五轴铣车机床加工铝合金变形模拟分析及应用
2024-10-25 00:00:00谈毅韩伟罗邦芬胡伟锋叶九星
机械制造与自动化 2024年5期
关键词:受力分析





摘 要:针对五轴铣车复合机床加工电动汽车铝合金电动机壳薄壁零件时容易产生铝合金局部变形等缺陷问题,分析铝合金电动机壳的结构特点,阐述运用五轴机床的铣、车转换功能固定机床主轴便于安装车刀,使用力矩电机驱动工作台高速旋转,将电动机壳内壁加工转变为简单的车削加工。应用ANSYS有限元软件模拟分析不同车削深度时刀具与工件的摩擦生热、塑性变形和切削受力情况,根据模拟结果合理精准选择数控加工编程时的车削深度参数,从而减少铝合金零件加工变形缺陷,提高薄壁铝合金零件五轴加工的精度、质量和效率。
关键词:五轴机床;铣车加工;变形模拟;车削深度;受力分析
中图分类号:TH164" 文献标志码:A" 文章编号:1671-5276(2024)05-0058-04
Simulation Aalysis and Application of Aluminum Alloy Deformation Processed by 5-axis Milling Machine
Abstract:To address the local deformation of aluminum alloy when machining thin wall parts of aluminum alloy motor housing of electric vehicle by five-axis milling machine, analyzes the structural characteristics of aluminum alloy electric casing, elaborates the accessibility of installing turning tools by using the conversion function of milling and turning of 5-axis machine tool to fix the spindle of the machine tool, and the application of torque motor to drive the table to rotate at high speed to transform the machining of the inner wall of the electric casing into simple turning. ANSYS