Hairpin扁线电机定子工艺分析
2024-12-20 00:00:00杨葵
专用汽车 2024年12期
摘要:在当今能源转型和技术创新的发展背景下,Hairpin扁线电机凭借其自身独特优势和性能,逐渐被广泛地应用在电机领域并成为热点话题。而作为Hairpin扁线电机的重要组成部分,定子的质量会对整个电机的稳定运行状态产生直接影响。基于此,对Hairpin扁线的结构与特点优势进行分析,并对Hairpin扁线电机定子工艺进行深入研究,并提出了一系列具有针对性的优化策略。
关键词:Hairpin扁线电机;定子;工艺分析;优化策略
中图分类号:U461 收稿日期:2024-11-05
DOI:10.19999/j.cnki.1004-0226.2024.12.031
1 前言
Hairpin扁线电机又称发卡电机,是一种常用于新能源汽车制造行业的部件,以其自身高转速与高功率的特点满足了当前新能源汽车市场的驱动发展需求。Hairpin扁线电机则是一种能够完全替代传统圆形漆包线的新型电机结构,是指内部定子绕组采用矩形横截面的扁状漆包线。因此,如何利用现有Hairpin扁线电机定子工艺实现绕组层数以及稳定性的增加,就成为十分重要的问题。
2 Hairpin扁线电机的结构
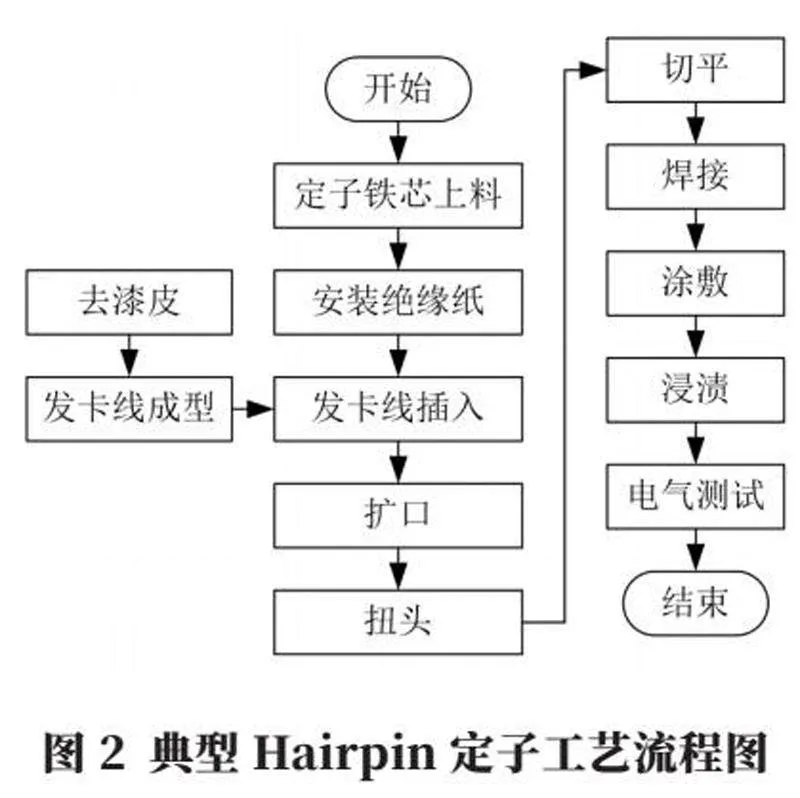
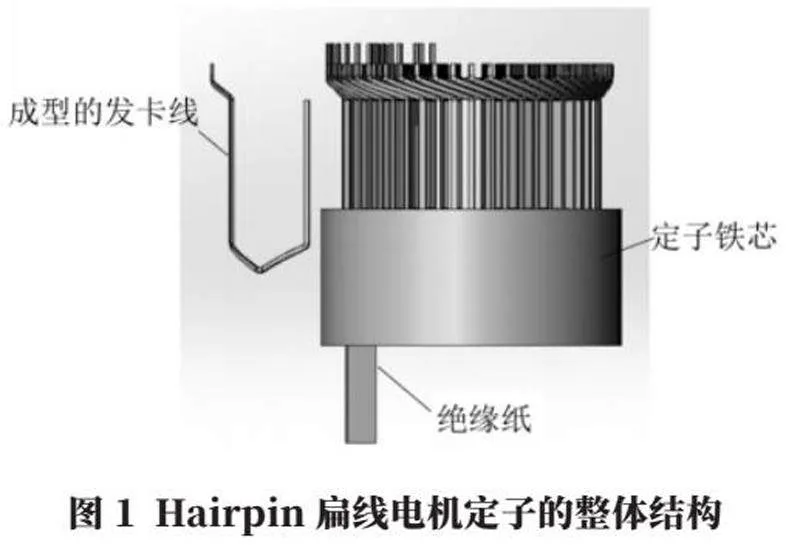
Hairpin扁线电机定子的主要组成部分包括成型发卡线、定子铁芯以及绝缘纸三个部分,具体结构如图1所示。典型的Hairpin定子工艺流程如图2所示。
定子铁芯通常由经过叠压操作的多层硅钢片构成,这种铁芯结构能够在一定程度上减少涡流损耗,而整个Hairpin扁线绕组则通过特定的排列和连接方式连成电路。就目前Hairpin扁线电机的实际使用情况与其定子的整体结构两方面来看,定子每槽发卡数量与所用的铜线数量、焊点的位置和总量等存在明显的直接关联。也就是说,若Hairpin扁线电机定子中的每槽发卡数量越多,则插入铜线的数量也就越多,不同焊点的位置和数量以及实际扭转的层数也会随之发生相应变化,最终会对Hairpin扁线电机定子的发卡线成型一致性造成影响。因此如何尽快克服并利用这种作用,提升不同焊点的实际焊接质量和效果,增强Hairpin扁线电机定子的应用稳定性和有效性,是电机制造厂商需要关注的主要问题。
