挤压比对Be-50Al合金棒材热挤压成形的影响
2024-12-31 00:00:00周运洪鲍永鑫张晨
科技创新与应用 2024年35期


摘" 要:根据铍铝合金的热变形性质,提出铍铝合金热挤压成形工艺,并采用有限元方法进行仿真研究。对比铍铝合金棒材在不同挤压比条件下的成形载荷及应力、应变分布。结果表明,变形所需载荷随着挤压比的减小而减小;变形应力较大区域为过渡区;坯料的应变量随着挤压比的增大而增大;坯料的应变速率随着挤压比的增大而增大。
关键词:Be-50Al合金;热挤压;挤压比;热变形;应变速率
中图分类号:TG376.2" " " 文献标志码:A" " " " " 文章编号:2095-2945(2024)35-0090-04
Abstract: According to the hot deformation properties of beryllium aluminum alloy, a hot extrusion forming process of beryllium aluminum alloy was proposed and simulated by finite element method. The forming loads, stress and strain distributions of beryllium aluminum alloy bars under different extrusion ratios were compared. The results show that: the load required for deformation decreases with the decrease of extrusion ratio; the region with large deformation stress is the transition region; the strain of the billet increases with the increase of extrusion ratio; the strain rate of the billet increases with the increase of extrusion ratio.
Keywords: Be-50Al alloy; hot extrusion; extrusion ratio; hot deformation; strain rate
铍铝合金是一种由铍和铝组成的合金材料,具有低密度、高强度、高刚度、优良的热稳定性、良好的抗腐蚀性以及结合了铍的低密度与铝的易加工性等许多优良特性[1]。应用最广泛的Be-38 wt.%Al合金的密度仅为2.1 g/cm3,比铝轻约22.2%。这一特性使其成为航空、航天等领域的理想材料。除此之外,铍铝合金的比强度同样优于铝合金、钛合金以及高强钢。铍铝合金在高温下仍能保持其力学性能,适用于高温工作环境高韧性和抗腐蚀:铍铝合金具有良好的韧性和耐腐蚀性,能够在恶劣环境中长期稳定工作。
热挤压技术是一种将金属材料加热至一定温度后,通过模具施加压力使其塑性变形并形成所需形状的加工方法。由于其高效、精确和可重复性的特点,热挤压技术在航空航天、汽车制造、电子工业等领域得到了广泛应用。热挤压技术主要依赖于金属在高温下的塑性变形能力。当金属被加热到一定温度时,其原子间的结合力减弱,晶格结构变得松散,从而使得金属具有较好的流动性和塑性。此时,通过施加压力,金属可以在模具内流动并填充模具型腔,形成所需的形状。