finite element software was used to simulate and analyze the frictional heat generation, plastic deformation and cutting force. According to the simulation results, the turning depth parameters in nc machining programming were selected reasonably and accurately, so as to reduce the machining deformation of aluminum alloy parts and improve the five-axis machining precision, quality and efficiency of thin-walled aluminum alloy parts.
Keywords:5-axis machine tool;milling lathe processing;deformation simulation;turning depth;force analysis
0 引言
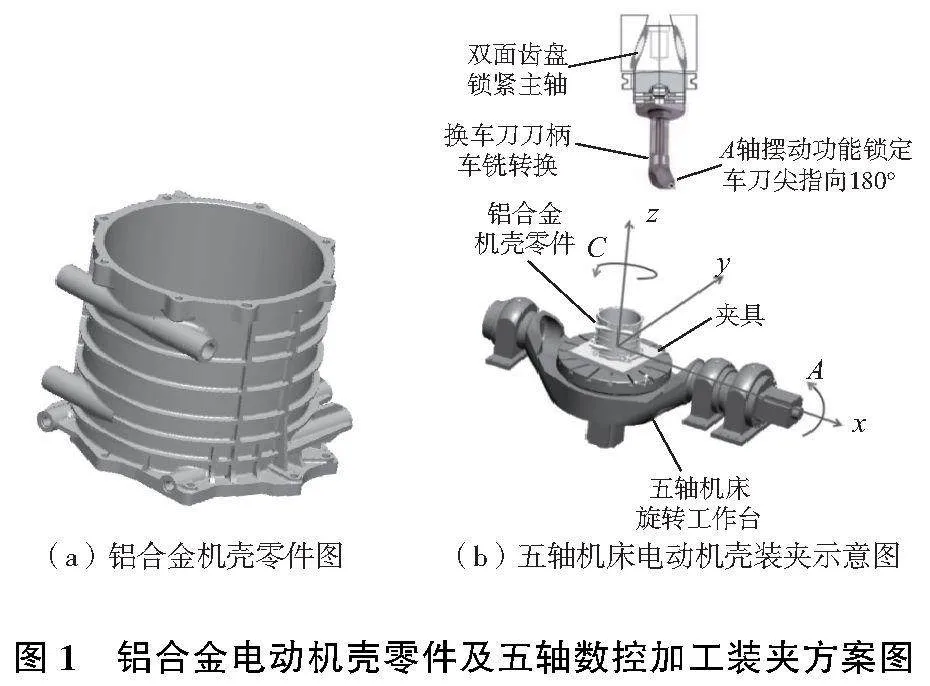
随着新能源汽车车身轻量化的需求不断增加,越来越多的零件采用铝合金作为结构件。铝合金结构件硬度相对较小,熔点比钢材低,热膨胀系数较大,在切削加工中容易因刀具和工件之间的高速摩擦发生热膨胀变形,造成零件在加工后报废的情况。因此有必要运用数字化模拟分析软件,量化模拟刀具、工件之间在加工过程的瞬时受力和变形情况,正确进行加工参数选择。图1(a)所示为新能源汽车电动机壳零件,针对零件复杂的结构采用图1(b)所示的五轴机床进行加工。其中电动机壳圆筒状的内壁形状需要采用铣车复合加工方法。
由于机床、工件和刀具相互间的受力情况不同于正常铣削加工,如果按照传统数控加工经验进行切削参数设定,容易出现刀具参数、切削深度与切削进给率之间不匹配,造成零件局部热变形及塑性变形等。为了正确设定加工参数,采用ANSYS瞬态分析模块,研究不同车削深度的变形和受力情况,合理设定加工参数,编制更安全、更高效的数控程序[1],具体的研究过程详述如下。
1 铝合金薄壁电动机壳五轴加工的方案及分析
