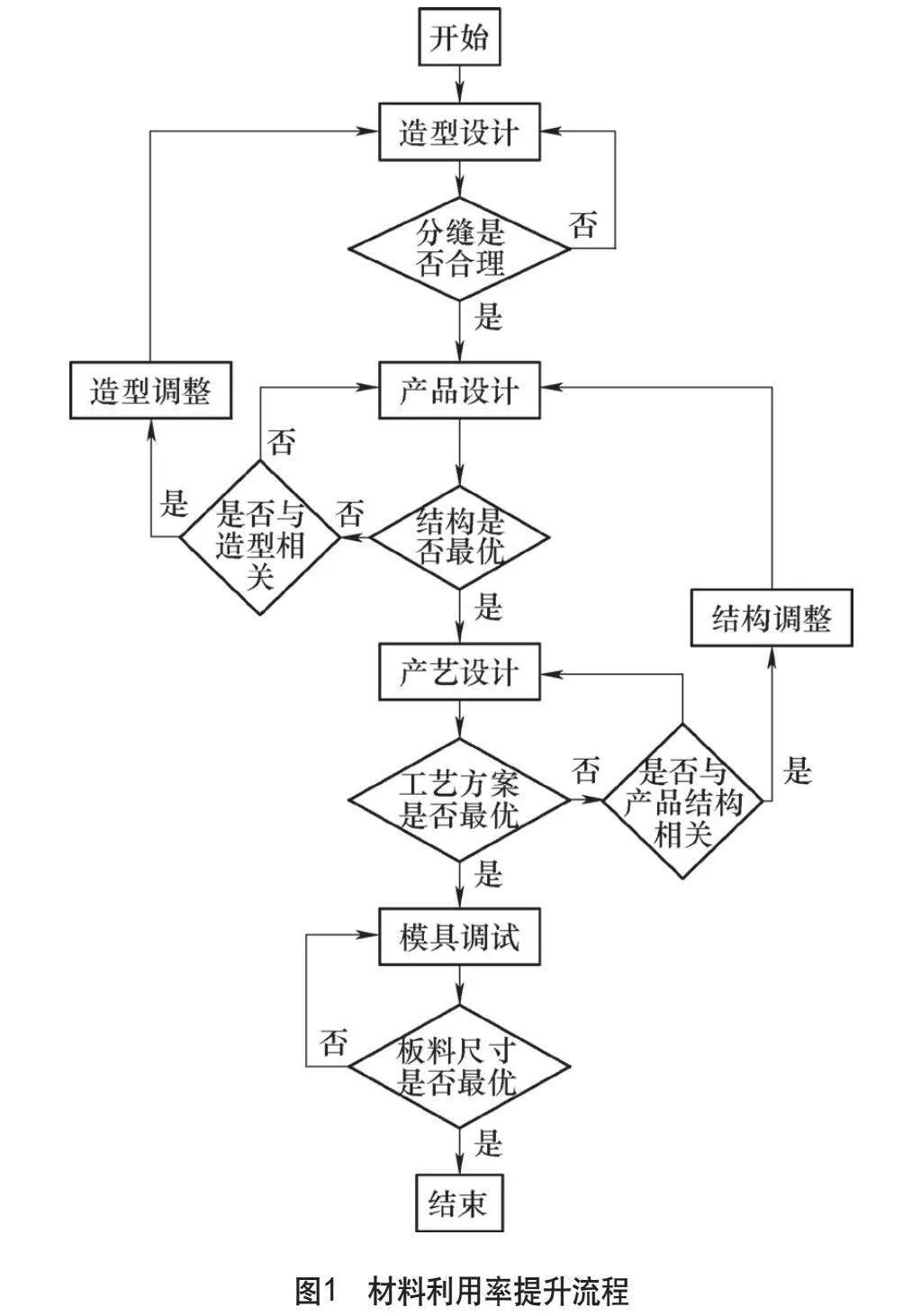
(1)造型设计阶段材料利用率提升" 在汽车设计领域,车型外观造型犹如夜空星辰,引领潮流并深刻影响制造细节。整车外观与零件分缝方式紧密相关,合理分缝设计可实现材料利用率最大化。需在各阶段精心总结并提炼提升措施,构建材料利用率提升技术框架。全流程管理体系确保设计、生产、优化环节紧密相连,实现材料价值最大化。设计阶段尤为重要,约80%制造成本在此阶段初步确定。在设计中融入材料利用率考量,为后续流程铺设高效绿色道路。通过精细分缝设计、阶段总结提升及全流程管理优化(见图1),赋予汽车动人造型,实现材料利用率飞跃,为汽车制造业可持续发展贡献力量。
(2)产品设计阶段材料利用率提升" 在产品设计阶段,提升材料利用率的关键在于制件分块和制件结构的设计。合理设计零件可充分发挥材料利用率,否则后期冲压工艺改进受限。因此,合理设计零件是材料利用率提升的重中之重。产品设计阶段提升材料利用率的主要包括制件分块优化和制件结构改进。
代表方法[7]如下:
1)钣金分件合件合理化。
2)周边件的匹配方式的恰当选择。
3)优化钣金外边界,减少局部突出形状。
4)自焊件通过局部优化更改为冲压件。
5)优化钣金局部结构,拉延工序调整为成形工序。
6)优化钣金局部结构,采用激光拼焊板艺。
(3)工艺设计阶段材料利用率提升" 采用左右件合模工艺,将左右件对称拼接一起冲压成形,再剖切分离,节省模具套数,提升材料利用率。
1)摆剪工艺的应用。为满足产品的成形性,需要将规则的方料进行预处理,如采用摆剪设备对方料进行切角,或采用弧形刀切成弧形料。
2)开口拉延工艺的应用。大部分梁类零件均可采用开口拉延来代替传统的闭口拉延,开口处可有效减少拉延补充面,从而提升材料利用率。
3)拉延槛的应用。小曲率或深度浅的覆盖件采用阻力系数最大的拉延槛来阻止外边界材料流入凹模,产品主要靠内部胀形来获得形状稳定、刚性好的拉延件。拉延槛可有效的阻止板料的流动,让其内部胀形充分从而达到提升材料利用率的目的。
4)排样工艺的应用。将多个形状不规则的坯料,根据其几何形状的特点,在条料上进行有序的排列,合理有效的排样不但能提高生产效率,还能提升材料利用率。
5)套材工艺的应用。侧围,翼子板,带天窗顶盖等产品的废料较大,可考虑“套材工艺”来回收利用废料,甚至可尝试“模中模”技术来进一步提升材料利用率。
6)自动化激光切割技术应用于冲压模具落料、冲孔,利用板材通过激光切割进行穿孔及平面剪裁,并且利用板材切割的算法排列及余料的重复利用,提升材料利用率,同时较传统冲压工艺减少落料及冲孔模具开发,缩短开发周期、降低开发费用。