吕一格等[2]为了缩短制造加工的时间,采用粉末冶金+热挤压成形的方式开展了铍铝合金的制备。结果表明,挤压变形后,铍颗粒以颗粒状均匀分布于铝相之中,并且材料的致密度明显上升。除此之外,合金的硬度和强度也得到了提高。刘兆刚等[3]采用挤压成形技术研究铍铝合金挤压成形的影响因素,并分析了微观组织结构,检测了铍铝合金挤压力学性能。结果表明,铍铝合金热挤压成形,力学性能有明显改善。上述文献证明,采用挤压成形制备铍铝合金能够进一步提高铍铝合金的力学性能。
本文采用数值模拟的方法计算了铍铝合金棒材热挤压成形过程,对比了不同温度和不同挤压比的仿真结果,得到铍铝合金棒材的最优挤压工艺参数,为铍铝合金棒材挤压模具的设计、模具材料的选择和工艺的制定提供了依据。
1" 建模
采用三维软件建立零件坯料和模具的三维模型,如图1所示,然后将三维模型导入有限元软件,再进行前处理。前处理主要是模拟条件的设置,包括坯料的材料属性、网格划分,同时设置初始条件,包括温度、挤压速度等等。设置完成后,进行计算。计算完成后,采用后处理软件对模拟运算结果进行分析,并对模拟结果进行可视化,获取成形载荷、应力应变情况、金属流动情况等等,为零件成形方案的完善提供有力支撑。
本实验采用的材料模型为球形粉末态Be-50 wt.%Al合金,其力学曲线参考文献[4]的实验结果,获得了真应力-应变曲线。经过拟合处理,将曲线导入有限元软件材料库。