3 Hairpin扁线电机的特点与优势
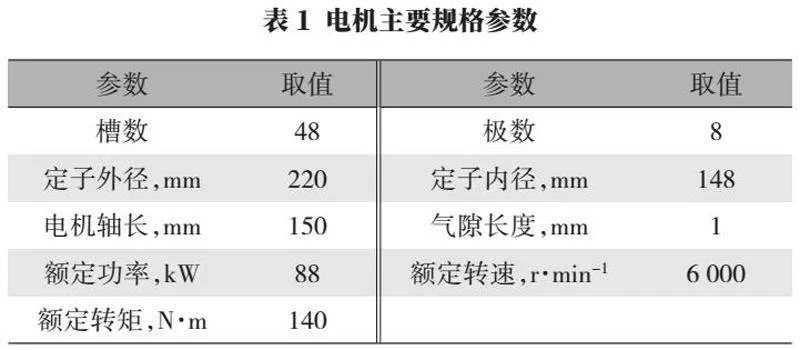
a.效率高且功率密度高。与传统圆线电机不同,Hairpin扁线电机(主要规格参数如表1所示)具有更高的空间利用效率,能够在相同条件下容纳更多导线,裸铜槽满率至少可以在传统圆线电机的基础上提升20%,质量和性能较强的Hairpin扁线电机裸铜槽满率可以在原有基础上提升30%。这种提升能使得绕组电阻无法正常进行阻进作用,从而降低整个电机的运行铜损耗。若所用的导线直径较大,则其所产生的电阻较小,因此不会因导线运行发热而受到较大影响,整体损失能量情况在可控范围之内。也就是说,在相同损耗下,传统圆线电机所输出的功率和扭矩小于Hairpin扁线电机[1]。
b.具有卓越的散热性能。Hairpin扁线采用扁平外观设计,这种扁平的性状能够为扁线绕组与冷却介质之间的接触提供一定空间。再加上整个Hairpin扁线电机的性状较为规整,因此能够在定子槽内紧密贴合,有利于热量的快速散发,从而削弱Hairpin扁线电机因长时间运行而出现的高温状态,提高电机的可靠性和稳定性,延长其使用寿命。不仅如此,还能使其与定子铁芯齿部和轭部的接触呈现更优,热传导效率以及电机的运行峰值都会在一定范围内得到有效提升。
4 Hairpin扁线电机定子工艺的关键环节
4.1 扁线绕组的成型工艺
一方面,需要对扁线的材质进行精细挑选,这是因为扁线的材质与电机的整体性能,以及成本消耗等多个方面有着无法分割的关系。铜和铝是最常见的两种扁线材料,这是因为铜的导电性能较好同时还具备较强的导热性能,但所消耗成本较高;铝的成本消耗量较少,但导电性能较差。为增强扁线绕组成型工艺的应用效果,除了材质之外,还需要对所选择材料的实际机械强度、耐腐蚀性等多方面性能进行综合考虑,以更好地适应不同的工作环境和要求。
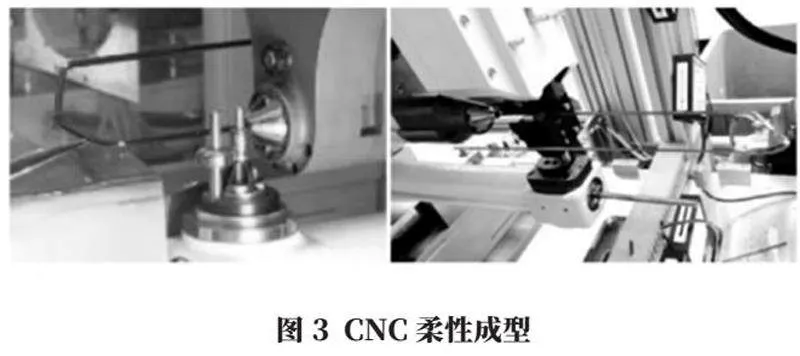
