
基于CEEMDAN和改进轻量化时空网络的刀具状态监测*
2024-04-12 00:43:30周鹏博刘德平
组合机床与自动化加工技术 2024年3期
周鹏博,刘德平
(郑州大学机械与动力工程学院,郑州 450001)
0 引言
刀具是切削加工的核心,刀具的磨损状态直接影响工件的加工精度和表面质量,进而影响机床的加工效率[1]。随着数控机床的智能化发展,对刀具磨损状态进行高效、高精度的监测成为国内外学者们的研究热点。主要分为直接法和间接法[2]。直接法通过停机拆卸刀具后用特定检测设备进行测量,虽然准确度高,但耗时耗力无法实现在线监测。间接法通过采集并分析切削加工过程中包含刀具磨损信息的振动、力、声音、电流等信号实现刀具磨损状态在线监测,是目前流行的方法[3]。间接监测法通常分三步进行:信号采集与预处理,特征提取与选择,状态识别[4]。
由于机加工环境的复杂,采集到的信号呈现出不平稳非线性的特征,这对故障特征的提取造成了挑战。经验模态分解及其改进算法常用来处理不平稳非线性信号。钱桃林等[5]用经验模态分解(EMD)分解刀具振动信号,将筛选后本征模态分量(IMF)的均方根值作为输入特征,用支持向量机实现刀具磨损状态识别。
随着人工智能技术的发展,深度学习的方法被广泛应用到故障诊断领域。周谦等[6]将刀具振动及力信号的频谱图输入深度卷积网络VGG13进行训练,得到刀具磨损监测模型。GUO等[7]基于切削信号的频谱建立了金字塔长短时网络,充分提取了信号时序特征,相比传统LSTM方法提高了准确率和计算速度。但是单一深度学习模型不足以提取完整的磨损特征,将卷积与循环神经网络结合起来的时空网络方法开始出现,何彦等[8]提出了一种基于LSTM与CNN的刀具磨损在线监测模型,对刀具信号进行序列和多维度特征的提取,方法准确率高于单深度学习模型。BAZI等[9]将经过变分模态分解的信号输入1DCNN-BiLSTM网络实现刀具磨损状态识别,提高了预测性能。但是更复杂的模型增加了参数量和计算量,提高了硬件成本,不利于在线监测工具的发展。
针对以上问题,本文基于轻量级卷积网络ShuffleNetv2与高效通道注意力机制(ECA),提出了一种新的轻量型时空网络刀具磨损监测方法BiLSTM-SN-ECA,对经过CEEMDAN处理的数控机床铣刀振动信号进行特征学习,实现了刀具磨损状态识别。
1 理论基础
1.1 自适应噪声完备集合经验模态分解
针对EMD[10]易出现模态混叠、集合经验模态分解(EEMD)[11]重构误差大的缺点,提出了自适应噪声完备集合经验模态分解(CEEMDAN)[12],此方法避免了高斯误差从高频分量到低频分量的传播,分解具有完备性且减少了虚假分量,提高了计算速度。CEEMDAN分解步骤如下:
步骤1:生成改造信号。将N个均值为零的高斯噪声分别加到原始信号a[n]中,产生N个改造信号ai[n](i=1,2,3,…,N);ai[n]=a[n]+ε0σi[n]
(1)
式中:ε0为添加高斯噪声的权重,σi[n]为第i次添加的高斯噪声。
步骤2:对改造信号进行EMD一阶分解并求均值得到CEEMDAN一阶分量IMF1[n],用原信号减去IMF1[n]得到一阶残余分量r1[n];
(2)
r1[n]=a[n]-IMF1[n]
(3)
式中:IMF1[n]为原始信号CEEMDAN第一阶IMF,E1(·)为EMD一阶分解算子,r1[n]为一阶分解后参与分量。
步骤3:求CEEMDAN二阶分量IMF2[n];
(4)
步骤4:对于k=2,3,…,K;rk[n]=rk-1[n]-IMFk[n]
(5)
(6)
步骤5:按k逐步分解,直到不能分为止(分量极值点不超过两个),共分得K个分量,最终信号被分解为:
(7)
式中:R[n]为最终残余分量。
1.2 双向长短时记忆网络
循环神经网络(RNN)能够处理时间序列数据,对序列的过往信息具有记忆能力,刀具振动信号便是一种典型的时序信号,因此可以用RNN对其进行时序特征提取。长短时记忆网络(LSTM)是一种特殊的RNN,添加3个门控单元对RNN隐藏节点的输出信息进行控制,对过往信息进行选择和遗忘,减轻了RNN梯度消失和梯度爆炸的问题,增强提取序列长期关系的能力。一个基本的LSTM隐藏单元如图5所示。其中输入门、遗忘门、输出门的计算过程为:
f(t)=σ(Wf·[h(t-1),x(t)]+bf)
(8)
i(t)=σ(Wi·[h(t-1),x(t)]+bi)
(9)
c(t)=f(t)⊗c(t-1)+i(t)⊗tanh(Wc·[h(t-1),x(t)]+bc)
(10)
o(t)=σ(Wo·[h(t-1),x(t)]+bo)
(11)
h(t)=o(t)⊗tanhc(t)
(12)
式中:f(t)为遗忘门,i(t)为输入门,o(t)为输出门,c(t)为细胞状态,σ为sigmoid激活函数,⊗为哈达玛积,Wf、Wi、Wc、Wo、bf、bi、bc、bo分别为遗忘门、输入门、细胞状态、输出门的权重和偏置,h(t)为当前时刻输出,h(t-1)为上一时刻输出。
双向长短时记忆网络(BiLSTM)由两层LSTM隐藏层组成,一层正向传递获取序列过去信息,另一层反向传递获取序列未来信息,两层输出组合为新的输出层,时序特征提取能力更强。BiLSTM网络结构如图2所示,A和B分别为前向和后向的隐藏单元。
1.3 轻量化卷积网络ShuffleNetv2
卷积神经网络(CNN)通过卷积和池化操作提取刀具退化的有效非线性局部特征,但为了提高准确率网络层数不断叠加,导致计算量激增。MA等[13]基于分组卷积(GC)与深度卷积(DWConv)以及通道混洗(CS)技术提出了ShuffleNetv2网络。其中分组卷积如图3所示,按通道对输入进行分组,按组进行卷积操作,每组对应的卷积核通道数减少,参数量对应减少。而深度卷积就是将每个通道分为单独一组的分组卷积,其输入通道、输出通道以及卷积核(单通道)个数相等,DWConv后面常跟逐点卷积(1*1卷积核)对特征进行降维或升维。
分组卷积虽然能够减少网络参数量,但是每组通道之间的信息没有任何流通,这必然导致特征表达能力降低,通道混洗技术能将每组通道的信息进行融合。CS原理如图4所示,首先,以通道为元素将特征矩阵转换为两个维度(一个维度为通道分组数,另一个维度为每组通道);其次,进行转置操作;最后,将转置后的矩阵进行展平即可完成通道混洗。
ShuffleNetv2网络由普通卷积层、最大池化层、3个Stage块、卷积层、全局池化层(GAP)和全连接层组成。每个Stage块均由两个基本的单元不断叠加而成,单元如图5所示,单元1采用了两分支对数据进行处理,首先,对输入特征进行通道对分,分支1进行一层1*1的普通卷积进行升维;接着,一层3*3DWConv进行特征提取;最后,1*1普通卷积进行降维保证输入输出通道数相同,分支2不进行操作,将两分支级联后进行通道混洗。当需要进行下采样时,也就是步长为2的情况,单元2的分支1对输入进行1*1Conv、3*3DWConv、1*1Conv,分支2对输入进行3*3DWConv、1*1Conv,将两分支级联后进行通道混洗,此时的通道已经翻倍,特征图尺寸减半。
1.4 高效通道注意力机制
在进行故障特征提取的过程中,难免提取到与刀具退化无关的特征,这不利于预测结果,注意力机制被提出用来学习每个特征的重要程度,从而对有效特征进行加强,对无效特征削弱。注意力机制已经被应用于各种卷积神经网络中,提升了网络的性能,但传统的注意力机制通过堆加模型的复杂度来提升性能,增加了计算量。WANG等[14]基于传统的SE-net提出了效率通道注意力网络ECA-net,取消了SE-net中的降维操作,并通过一维卷积操作实现了跨通道信息交互,卷积核的大小z决定了局部跨通道交互的覆盖率,还提出了一种根据输入通道数自适应选择z值的方法,z与输入特征通道成正比例关系。ECA在几乎不增加模型复杂性的情况下显著提高了模型的性能。ECA的结构如图6所示,ECA用GAP层将输入矩阵转换为长度等于通道数的向量、用卷积核大小为z的1DCNN层获取各通道的权重向量、经过sigmoid激活函数将权重向量归一化,最后将权重向量与输入矩阵相乘。
2 建立诊断模型
2.1 ShuffleNetv2网络的改进