铝合金电动机壳内腔切削是加工过程中程序运转时间最长的工序,由于铝合金的热膨胀系数较大,切削时间越长,摩擦热和变形趋势都会增大。因此内壁车削加工最有可能发生变形。为避免加工时工件表面变形缺陷,需要在合理制定五轴铣车复合加工装夹方案和工艺的基础上,应用ANSYS软件transient structural功能,综合各种物理因素进行切削瞬态分析,选择合理的切削参数优化控制加工质量。
1.1 电动机壳五轴机床加工方案和热变形分析
新能源汽车电动机壳是用于承载电动机转子工作的关键零件,机壳前期采用工艺过程复杂的铝合金低压铸造工艺成型,在进入数控机床加工工序前零件已经含有较高的制造成本价值。机壳外形尺寸为150mm×190mm,质量15.6kg,材质为熔点603℃的A356铝合金,壁厚最小处仅有3mm。为保证零件侧面各方向多个槽、孔等几何特征的定位精度,需要在五轴机床上一次装夹后加工成形。其中电动机壳内壁为表面粗糙度要求较高的回转体几何形状,因此运用五轴机床的铣、车转换功能进行车削加工。在图1(b)所示的五轴机床主轴刀柄上安装车刀,工作台在力矩电机驱动下夹持工件进行高速旋转,机床主轴成为锁紧固定的车削刀架,车刀尖指向180°,编程时输入刀尖偏心补偿坐标。机床的5个轴分别为x、y、z 3个直线轴和A、C 2个旋转轴。在一次装夹中完成对机壳的内壁回转体车削、底座和底座侧面的铣削复合加工,避免了机壳在不同的机床上重复装夹、校正和对刀产生的误差[2]。
在铝合金电动机壳的切削过程中,随着刀具与工件之间摩擦热量的产生和热传导的持续进行,受温度影响的工件表面容易发生塑性变形。尤其对于热膨胀系数较大、连续切削时间较长的铝合金加工,铝合金机壳表层更容易发生热变形和塑性变形迭加的缺陷。切削过程中刀具和机壳内壁的接触区域会产生弹性变形、塑性变形及摩擦变形,切削功率大多数将转变为剪切滑移变形、过剩变形以及摩擦变形过程所耗的能量,并在一瞬间转变为热能,产生切削区域及铝合金机壳内壁急剧升温的现象[3]。其中切削温度与切削量的经验公式为
式中:T为前刀面接触区域的平均温度,℃;Cθ为切削温度系数;vc为切削速度,m/min;f为进给量,mm/r;ap为切削深度,mm;xθ为切削速度对切削温度的影响指数;yθ为进给量对切削温度的影响指数;zθ为切削深度对切削温度的影响指数。
由于铝合金的热膨胀系数较高,因此在内腔持续加工时,不断升高的切削温度会使工件表面膨胀变形。同时,由于切削深度大小直接决定了刀具和工件接触面大小,更关系到加工过程的切削力大小和摩擦产生热量的速率,其中刀具的切削力与切削深度的关系式如下:
式中:Rd为刀具宽度,mm;Sz为刀具每齿进给量,mm/t;Z为刀具刃数;K为切削对象的材料系数;D为刀具直径,mm;Q为切削效率;N为主轴转速,r/min。通过式(1)、式(2)可看出,影响切削力大小和切削区域温度的首要因素便是切削深度,切削深度也成为影响铝合金车削加工热变形的首要因素[4]。