2" 数值模拟结果分析
2.1" 载荷分析
铍铝合金棒材热挤压成形过程中,载荷先快速增大,然后趋于平稳。对比了3种挤压比模具载荷的变化规律(图2),得到:随着挤压比的减小,所需载荷逐渐减小。挤压比11模具挤压过程所需载荷约为挤压比2模具的3倍。因此,根据设备的实际情况,参考不同挤压比模具的载荷变化规律,可设计匹配的模具。另外,根据载荷的变化规律,通过监控设备实际压力的变化情况,判断材料的变形阶段,推测变形过程是否处于正常状态。
2.2" 应力分析
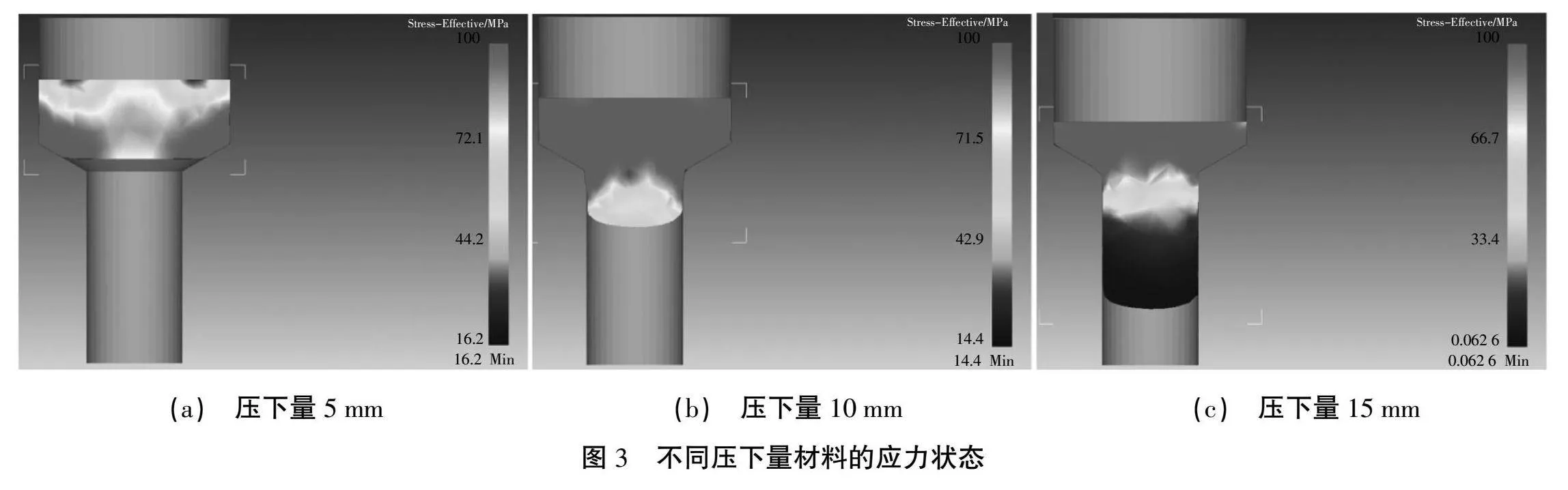
材料变形过程中的应力分布是挤压变形关注的重点,从图3中可以看出,开始变形阶段,过渡区材料所受压力较大;而当坯料挤入棒材模腔后,坯料前端的应力开始降低;最终,坯料前端受力较小,仅受摩擦力影响。因此,在模具设计方面,变径区域受力较大,磨损严重,可通过增加易换装置,延长整套装置的寿命,降低成本。
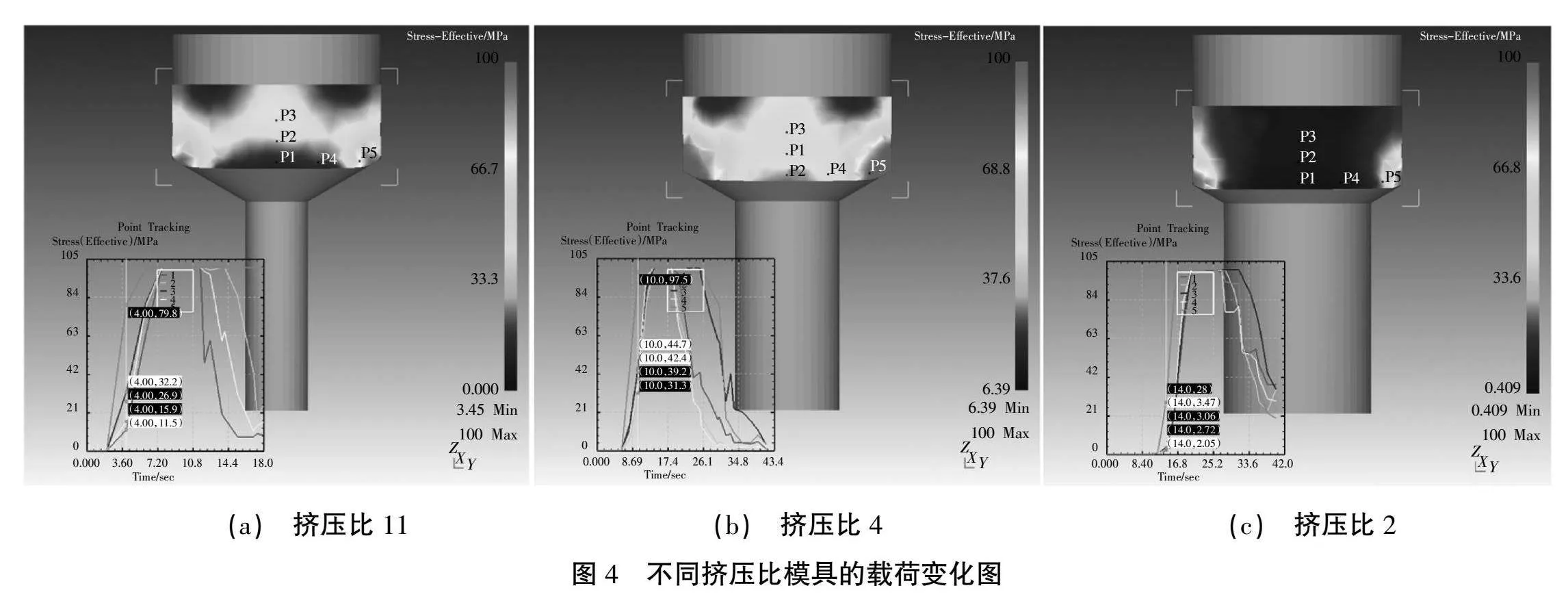
挤压成形过程中,坯料不同位置所受应力不同,这将对其挤压后组织有较大的影响。取不同挤压比的不同位置进行应力分析,如图4所示,结果表明:横截面上靠近模具的位置应力上升较快,然后各位置将达到最大应力,最后又开始下降;对比了不同挤压比模具中坯料的应力变化情况,总的变化趋势相差不大。
2.3" 应变分析
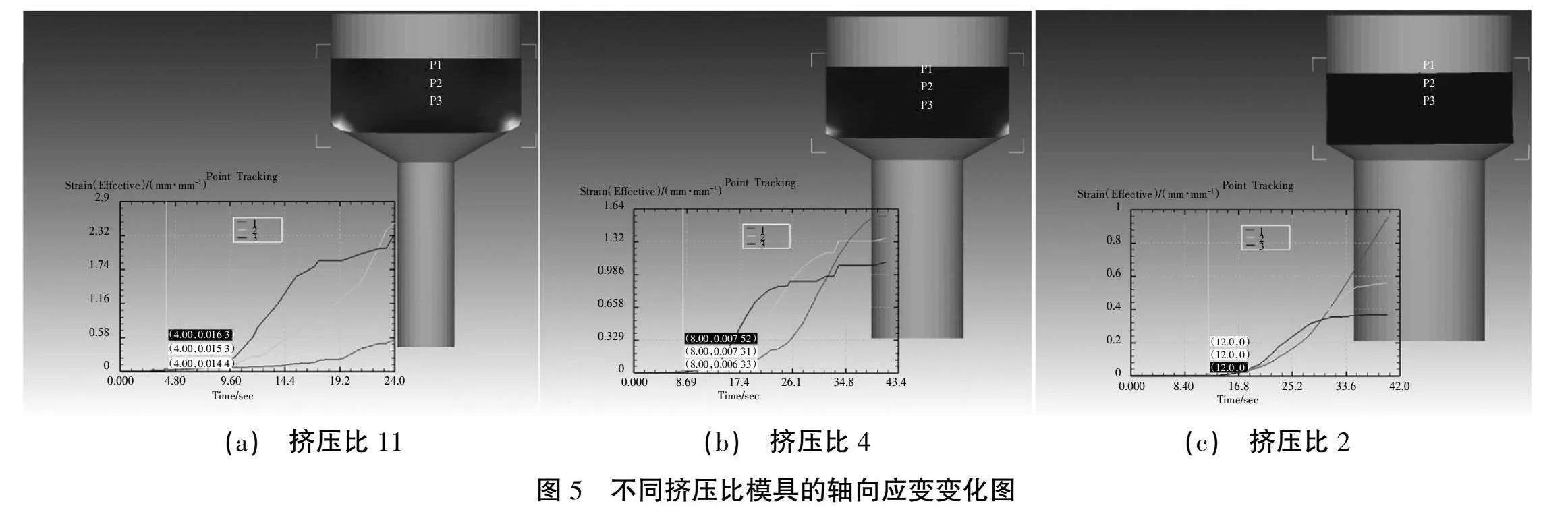