随着智能制造技术的不断进步,激光切割生产线已经实现了自动上料功能,并通过先进的自动排版软件对板材进行高效利用。同时,结合自动分拣机器人,实现了备料板料的精准分类、自动分拣,并顺利移送至下一工序,形成了完整的自动化生产线。激光切割技术通过算法优化板材的排列,实现了材料的高效利用。这种优化技术能够提高材料利用率5%~10%,显著降低了材料成本。对于外形简单的零件,可以直接采用激光切割落料后折弯、成形,从而减少模具投入。而对于较复杂的零件,也可以通过减少落料模具数量,提供更为灵活的成形方案,进一步优化冲压工艺,提升材料利用率,缩短产品开发周期,降低模具投资及车型开发成本[8]。
2.冲压经济性分析
冲压工艺在汽车零件制造中应用广泛,其操作便捷且生产率高。但经济性受模具成本影响,批量生产对成本消耗影响显著。小批量生产时,冲压工艺成本较高。因此,对于少量零件制造,考虑其他方案更经济。需综合多方案,最大化企业经济效益。
3.冲压工艺性分析
冲压零件的制造难度在生产过程中逐渐显现,其工艺性体现在精准度、材料性能和尺寸等方面。若零件工艺性差,需修改图样以确保其符合冲压技术要求。工艺方案的设计应以总体零件工艺方案为基础,确定特定工序的加工方式,并计算工艺参数,如弯曲件半径和翻边高度。同时,需确定毛坯形状、大小及下料方式,计算材料利用率和工序成型力,将工序消耗的时间和材料控制在一定范围内,并绘制各道工序的工件图。冲压工艺性分析是一个多方面、综合性的过程,它涉及材料选择、工艺优化、自动化技术应用、环保技术以及冲压技术的灵活性等多个方面。通过这些分析,可以确保冲压工艺的高效性、经济性和环保性,从而提高冲压件的市场竞争力[6]。
4.冲压模具成本降低
冲压模具成本的降低可以通过多种方法实现,包括材料选择、模具设计优化、自动化应用、环保技术以及科学化数字化管理等。
1)模具材料是主要的成本支出部分之一,因此选择合适等级的模具材料,以减少材料浪费并符合使用要求尤为重要。
2)对汽车冲压模具标准件进行合理选择。确保标准件符合“三住、三协”的规定要求,并选择国产厂家的标准件以降低成本。部分零部件可以由自制件替代,有效降低成本支出。
3)对汽车冲压模具的设计进行优化。通过工艺优化和模具设计,如一模多件和板坯组合,提高材料利用率,减少工艺补充面积,降低成本。
4)推进汽车冲压模具的平台化发展。可通过建设平台来实现对冲压模具的重复利用,这样可以有效减少冲压模具的开发量,进而提升其利用效率[9]。
5)利用冲压生产线离线模拟仿真技术,实现新车型模具首次上线自动化安全通过率100%,降低调试时间和端拾器项目成本。
结语