1.2 五轴铣车复合功能转换和有限元分析流程
在铣、车两种切削功能交替转换后,原来的机床、工件和刀具相互间的受力情况发生改变,容易出现刀具运用、切削深度、切削宽度与切削进给率之间不匹配,造成加工的铝合金零件发生切削变形而报废。因此在编制数控加工程序时设定切削参数之前,运用ANSYS软件对刀具、工件进行网格密度划分设置、切屑分离和切削过程瞬态模拟等步骤,模拟生成不同车削深度的变形量、刀具受力图表[5]。再根据模拟分析结果选择安全的切削参数,从而提高加工质量和效率,图2为五轴机床铣车加工工艺流程和ANSYS切削有限元分析的流程。
2 铝合金电动机壳五轴加工车削变形有限元分析及验证
铝合金在切削过程中的变形除了与刀具类型、切削参数和热膨胀等因素直接相关外,还与零件的装夹方案、切削方式选择和冷却条件应用等工艺因素有关。因此需要通过ANSYS有限元数值模拟软件,将铣车复合切削过程分解为热传导、塑性变形、黏结、摩擦化学反应和扩散等5个子过程进行相互耦合,对电动机壳车削加工进行有限元分析,为切削参数的合理选择提供依据[6]。
2.1 刀具和铝合金工件材料属性设置
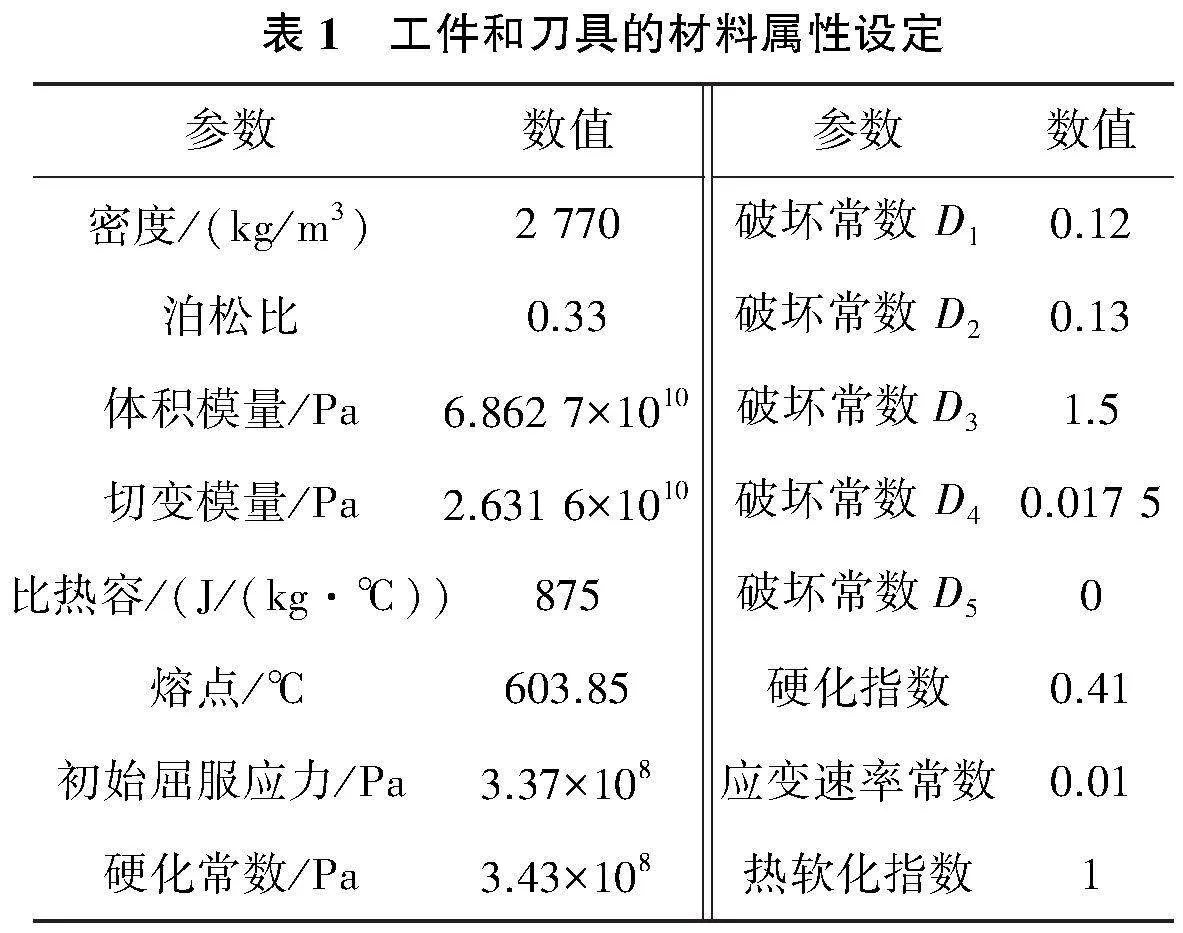
在对铝合金加工变形进行分析时,必须充分考虑每个子过程各因素的相互作用,因此除了刀具和铝合金工件材料动力学属性如弹性模量、泊松比、体积模量和切变模量的设置之外,更重要的是热膨胀系数、比热容和热传导系数等热力学属性的设置。通过设置将切削加工的热力学与瞬态动力学相关联,从而模拟计算切削摩擦动力转化为热能的物理量及铝合金变形的趋势演变进程。铝合金的热膨胀系数为2.32×10-51/K,硬质合金刀具的热膨胀系数为5.5×10-61/K。铝合金的热传导系数为150W/(m·K),硬质合金刀具的热传导系数为150W/(m·K),刀具与铝合金表面的摩擦因数设为0.2,具体的设定如表1所示。其中刀具使用YW型钨钴硬质合金刀具,由于刀具相对于工件材料的弹性模量通常比较大,相对于铝合金材料的塑性变形而言刀具的变形可以忽略不计,因而在分析时将刀具设定成刚体,将铝合金工件设定为弹塑性体。同时,为了简化计算处理过程,将非切削区域的工件外壁部分和刀具杆长部分的网格划分为10mm,而对于切削区域的机壳内壁和刀具合金刀片局部区域,则运用ANSYS非均质网格功能将网格尺寸密化至0.5mm进行模拟计算。
2.2 铝合金机壳铣车加工切削模拟及分析
