基于HAZOP技术的餐厨垃圾厌氧工艺危险分析研究
2024-04-20 07:20*邹卫
当代化工研究 2024年6期
*邹 卫
(深圳市光明区应急管理局 广东 518107)
厨余垃圾的有机物含量较高,具有一定再利用价值,现有的厨余垃圾的处理方法及资源化利用包括粉碎直排、填埋、焚烧、气化及能源化等。
论文研究的餐厨垃圾处理项目主要采用单相-高温-厌氧反应工艺来产生沼气。沼气作为一种可再生能源,可以替代传统的化石燃料,如煤、石油和天然气等[1-2]。
涉及沼气产生及利用的工艺阶段及设备往往存在较大的火灾、爆炸和人员中毒[3-4]风险。因此,对餐厨垃圾资源化利用项目中存在的燃烧爆炸风险必须进行科学分析、有效评估。
本文以某餐厨垃圾处理项目为研究对象,采用HAZOP 系统安全分析方法对涉及沼气产生及利用的工艺阶段进行系统安全分析,识别可能出现的偏差,提出相应的安全措施。
1.厌氧工艺简介
该餐厨垃圾处理与利用项目采用湿式厌氧消化工艺,厨余垃圾采用干式厌氧消化工艺,其主要的工艺单元有厌氧消化、沼气净化及暂存、沼气利用[5]。厌氧发酵产生的沼气发生事故的后果会很严重,导致生产维修停工,造成人员伤亡[6]。因此,本文主要针对厌氧工艺的主要流程及设备设施,分析甲烷泄漏的风险。
该餐厨垃圾处理与利用项目采用如图1 所示的工艺流程,餐厨垃圾物料通过进料泵送入厌氧罐,经过酸化水解后完成甲烷化过程。沼气经沼气暂存系统,通过沼气风机输送至沼气净化系统。净化后的沼气进入双膜气柜暂存,后续将沼气引入至锅炉及发电机进行利用,气柜中多余的沼气会通过火炬燃烧消除。

图1 餐厨垃圾处理工艺流程

图2 厌氧罐

图3 双膜气柜
2.HAZOP分析方法
HAZOP 分析是一个详细地识别危险和可操作性问题地过程,本文用于分析已确定的餐厨垃圾处理系统,识别涉及沼气产生及利用系统中设备设施潜在的危险,如压力过高导致储气装置、管道的沼气泄漏等。识别系统中潜在的操作性问题,特别是识别操作性干扰的原因和可能导致偏差,并获得结果将有助于制定正确的补救措施。其中偏差(偏离)是指与设计目的情况不一致[7],侧重功能实现方面出现的问题。
(1)HAZOP 分析程序。本文遵循HAZOP 分析程序,首先,成立了HAZOP 研究组,主要包括设计、调试、工艺、机电、现场生产、安全管理与技术方面的专业人员,并选定HAZOP 分析组长。
其次,收集系统的详细技术资料,主要包括工艺流程图、系统布置图、管线分布图、设备设施操作手册、安全预评价报告等。
经研究组讨论,认为该项目中沼气泄漏的风险主要集中在沼气产生、输送及利用的环节,根据图1 所示的工艺流程,将其分解为3 个子系统,厌氧消化子系统、沼气净化子系统、沼气利用子系统。
最后,确定系统中的关键节点进行研究分析。选择厌氧罐及双膜气柜作为系统中的关键节点,主要是因为厌氧罐是产生沼气的主要装置,双膜气柜则是存储沼气的设施,沼气压力较高、储量较大。
(2)HAZOP 引导词及偏差。HAZOP 分析还要使用引导词分析餐厨垃圾处理与利用工艺和操作可能出现的偏差、偏差出现的原因,以及偏差导致的后果,并提出针对性的建议措施。
