汽车钣金件电泳涂装优化路径探析
2024-12-20 00:00:00朱付勇刘桦茳
专用汽车 2024年12期
摘要:电泳涂装作为汽车涂装工艺中必不可少的重要环节,对整车外观品质和耐腐蚀性能至关重要。目前汽车钣金件电泳涂装过程中仍存在诸多问题,包括涂层外观缺陷如划痕、鱼眼、积涂等,以及性能缺陷如附着力不足、耐蚀性差、绝缘性能差等,这些问题的主要原因在于前处理工艺缺陷、电泳浴液配方不合理、后处理控制不当等。为解决上述问题,提出了全面的改进策略,涵盖电泳涂装工艺的各个环节,从而提高电泳涂层的外观质量和各项性能指标。研究结论可为进一步优化汽车钣金件电泳涂装工艺、提升整车质量提供理论指导和实践路径。
关键词:电泳涂装;汽车钣金件;工艺缺陷;工艺优化
中图分类号:U461 收稿日期:2024-10-29
DOI:10.19999/j.cnki.1004-0226.2024.12.036
1 前言
随着消费者对汽车外观质量和耐久性能要求的不断提高,汽车钣金件电泳涂装的优化改进迫在眉睫。电泳涂装作为汽车整车涂装工艺中不可或缺的重要一环,其质量水平直接决定了整车的外观品质和耐腐蚀性能,进而影响汽车的综合质量和市场竞争力[1]。然而,在当前汽车钣金件电泳涂装中,仍然存在诸如问题,阻碍了汽车产品质量的进一步提升,这些问题的根源在于前处理工序控制不当、电泳浴液配方和电解条件不合理,以及后处理环节控制欠佳等多方面。为此,研究人员迫切需要对汽车钣金件电泳涂装工艺进行全面的优化和改进,解决上述各种问题,显著提高涂层质量,满足日益严格的市场需求,从而提升整车品质和竞争优势。
2 电泳涂装概述
电泳涂装是一种高效且环保的涂装技术,广泛应用于汽车、家电、金属家具等行业的表面涂装,此技术利用电场使带电的涂料粒子向工件表面迁移并形成均匀的涂层,特别适用于复杂形状的工件。
电泳涂装的主要步骤为预处理、电泳涂装、超滤和后处理。在预处理阶段,工件需要经过清洗、除锈、磷化等多个步骤,以确保表面清洁和增强涂层的附着力[2]。电泳涂装过程中,将清洁后的工件浸入含有电泳涂料的水槽中,工件通常作为阴极或阳极,另一电极放置在水槽中。当电源开启时,涂料中的树脂颗粒因带电而在电场的驱动下向相反电极的工件表面移动,形成一层均匀的涂层。涂装完成后,通过超滤技术去除附在工件表面的多余涂料,最后在高温下进行焙烤,使涂层固化,从而提高涂层的物理和化学性能。整个过程中,涂装厚度和质量可以通过调整电压、电流、涂料浓度和浸泡时间等参数进行精确控制。
电泳涂装技术的显著优势在于其能够实现高质量的涂装效果。涂层均匀、厚薄一致,能够覆盖工件的隐蔽部位,特别适合复杂形状的工件涂装。电泳涂装过程中,由于主要使用水基涂料,大大减少了有害溶剂的使用,符合环保要求,减少了对环境的污染[3]。此技术还具有自动化程度高、生产效率高的特点,能够显著降低人工成本,提高生产效率。由于这些优点,电泳涂装技术不仅被广泛应用于汽车底盘、车身、发动机等部件的防腐蚀涂装,也适用于电器外壳、金属家具、医疗设备等多个领域。例如,在汽车行业中,电泳涂装是实现车身长期防锈和美观的关键工艺;在家电行业中,用于提高产品的外观质感和耐用性;在金属家具制造中,则通过电泳涂装提供多样化的颜色和长效的保护层。