由于切削深度是切削力大小和摩擦生热的首要影响因素,因此在进行加工参数设置时,先通过有限元模拟预测随着切削深度增加铝合金的变形趋势,然后根据模拟预测结果设定切削深度、工作台转速和进给速度等参数。如图3所示,当切削深度分别设定为0.2mm和0.3mm,工作台转速均为100r/min的情况下,在刀具和工件初始温度均为20℃的前提下,先不考虑冷却液的作用,通过有限元模拟比较两种切削深度下铝合金车削加工的工件变形趋势。
通过图3的有限元模拟结果可以看出:当车削深度设定为0.3mm时,如图3(b)所示,产生较为明显的铝合金局部热变形趋势,而当切削深度设定为0.2mm及以下时,铝合金基本没有变形趋势。这说明车削深度设定为0.3mm时大量的切削热使得切削区域温度升高,导致刀具和铝合金机壳内壁的温度升高,引起内壁局部发生热变形。因此从保证车削加工的精度质量和加工效率综合考虑,设定车刀的车削深度值为0.2mm。实际生产中如果增加了冷却液连续冷却,0.2mm则可视为安全可靠的车削深度,其他如刀具转速和进给速度等参数可以再相应增加。
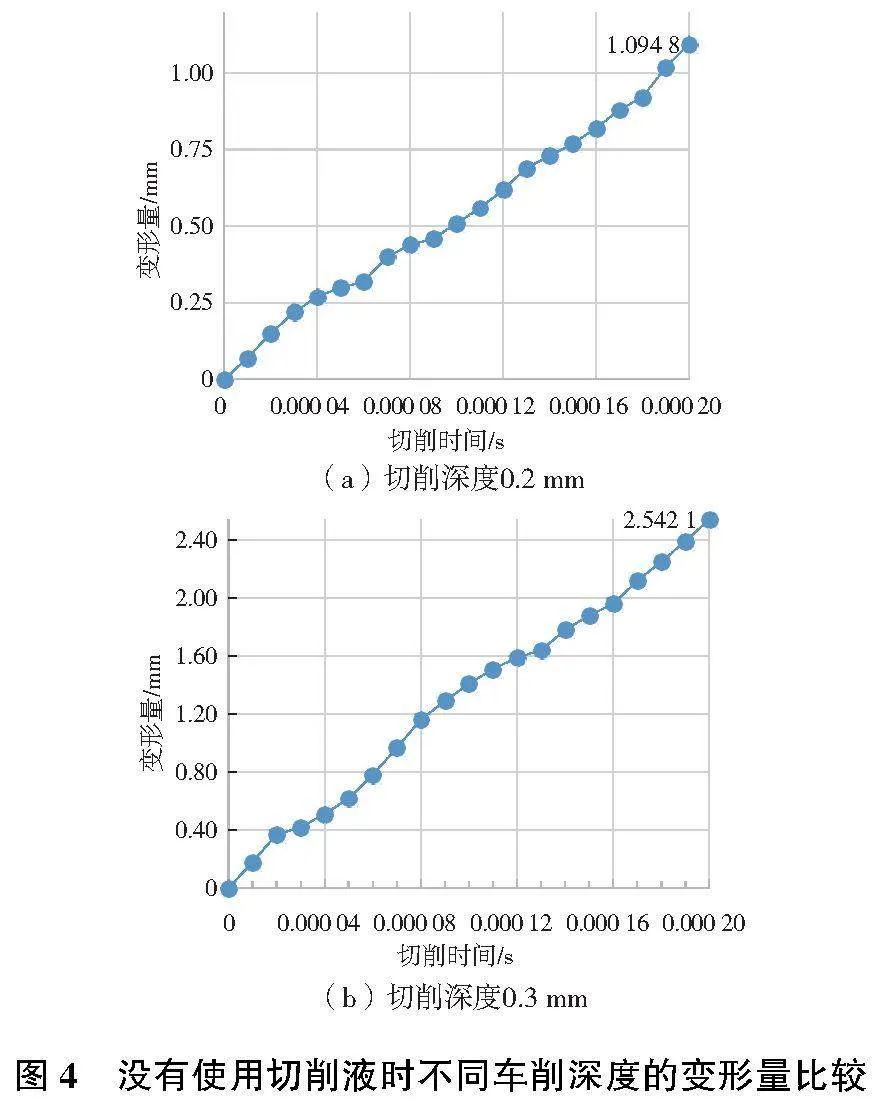
ANSYS软件通过预测切削的变形量来模拟变形结果,图4为车削深度分别设定为0.2mm和0.3mm时的变形量结果。在没有切削液冷却作用的前提下,车削深度值为0.2mm时的变形量最大为1.09mm,而车削深度值为0.3mm时的变形量则最大为2.54mm,进一步印证了图4的变形模拟结论。实际生产时为了达到总变形量低于0.15mm的技术要求,使用乳化切削液降低摩擦因数和减少切削热的产生。实践中经过10个以上的样件加工验证,取得良好效果,切削深度0.2mm时的变形量均低于0.1mm。
通过有限元模拟切削过程铝合金变形的趋势进程,不但能精准设定切削用量,减少铝合金工件的变形,同时还能通过ANSYS模拟刀具受力的时域图进行分析,控制机床主轴的负荷,对五轴数控机床进行预防性保护。如图5所示,当车削深度为0.2mm时刀具切入工件表面的瞬间,其应力值将大幅增加,达到了900MPa以上。之后随着工件表面切屑连续分离,进入稳定均匀的切屑分离状态,挤压和摩擦应力呈现较稳定的状态,等效应力值保持在550~450MPa之间。而当车削深度0.3mm时刀具切入的瞬间应力值将超过1 100MPa,进入持续稳定切削阶段的应力值也不低于550MPa。因此,切削深度0.2mm及以下时,可将等效应力控制在1 000MPa以下,对五轴数控机床进行预防性保护。
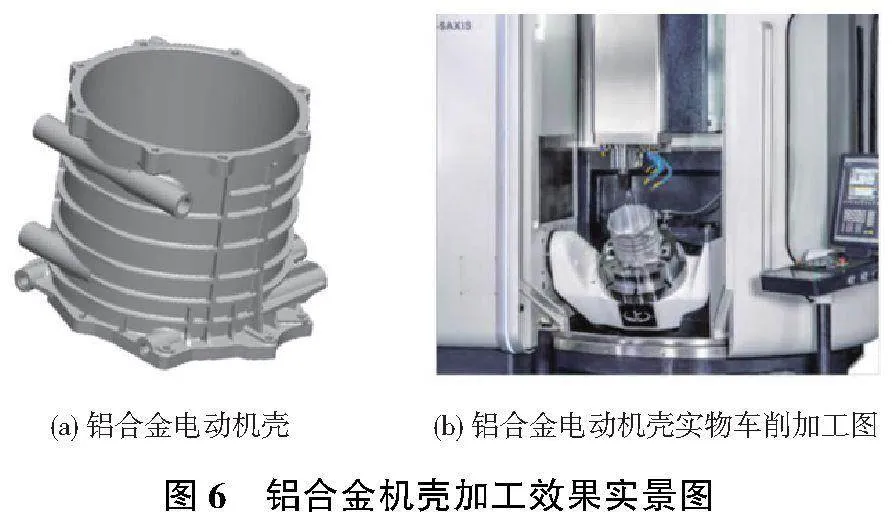