在HAZOP 分析中,偏差为引导词与工艺参数的组合,一般描述为:偏差=引导词+工艺参数[8]。常见引导词的名称和含义见表1。
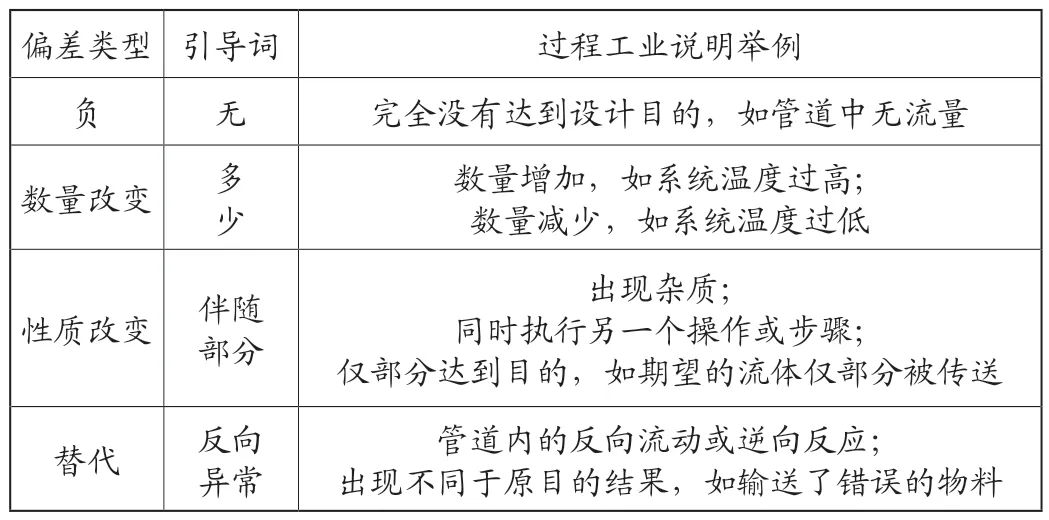
表1 偏差及相应引导词
根据餐厨垃圾处理与利用系统的工艺和设备设施特点,主要涉及压力、流量、液位等工艺参数,因此本文采用数量引导词“多”和“少”来引导识别工艺过程的危险。
(3)系统划分。在进行HAZOP 分析前,需根据系统的可分割属性,对整个系统进行划分,将餐厨垃圾处理与利用划分为若干适当的组成部分。根据前文的分析,餐厨垃圾处理与利用工艺可划分成三个子系统,分别为厌氧消化子系统、沼气净化子系统、沼气利用子系统,表2 为各子系统的设计目的。
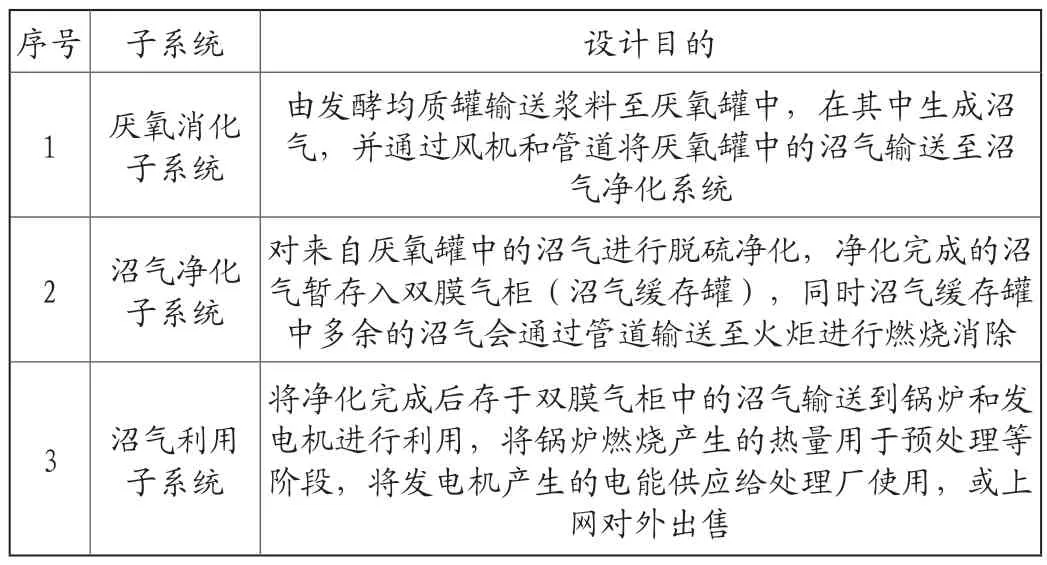
表2 子系统划分及设计目的
3.HAZOP分析结果
本文以餐厨垃圾处理与利用系统中的厌氧罐和双膜气柜两个关键节点为例进行HAZOP 分析,结果如下。
(1)厌氧罐/厌氧消化池HAZOP 分析。针对厌氧罐/厌氧消化池关键节点,分别采用引导词“多”和“少”进行分析,工艺参数有温度、流量等。分析可得,厌氧罐/厌氧消化池可能发生3 种主要偏差,即厌氧罐压力超标、厌氧罐/厌氧消化池出现负压,以及厌氧罐液位过低。
厌氧罐压力超标发生的原因有:①系统温度过高使得压力超标,如:加热的蒸气或者热水流量过高、温度超过设计值;夏季天气持续高温,厌氧罐本体温度上升等。②管道发生堵塞,如:水封稳压装置失效、沼气管道冷凝水未及时排出,导致厌氧罐沼气难以排出出现超压。③厌氧罐进料与出泥量不协调不平衡,导致压力突然升高。
可能产生的后果是厌氧罐压力超过设计值,使管线或罐体发生破裂,沼气发生泄漏。
建议采取的安全措施有:①安装温度、压力传感器,实时监测厌氧罐的温度和压力变化,当压力超过设计值后或报警值后需将多余的沼气输送至气柜进行存储或通过火炬系统燃烧消除;在夏季高温天气,避免阳光长时间照射,可采取在厌氧罐外涂装隔热涂料等隔热措施,也可采取临时洒水等降温方法。②定期检修水封稳压装置、压力监测及控制设备的工作状态,保证处于正常工作状态;安装高低压安全装置。③安装进料与出料量监测监控装置,对进料与出料量进行动态调节和联动控制。
厌氧罐/厌氧消化池的压力出现负压,原因有:①排泥量大于进泥量或排泥速度过快,使消化池液位降低,产生真空。②投加氨水、氢氧化钠等药剂调整pH 时,投加过量使气相中的CO2大量向混合液转移,导致消化池气相出现负压。③用于沼气搅拌的压缩机的出气管道出现泄漏,排气量大于产气量导致产生负压。④沼气抽气量大于产气量,也可导致出现负压。
可能产生的后果是厌氧消化池出现负压,吸入的空气与沼气形成爆炸性混合气体。
建议采取的安全措施有:①定期检修正负压保护器,加强进料和排泥的控制和管理,使进料和排泥量平衡,保证厌氧罐工作液位的稳定。②严格控制碱源的投加量,避免产生过量的CO2。③定期检修搅拌压缩机出气管,及时发现泄漏点并修补。④监测厌氧罐产气量及出气量,严格控制产气与出气平衡,实现自动运行;设置低压报警装置,出现负压后及时报警作出响应。