电泳涂装因其独特的工艺优势和广泛的应用前景,在现代制造业中占据了重要的地位,是连接材料科学、电化学和环境科学的一个重要技术节点,对提升产品质量和生产效率以及推动绿色制造具有重要的促进作用。
3 汽车钣金件电泳涂装存在的问题
3.1 电泳涂层外观缺陷
在汽车钣金件的电泳涂装过程中,虽然能够提供高效和均匀的涂层,但在实际操作中仍可能出现一些影响涂层外观质量的缺陷,这些缺陷不仅影响汽车部件的美观,也可能降低其防腐蚀性能。
针孔和气泡是电泳涂装中常见的问题,它们通常由涂装过程中的气体释放不畅或涂料本身含有杂质引起。在电泳涂装过程中,如果工件表面的预处理不彻底,如清洗和磷化处理后仍残留水分或油污,这些残留物会在电泳过程中释放出气体,形成气泡。电泳涂料的配制也可能导致气泡问题,比如涂料中溶解的空气未能有效去除,或者涂料配比不当导致涂料黏度过高或过低,都会在固化过程中形成针孔或气泡。这类缺陷不仅影响涂层的外观,还会在涂层内部形成微小的通道,减少涂层对底材的保护作用,从而降低整体的防腐性能。
涂层的均匀性是评价电泳涂装质量的关键指标之一。涂层不均主要表现为涂层厚薄不一或涂层色泽不一致,这种现象可能由多种因素引起。例如,电泳槽内涂料的循环不均匀可能导致涂料分布不一,使得某些区域的涂层相对较厚或较薄。电泳电压和电流的不稳定也会影响涂层的均匀性,电压和电流的波动可能导致涂料沉积速率的变化,从而影响涂层厚度的一致性。工件悬挂方式和位置也对涂层的均匀性有重要影响,不正确的悬挂或工件位置过于靠近电泳槽边缘,都可能导致涂层在工件表面的分布不均匀。这些问题不仅影响产品的外观质量,还可能导致涂层的保护性能在不同区域有所差异,影响产品的整体耐用性和防腐能力。
3.2 电泳涂层性能缺陷
在汽车钣金件的电泳涂装过程中,除了外观缺陷之外,还存在一些涉及涂层性能的问题,电泳涂层的性能缺陷主要影响涂层的防护能力和耐用性[4]。电泳涂层的附着力是决定其性能的关键因素之一,涂层与基材的良好结合能够有效地保护基材不受腐蚀和外界环境的影响。然而,在实际应用中,涂层的附着力可能由于多种因素而变得不足,导致涂层在后续的使用过程中出现剥落或脱落。这种附着力不足主要因为基材表面处理不当或电泳涂料自身的问题,如果基材的表面处理如除锈、磷化处理不彻底,或表面残留有油污、灰尘等污染物,就会严重影响涂层与基材的结合力。