汽车在科技时代日益融入生活,成为重要代步工具。其技术普及与应用不容忽视,国内外虽存技术差距,但汽车制造工艺仍有巨大提升空间。冲压制造作为汽车主要制造工艺,其工艺提升对汽车制造及行业发展至关重要。应重视冲压工序、冲压件图和方案设计等方面的创新,确保工艺质量。降低成本的关键在于创新。必须摒弃传统思维,不断引入新技术和新工艺,持续优化工程和工艺规划方案,以减少投资、消除浪费,并最终实现成本的显著降低、质量的提升和生产周期的缩短。
本文简单总结了降低冲压领域成本的基本方法和思路。通过这些方法,能够有效地降低材料消耗和冲压件成本,对社会发展和环境保护具有重要意义。希望本文能够为冲压领域的专家们提供启示,引发更深入的思考[10]。
参考文献:
[1] 席伯宾,葛天麟.论机械制造技术的创新——以汽车制造行业为例[J]. 内燃机与配件,2021(3):154-155.
[2] 王泌慷.柔性制造技术的关键技术及发展趋势[J].中国科技博览,2013(36):15.
[3] 李运杰.微型车前门铰链加强板(左右) 冲压工艺浅析[J].中国机械,2013(4):25-29.
[4] 张浩,黄野.汽车冲压件常见问题及其解决方法[J].科海故事博览·科技探索,2013(5):17-19.
[5] 魏丽,徐万龙.论技术降低成本的意义及方法[J].科技视界,2014(27):267.
[6] 陈柏良.浅谈汽车冲压工艺流程[J].科学与财富,2018(6):11-13.
[7] 郭立新.如何提高汽车冲压件材料利用率探究[J].科技创新与应用,2014(12):25-27.
[8] 魏松波,王宁.钣金加工中的激光切割机应用[J].科技传播,2012(16):17-19.
[9] 李晓春.降低汽车冲压生产的成本控制措施[J].卷宗,2015(12):23-28.
[10] 王晋.汽车模具制造中的新技术[J].模具工程,2012(9):83-86.
猜你喜欢
装备制造技术(2021年5期)2021-08-14 01:44:52
装备制造技术(2020年9期)2021-01-26 00:14:34
模具制造(2019年10期)2020-01-06 09:13:08
模具制造(2019年7期)2019-09-25 07:30:04
模具制造(2019年7期)2019-09-25 07:29:56
中国化肥信息(2019年6期)2019-01-19 13:10:42
经济技术协作信息(2018年5期)2019-01-19 08:39:16
消费导刊(2017年24期)2018-01-31 01:29:29
印制电路信息(2015年6期)2015-12-30 12:57:48
世界制造技术与装备市场(2015年6期)2015-02-28 22:20:24