另一方面,从具体成型过程方面来看,扁线成型中最重要的两个环节是切割和折弯,这两个环节对精确度有着严格的要求,若切割尺寸存在较大误差,则势必会导致扁线绕组长度和电阻的实际数值与预设方案之间出现不符的问题,而折弯角度与预期不符,则可能会导致扁线绕组在嵌入定子槽的过程中出现一系列问题,也会对电机的运行效果造成影响。
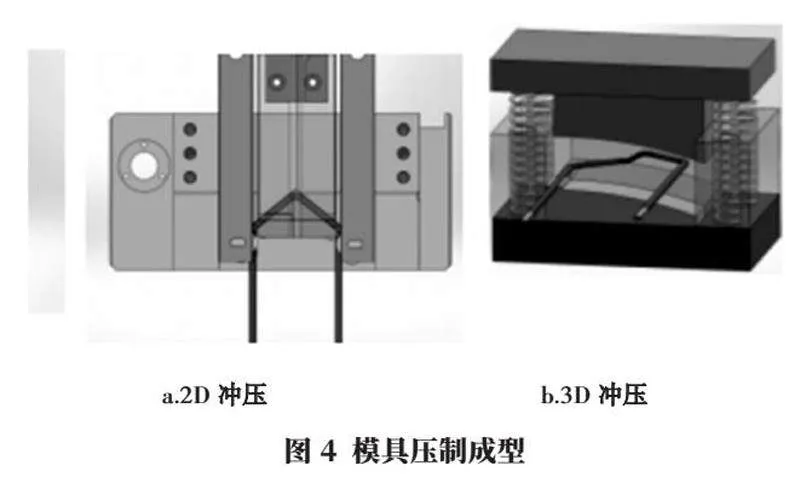
CNC柔性成型和模具压成型是目前较常使用的两种Hairpin成型工艺,如图3、图4所示。相较而言,模具压制成型所显现出的成型质量更为理想,在批量生产中能够维持在更低的成本投入水平上,因此使用模具压制成型的方式展开Hairpin成型作业更为理想。
4.2 定子铁芯的加工制造
4.2.1 铁芯材料
铁芯是定子的核心组件,其所用材料的性质对电机的整体性能有着至关重要的影响。电机的工作效率和功率因数与铁芯材料的磁性特性有着直接的联系。高品质的硅钢片通常显示出较低的铁损特性,这意味着在电磁能量转换过程中能量损耗相对较少,从而可以显著提高电机的工作效率。另外,高磁导率确保了磁通可以更流畅地通过铁芯,从而有助于提高电机的输出功率。但是,这类高效能的材料常常伴随着相对较高的成本,这肯定会导致电机生产成本的上升[2]。
因此,在挑选铁芯材料的过程中,必须进行深入且仔细的评估,比如需要对电机的实际使用环境和性能标准进行深入探讨。例如,在追求更高的效率和功率密度的高端应用场景中,对于新能源汽车的驱动电机,人们可能更偏向于选择高品质的硅钢片,以确保达到严格的性能标准。从另一个角度看,成本预算同样是一个不能被轻视的要素。对于那些对成本比较敏感的大众应用产品,在确保基础性能的同时,可能需要在材料性能和成本之间找到一个平衡点,可以选择性价比较高的中低牌号硅钢片,或者考虑使用其他替代材料。只有在综合考虑电机的性能需求与成本预算后,才能做出最合适且经济高效的铁芯材料的选择。
4.2.2 冲压技术
在定子铁芯的生产流程中,冲压技术起到了不可或缺的作用。冲压模具的精细设计和冲压参数的精确配置,对铁芯的最终品质产生了关键性的作用。铁芯槽型的尺寸精度和形状一致性是由模具精度所直接影响的。使用高精度模具可以确保铁芯槽型尺寸的准确性和一致性,这为绕组的嵌入创造了理想的环境,并确保了电机的电磁性能得到稳定和优化。