虽然电泳涂装广泛用于提高汽车钣金件的防腐蚀性能,但在某些情况下,涂层的耐腐蚀性可能不满足长期使用的要求。涂层的耐腐蚀性主要取决于涂料的成分、涂层的完整性以及涂层的厚度,如果电泳涂料中使用的树脂、颜料和添加剂对环境中的腐蚀介质(如盐水、酸、碱等)反应性高或保护性不足,涂层的抗腐蚀能力就会降低。同时,涂层的不均匀或存在微缺陷(如针孔)也会成为腐蚀介质侵入的通道,加速基材的腐蚀过程。涂层的厚度不足也是导致耐腐蚀性差的一个重要因素。过薄的涂层不能有效隔离腐蚀介质,使得涂层的保护作用大打折扣,这些问题如果不被控制,将极大地影响汽车钣金件的使用寿命和安全性,增加企业的生产和维护成本。
上述这些缺陷的存在表明,尽管电泳涂装技术具有诸多优点,但在实际应用中仍需严格控制工艺参数和材料质量,以确保涂层能够满足高标准的性能要求,汽车钣金件的电泳涂装不仅需要精确的工艺控制,也需要对涂料成分进行科学配比和优化,才能确保涂层的长效性能,满足汽车行业对高耐久性和高防护性能的需求。
4 汽车钣金件电泳涂装改进策略
4.1 优化前处理和电泳本体工艺
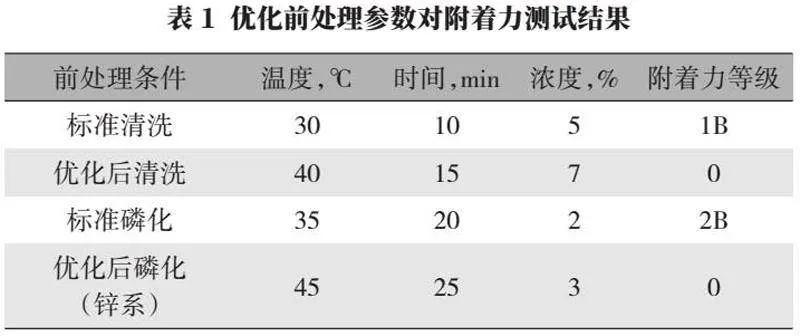
汽车钣金件的电泳涂装质量在很大程度上取决于前处理和电泳本体工艺的优化。前处理阶段是确保涂层质量的关键步骤,主要包括清洗、磷化或其他表面处理方法。优化前处理可以从提高清洗和磷化的效率和效果出发,以确保基材表面的干净和为电泳涂装提供良好的基础。例如,研究人员通过调整清洗流程中的温度、时间和化学药品的浓度,可以有效去除金属表面的油脂、灰尘和其他污染物。磷化处理质量的优化是另一个关键点,通过选择适合的磷化类型(如锌系、铁系或锰系磷化)和精确控制磷化膜厚度和均匀性,可以显著提高涂层的附着力和耐蚀性。表1展示了优化前处理参数对附着力测试结果的影响。在这个示例中,通过提高清洗和磷化的温度和时间,并略微增加化学药品的浓度,可以显著提高附着力等级,其中0级表示没有剥离,是最佳结果。
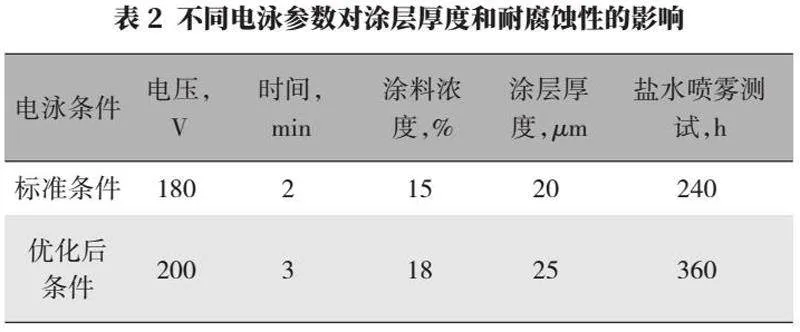
电泳涂装的核心是确保涂料均匀地沉积在钣金件上,而这需要精确控制电泳槽的工艺参数,如电压、时间、涂料浓度和槽液温度,研究人员需要优化这些参数,改善涂层的质量和性能。例如,调整电泳电压和时间,可以控制涂层的厚度和均匀性。在电泳涂料的配方方面,研究人员可以通过添加特定的助剂改善涂层的流平性和密闭性,从而减少涂层中的孔隙和缺陷。表2说明了不同电泳参数对涂层厚度和耐腐蚀性的影响。可以看出,在优化后的条件下,涂层的厚度有所增加,耐腐蚀性也相应提高,盐水喷雾测试显示涂层能更持久地抵抗腐蚀环境的侵袭。
这些策略既可以提高涂层的质量和性能,也有助于降低维护成本和延长汽车钣金件的使用寿命,优化前处理和电泳本体工艺是提升电泳涂装效果的关键,需要根据具体的生产条件和要求进行调整和控制。
4.2 改善后处理工艺流程
在汽车钣金件的生产过程中,电泳涂装后的后处理工艺流程对于确保涂层质量和提高整体汽车外观及耐久性方面起到至关重要的作用。后处理主要包括涂层的固化、冷却及检验等步骤,研究人员通过优化这些流程,可以显著提升产品的质量和市场竞争力。