挤压成形技术不仅能成形工件,还能强化材料性能,挤压过程的强化主要是变形强化。选择不同区域进行应变分析,如图5所示。结果表明:挤压比越大的,材料的应变量越大,挤压比11模具的应变量约为挤压比2模具的2倍;对于同一坯料,不同区域材料的变形量相差也较大,因此挤压变形后各区域的性能不均一,需后期进一步热处理进行性能调控。
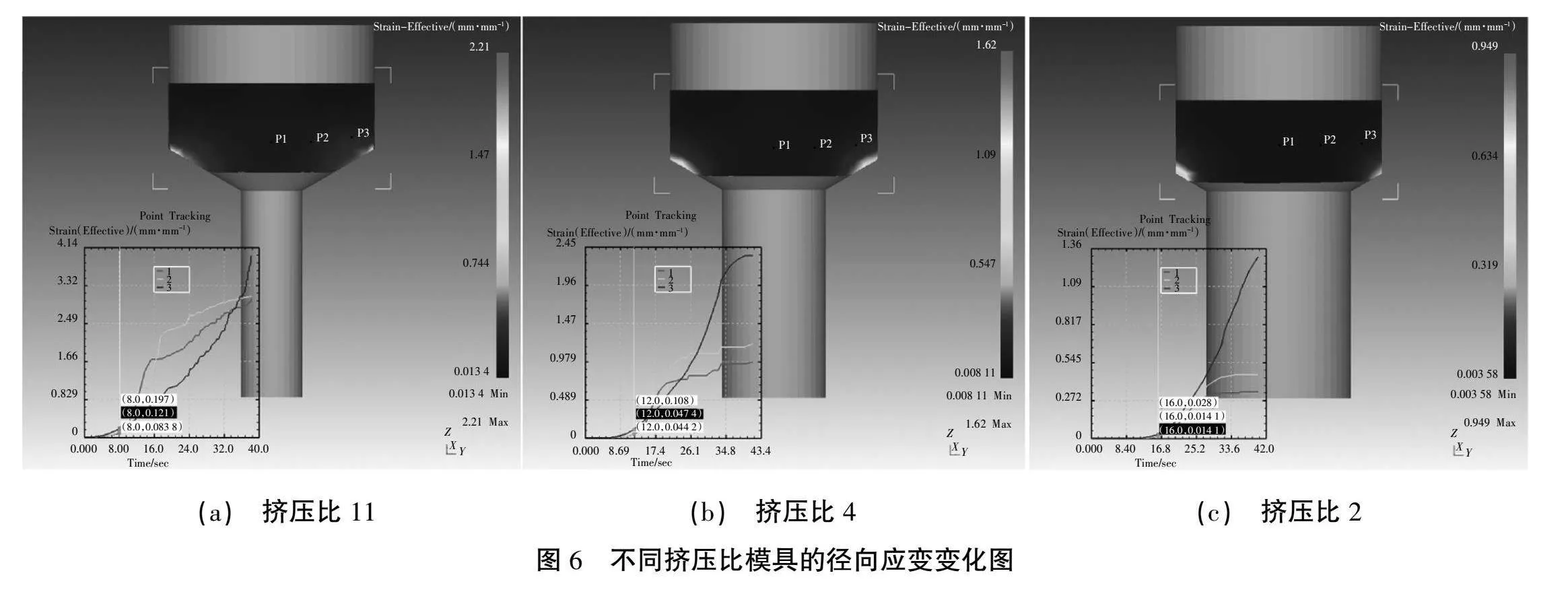
分别对坯料径向的应变进行分析,从图6可以明显看出,靠近模具位置的坯料最终的应变最大,而靠近坯料中心区域的应变最小。对比分析不同挤压比模具中坯料的变化规律可以得到,随着挤压比的减小,坯料的应变量明显减小,这表明:挤压比越大,坯料所受的变形量越大,越有利于材料晶粒的细化以及增加挤压件的强度,达到强化材料的效果。
2.4" 应变速率分析
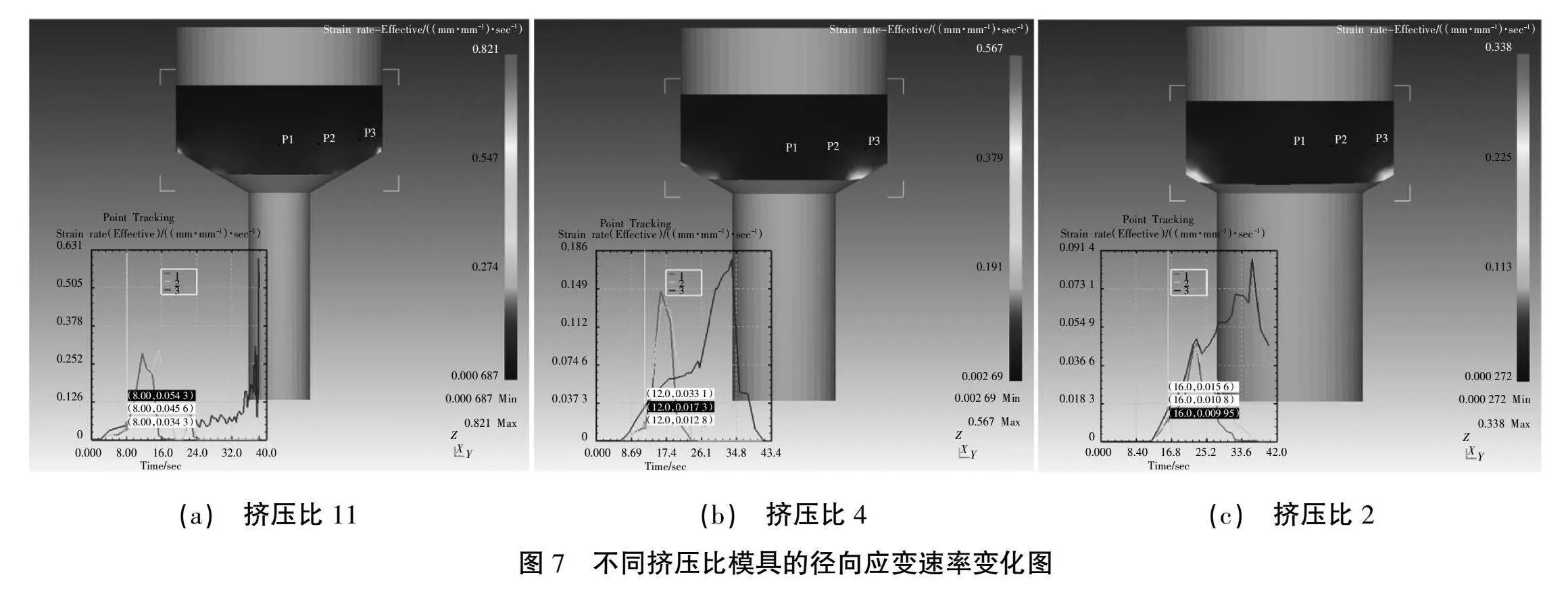
应变速率是变形能力的关键指标,通常变形速率越快,坯料越容易开裂。图7显示了不同挤压比不同位置坯料的应变速率变化规律,可以看出,应变速率都具有先增大,后减小的规律。随着挤压比的减小,坯料的应变速率明显减小,这表明:挤压比越大,坯料在挤压变形过程中,越有开裂的倾向。因此,需要结合坯料在不同条件下的变形能力进行挤压比的设计。
对于铍铝合金而言,由于铍相和铝相互不相容,呈两相结构的材料,类似复合材料结构。两相的结合能力较弱,在变形过程中,对应变速率更敏感。因此,在设计挤压比模具前,首先要对材料在不同变形速率条件下的变形行为进行了解,然后根据材料的变形行为进行模具的设计,选择合适的挤压比,这样才能有效地避免挤压过程中表面开裂、棒材不连续等缺陷问题出现。
3" 结论