厌氧罐液位过低的原因主要是排泥量大于进料量或排泥时速度过快,使消化池液位降低。会导致厌氧罐出现负压,罐体变形,空气进入易发生燃烧爆炸事故。另外,液位过低时,沼气可能进入上清液管道。
针对排泥量大于进料量或排泥时速度过快的问题,应安装进料与出料量监测监控装置,对进料与出料量进行动态调节和联动控制。同时应设置气压低压报警装置,当压力过低时及时报警。
(2)双膜气柜HAZOP 分析。针对双膜气柜关键节点,分别采用引导词“多”和“少”进行分析,工艺参数有温度、流量等。分析可得双膜气柜主要会发生双膜气柜内膜压力过大的偏差。
偏差产生的原因主要有:①双膜气柜沼气进气口流量过大。②双膜气柜至火炬的管道堵塞,多余沼气无法输送至应急火炬燃烧处理,导致双膜气柜压力过大。③安全水封内液位过高或结冰,停车检修时无法调节气柜压力。④内部压力检测器(压力变送器)故障,无法测量压力导致压力调节失效。⑤气柜内部温度过高。
可能产生的后果是气柜内沼气压力超压导致内膜破裂泄漏,沼气与空气混合后遇静电等点火源发生爆炸。
建议采取的安全措施有:①对管道流量进行实时监测,并与调节阀联动控制。②定期检修双膜气柜至应急火炬管道,重点是阀门是否处于正常位置。③安装防爆型液位仪监测液位,及时调整水封液位,可在安全水封内加入防冻液,防止低温结冰。④安装冗余监测器,并制定定期检修更换计划,保证正常使用状态。⑤读取输入沼气的温度值,对输入沼气的温度进行控制,如有需要可采取在厌氧罐外涂装隔热涂料等隔热措施。
4.结论
论文对某餐厨垃圾处理与利用项目的沼气泄漏风险进行了分析。
由于加热流量过大、水封稳压装置失效等多种原因可能使厌氧罐压力超限,引起管线或罐体破裂,导致泄漏和爆炸。为了防止此类情况的发生,建议对温度、压力变化进行实时监测,超压时将多余沼气输送至后续存储利用,并采取防晒、定期检修设备等措施。
排泥量大、液位过低或药剂投加过量等原因会导致罐内负压,严重时用空气进入引发爆炸事故。为了防范此类情况,建议可采取定期检修保护器、控制进料和排泥量的平衡、控制碱源投加量、设置低压报警装置等措施。
沼气流量过大和管道堵塞等可能引起双膜气柜压力超限,建议采取定期检修管道、加防冻液、监测液位等安全措施。
猜你喜欢
氯碱工业(2022年1期)2022-07-02
煤气与热力(2021年12期)2022-01-19
湖南农业大学学报(自然科学版)(2021年3期)2021-07-02
水利与建筑工程学报(2020年5期)2020-10-28
中国资源综合利用(2017年2期)2018-01-22
石油化工建设(2017年2期)2017-06-05
中国工程咨询(2017年4期)2017-01-31
浙江柑橘(2016年1期)2016-03-11
石油化工建设(2016年4期)2016-02-27
新疆农垦科技(2015年1期)2015-07-07