选择0.2mm的切削深度对电动机壳进行车削加工如图6所示。在其他条件不变的情况下一天8h能加工10个以上机壳,机床的切削平稳,加工过程稳定,零件的表面质量、表面粗糙度达到加工要求。
3 结语
通过用五轴数控机床对铝合金电动机壳切削过程的ANSYS模拟分析研究,得出如下结论:
1)对于热膨胀系数较大的铝合金机壳进行时间较长的车削加工时,切削功率大多数转变为剪切滑移变形、挤压及摩擦变形,并在瞬间转变为热能,容易造成内壁发生热变形和塑性变形迭加的缺陷;
2)切削深度大小直接决定了刀具和工件接触面大小,确定了切削力大小和摩擦产生热量的速率,因此切削深度成为影响五轴机床铝合金车削加工热变形的首要因素;
3)通过ANSYS模拟切削深度分别为0.2mm和0.3mm时的变形量比较,以及刀具受力的时域图进行分析,能精准设定切削用量,有效减少铝合金工件的变形。
参考文献:
[1] 吴逸宇,赵国龙,李亮,等. Cf/SiC复合材料铣削加工过程仿真分析及试验研究[J]. 机械制造与自动化,2023,52(2):77-80,100.
[2] 王霆,周海飞. 薄壁深腔铝合金零件的铣削加工参数研究[J]. 轻金属,2016(11):52-55.
[3] 吕跟来. 刀具几何角度对7050铝合金高速切削影响研究[J]. 轻金属,2016(6):50-52,58.
[4] 赵庆军,尹胜,向瑶,等. 基于ABAQUS切削仿真加工技术应用[J]. 工具技术,2022,56(2):76-80.
[5] 肖阳,袁海洋. 铣削加工对铝合金内应力测试与结构变形的影响[J]. 轻金属,2015(8):51-54.
[6] 廖奎,侯力,张海燕,等. 变双曲圆弧齿线齿轮切削仿真及参数优化[J]. 机床与液压,2022,50(10):142-147.
猜你喜欢
东方教育(2016年9期)2017-01-17 20:45:21
科技创新与应用(2016年33期)2016-12-17 12:23:43
青年时代(2016年28期)2016-12-08 19:17:53
科教导刊·电子版(2016年27期)2016-11-18 18:02:34
科技视界(2016年20期)2016-09-29 11:43:59
考试周刊(2016年72期)2016-09-20 11:49:57
求知导刊(2016年19期)2016-08-15 14:58:23
科技视界(2016年17期)2016-07-15 14:36:45
物理教学探讨(2016年6期)2016-07-06 21:09:01
中学课程辅导·教师通讯(2015年23期)2016-01-19 01:26:50