冲压过程中的各种参数,如冲压力和冲压速度,都会对铁芯的整体质量造成多维度的影响。在冲压过程中,铁芯的变形程度与冲压力的大小有着直接的联系。如果冲击压力太大,铁芯可能会发生过度的形变,导致残留应力的集中,进而对铁芯的磁性和机械稳定性产生不良影响;相反,如果冲压力太低,可能无法确保冲压的完整性和精度,从而导致铁芯出现毛刺、缺口等缺陷。过快的冲压速度可能会导致模具磨损加重、冲压过程变得不稳定,甚至可能引发铁芯的瞬时断裂;如果冲压的速度太慢,那么生产的效率会受到影响,同时生产的成本也会上升[3]。
因此,在进行定子铁芯的冲压工艺时,必须依赖大量的实验研究和实际生产经验的累积,以准确确定最优的冲压模具设计和冲压参数设置。为了确保冲压出的铁芯具备高品质、高精确度以及优良的性能一致性,这不仅需要先进的模具制造技术和高精度的加工设备,还需要工程技术人员拥有深厚的专业知识和丰富的实践经验,这样才能为电机的高效运行奠定坚实的基础。
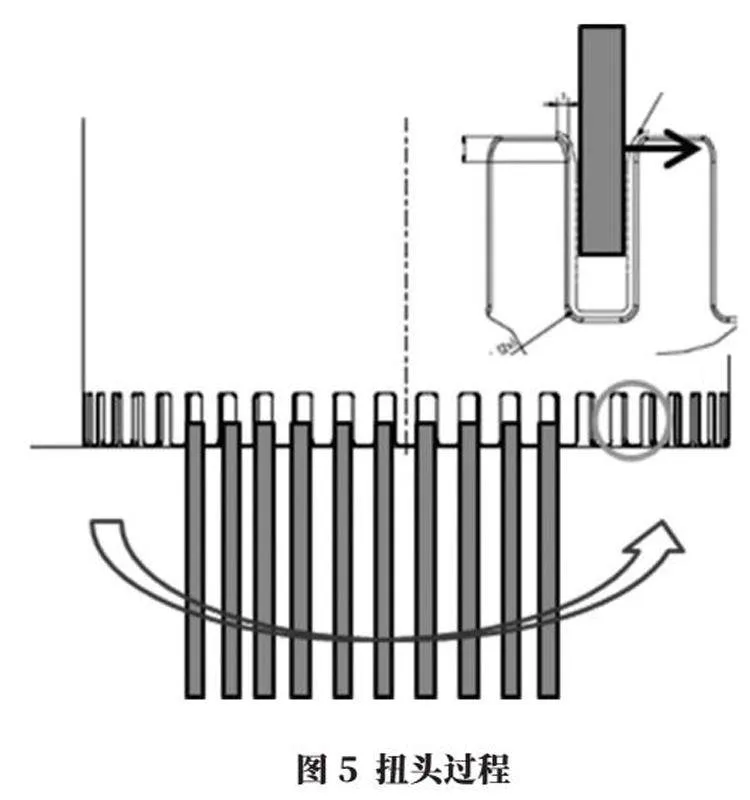
4.3 扭头工艺
Hairpin扁线电机定子的扭头工艺是一个至关重要且充满挑战的生产步骤,其过程如图5所示。扭头工艺的核心目标是对扁线绕组的端部进行恰当的旋转和调整,以确保绕组间的精确连接和优化的空间布局,进而提高电机的整体性能和稳定性。以Hairpin扁线电机为例,在某款电动汽车中,即使扭头角度的偏差只有2°,也可能会使绕组间的接触电阻增加大约5%,这会导致电机的能量损失增加,从而使效率下降大约1%。从位置控制的角度看,如果偏差超出0.5 mm,那么相邻的绕组间的距离可能会变得不均匀,这进一步会对电机的磁场分布产生影响,从而导致功率因数的降低。
在扭头时,扁线所承受的应力分布显得尤为关键。不均衡的应力可能会引起扁线发生变形、产生裂纹或甚至断裂,进而对绕组的导电性和机械强度产生不良影响。以典型的铜制扁线为研究对象,当其在扭头过程中受到的应力超出其屈服强度的80%时,这种扁线裂纹的出现几率会明显上升。举例来说,在某项实验研究中,当应力达到特定水平时,超过30%的扁线在扭头之后会出现微小的裂纹,这会导致电阻增加大约3%。