固化阶段是确保电泳涂层性能稳定的关键环节,涂层的固化条件直接影响到涂装的硬度、光泽度及其机械性能。通常,固化温度和时间的设定应基于涂料的化学性质和厚度来调整。例如,对于一种典型的环氧基电泳涂料,推荐的固化温度为160~180 °C,固化时间为20~30 min。然而,通过实验研究发现,提高固化温度至190 °C,并将时间延长至40 min,可以进一步提高涂层的交联密度,从而增强其耐化学品和耐磨性,这种优化能改善涂层的硬度和光泽度,显著提升涂层的装饰性和保护性。
涂层的检验是后处理流程中不可或缺的一部分,它确保了每一件产品都符合质量标准。传统的检验方法如目视检查和厚度测量虽然基本可行,但在今天的生产环境下,采用更高精度和自动化的检测技术,如自动化光学检测(AOI)和激光扫描测厚,可以大幅提高检测的准确性和效率。通过引入AOI系统,不仅可以实时发现涂层的缺陷,如气泡、裂纹或脱落等,还可以通过统计分析软件分析缺陷数据,进一步指导生产过程中的优化,实施这些高技术检测方法后,产品合格率可从97%提升至99.5%,有效减小了返工和废品率,显著降低了生产成本。
通过对后处理工艺流程进行这些策略性的改进,研究人员可以提高涂层的质量,增强产品的市场竞争力,还可以提升生产效率和经济效益。这些优化措施需要在全面考虑材料特性、生产条件和成本效益的基础上进行设计和实施,以确保在提升产品质量的同时,也能实现经济上的可持续发展。
5 结语
汽车钣金件电泳涂装作为实现长期防腐蚀和装饰效果的关键工艺,其质量不仅直接影响整车的外观品质和耐久性能,更关乎企业的生产效率和成本控制。虽然电泳涂装技术具有诸多优势,但在实际应用中仍面临涂层外观缺陷、附着力不足、耐蚀性差等诸多挑战。为此,需要从电泳前处理、本体工艺、后处理等全流程入手,通过优化清洗磷化、调整电压电流和涂料配方、提高固化效率和引入自动化检测等一系列创新策略,全面提升电泳涂装的效果和过程控制水平,这些改进措施的实施,将有助于提高涂层质量,保证产品对环境和磨损的长期防护能力,提升企业的竞争优势。未来,电泳涂装工艺的深入优化和创新发展,必将为汽车工业的高质量发展注入新的动力。
参考文献:
[1]宋士国.汽车电泳涂装工艺优化策略研究[J].汽车测试报告,2024(10):53-55.
[2]贾永红,汪金东,许能才,等.汽车涂装环保型电泳系统的研究[J].涂层与防护,2023,44(8):11-15.
[3]沈永乐,白杰,解明亮.浅谈汽车涂装下边梁内腔电泳膜厚提升分析及对策[J].现代涂料与涂装,2021,24(8):51-53+56.
[4]杨静.汽车涂装电泳漆膜厚影响因素分析及解决对策[J].中国设备工程,2023(6):269-271.
[5]陈水平,李飞,卜洪涛,等.分布式IGBT整流器在汽车涂装电泳生产线中的应用[J].电镀与涂饰,2022,41(14):1014-1018.
作者简介:
朱付勇,男,1990年生,助讲,研究方向为新能源汽车技术。