挤压比对铍铝合金棒材热挤压成形有较大影响。随着挤压比的增大,所需载荷成倍增加,挤压比11模具所需载荷是挤压比2模具的3倍;另外,坯料的变形量也更大,挤压比11模具中坯料的变形量约是挤压比2模具的2倍;坯料挤压变形过程中应变速率随着挤压比的减小而明显减小。
参考文献:
[1] 李军义,王东新,刘兆刚,等.铍铝合金的制备工艺与应用进展[J].稀有金属,2017,41(2):203-210.
[2] 吕一格,代彦明,刘兆刚,等.热挤压对铍铝合金显微组织和性能的影响研究[J].稀有金属与硬质合金,2019,47(5):60-63.
[3] 刘兆刚,王维一,谢垚,等.铍铝合金挤压成形技术研究[J].湖南有色金属,2015,31(2):49-53.
[4] 王晶,王旻,张晨,等.基于球形铍粉制备的Be-50Al合金热变形行为研究[J].稀有金属材料与工程,2023(8):2901-2908.
猜你喜欢
轴承(2022年5期)2022-06-08 05:05:42
河南工学院学报(2021年3期)2021-09-27 12:08:44
昆钢科技(2021年1期)2021-04-13 07:55:00
模具制造(2019年4期)2019-12-29 05:18:58
四川冶金(2019年5期)2019-12-23 09:05:00
山东冶金(2019年5期)2019-11-16 09:09:08
文化交流(2019年3期)2019-03-18 02:00:12
制造技术与机床(2018年9期)2018-09-19 06:48:36
滇池(2017年5期)2017-05-19 03:23:19
上海金属(2016年1期)2016-11-23 05:17:28