另外,温度也是一个必须要考虑的变量。由于摩擦与形变,扁线有可能释放出热能。如果温度过高,材料的性质可能会发生改变,这可能会对扭头后的品质和稳定性产生不良影响。例如,在温度升高至200 ℃以上的情况下,铜扁线的硬度可能会减少大约10%,这有可能会影响其在扭头后形状的稳定性。因此,在实际的生产过程中,通常会选择使用水冷或风冷这样的冷却方法,确保温度维持在150 ℃或更低。
为了达到高品质的扭头效果,工艺参数的精细调整是至关重要的。这涉及转动的速度、所施加的力量幅度以及其持续的时长等因素。经过一系列的实验和模拟分析可以得出相应结论,在扭头速度为每秒10°、施加的力为50 N并且持续时间为0.5 s的条件下,对于截面积为5 mm2的扁线,扭头后的缺陷发生率可以维持在1%之内,同时生产效率也能达到每小时大约100个定子的水平。
最后,必须在扭头之后进行质量检查和控制。操作人员需要运用尖端的检测方法,如光学测量和电阻测定等技术。例如,利用高度精确的光学探测工具,能够探测到扁线头部的裂纹,其大小不超过0.1 mm;电阻的测量精度可以高达0.001 Ω,这有助于对扭头的品质进行精确的评估,并能够及时地识别并排除不达标的产品,从而确保定子的总体表现和稳定性。
4.4 焊接工艺
定子绕组的电气连接的稳定性和电阻的一致性是由焊接质量的好坏直接决定的,这会进一步对电机的整体性能、工作效率和可靠性造成深刻的影响。
常用的焊接技术有激光焊接、超声波焊接以及电阻焊接等几种。激光焊接技术以其高度的精确性、强大的能量密度和微小的热影响区域而著称。例如,在焊接0.5 mm厚的扁铜线时,激光束可以精确地聚焦,从而实现极小的焊缝宽度和深度,通常不超过0.2 mm,这样可以确保焊接部位的强度和导电性。但是,激光焊接设备的成本相对较高,并且对焊接表面的清洁度有严格的要求。
超声波焊接技术是通过高频振动产生的摩擦热量来完成焊接。对于规格一致的扁铜线,其焊接所需的时间通常不超过0.5 s,从而能迅速地构建出稳固的连接部位。这种焊接技术有以下优势:
a.能够保证焊接过程稳定,同时能够实现对焊接参数的全面调控。
b.能够有效提升整体焊接速度,且不需要使用其他助焊剂。
c.焊接不影响整体导电性,焊接中所产生的电阻系数极低,不会对扁线电机造成阻碍。然而,这种方法在控制焊接压力方面要求非常精确,过高的压力可能会引发扁线的变形,而过低的压力则可能导致焊接强度降低[4]。
电阻焊接是通过电流流过焊件的接触面和附近区域,从而产生电阻热来进行焊接的。在焊接操作中,电流的幅度、通电的时长以及电极的压力等关键参数的恰当搭配显得尤为关键。以特定型号的电机定子焊接为研究对象,当电流达到5 000 A、通电时间为0.3 s、电极压力为300 N时,可以实现优良的焊接效果,并且焊接接头的电阻值能够稳定地控制在0.002 Ω以下。
除此之外,焊接接头的微观构造和力学特性也构成了评价焊接质量的关键因素。一个优质的焊接接头应当拥有均匀且精细的晶粒构造,以确保其具备充分的强度和韧性。经过金相分析,可以发现理想的焊接接头的晶粒大小可以被限制在10 μm以下。
在焊接过程当中,热循环的存在可能会对定子铁芯以及绕组的各项性能造成一定的影响。过高的热量有可能引发铁芯的局部退火过程,从而降低其磁性能;这也有可能导致绕组的绝缘层遭受损害,从而减少绝缘电阻。因此,有必要对焊接的工艺参数进行优化,以降低热量的影响。
5 结语
Hairpin扁线电机定子工艺融合了机械制造、电气工程等多学科的理论知识,是一个综合性的复杂系统工程。因此技术人员需要针对该工艺中的各个不同环节,严格把控技术要点,以此来推动Hairpin扁线电机定子工艺的创新优化策略,从而在提升定子制造质量和性能的同时,为电机行业和其他有关领域注入更多活力和动力。
参考文献:
[1]昌雨,申荣卫,黄金娇,等.永磁同步电机扁线6层定子绕制嵌线技术研究[J].汽车实用技术,2024,49(9):10-14+34.
[2]史俊旭,吴霜,陈致初,等.电动汽车用扁线异步电机性能分析与计算[J].微电机,2024,57(4):52-59.
[3]韩常青,赵南南,许檬,等.电动汽车用扁线电机定子绕组损耗分析与优化设计[J].汽车技术,2023(1):29-36.
[4]曾凡林.Hairpin扁线电机定子工艺方法比较分析[J].机械设计与制造工程,2021,50(7):117-121.
作者简介:
杨葵,男,1974年生,高级工程师,研究方向为汽车电驱动系统。