ShuffleNetv2网络应用于图像分类领域,对于相较简单的刀具振动数据,其网络结构过于复杂、性能过剩,因此对ShuffleNetv2结构进行优化,减少Stage块的重复次数,重新设计特征通道数的变化过程。同时对ShuffleNetv2的基本模块添加ECA单元提高网络的性能,改进的基本单元如图7所示,只在分支1中的3*3DWConv层后添加ECA模块。由于输入特征图尺寸较小,最大池化操作会使信息丢失,改进模型不再使用原模型中的最大池化层。为了防止过拟合,在网络的末端全连接层之前添加随机失活Dropout层,随机丢弃一定比例的神经元。改进的SN-ECA网络参数如表1所示。

表1 SN-ECA网络参数表
2.2 BiLSTM-SN-ECA网络的构建
首先,将采集到的刀具振动信号经预处理后输入BiLSTM网络进行刀具退化时序特征提取,BiLSTM网络隐藏层单元为128,Dropout率为0.2。之后经过线性层将BiLSTM的输出转化为二维灰度图输入SN-ECA网络进行多维度特征提取并预测结果。构建好的诊断模型如图8所示。所提方法将采集到的数据划分为训练集、验证集、测试集,用训练集对网络模型进行训练,通过反向传播算法不断更新权重参数使损失函数不断减小直到收敛。用训练好的模型对测试集进行刀具磨损值预测。模型优化器为RMSprop,损失函数设为L1_loss,学习率为0.002,批处理大小为2048,每次实验代数epoch=100。
2.3 模型评价指标
为了从模型预测准确性和模型轻量化程度两个方面全面分析所提方法的有效性,选取了以下4个指标来评估模型的性能,分别为平均绝对误差(MAE)、均方根误差(RMSE)、模型参数量、模型训练时间。其中前两个指标越小,预测值与真实值误差越小,说明模型预测准确率越高;后两个指标越小,说明模型效率越高、占用内存越小。MAE与RMSE表达式为:
(13)
(14)
式中:yi为真实值,f(xi)为预测值,n为样本个数。
3 实验验证
3.1 数据来源与实验条件
本实验所用数据来自PHM2010数据挑战赛的公开数据集,实验机床为RFM760数控机床,实验刀具为三刃碳化钨球头铣刀,工件材料为不锈钢HRC-52[15]。在相同工况下进行6次全寿命周期循环实验,通过传感器采集6把刀具加工过程中的力、加速度、声发射信号(C1~C6),信号采样频率为50 kHz,每次走刀沿X方向切削108 mm,每把刀具走刀315次。其中的3次实验对每次走刀后的后刀面磨损值进行测量得到标签数据(C1,C4,C6),因第1次走刀采集的信号不完整,对预测结果误导较大,丢掉这一数据。本文选择C1铣刀数据集进行实验。用y方向振动信号预测刀具磨损值,同时把3个切削刃的磨损平均值作为标签。
实验利用PyTorch深度学习框架与PyCharm开发环境进行数据分析。实验硬件配置为NVIDIA GeForce RTX3060 Laptop图形处理器,Intel(R) Core(TM) i7-11800H @ 2.3 GHz中央处理器,16 GB内存。
3.2 数据处理
由于采样频率过大,单个信号具有20万以上的采样点,为了扩充样本数以及缩短样本长度,从每个信号中随机不重复地抽取200个长度为1024的样本,按照9∶1的比例划分为训练集(314*200*0.9=56 520个样本)和验证集(314*200*0.1=6280个样本),再从每个信号中抽取20个样本作为测试集(314*20=6280个样本),测试时对每20个样本的预测结果求平均作为预测值。
将振动信号样本进行CEEMDAN分解,得到8个IMF。根据皮尔逊相关系数计算,前6阶IMF与原信号相关性较大,将后续分量去除后生成重构信号以减小冗余分量的影响。将原始信号、重构信号、前6阶分量组合构成n*8的输入特征矩阵。特征如图9所示。
3.3 实验结果与分析
为了验证CEEMDAN方法对信号降噪和特征增强的效果,分别对有CEEMDAN过程和无CEEMDAN过程的监测模型进行实验,结果如表2所示,有CEEMDAN过程的刀具磨损监测模型MAE减少7.77%,RMSE减少11.37%,证明该方法能够突出刀具振动信号中的磨损特征。

表2 有无CEEMDAN实验结果 (μm)
研究不同的Dropout率对模型监测结果的影响,分别把Dropout率设置为0.05、0.1、0.2、0.3进行实验。结果如表3所示,Dropout率过大时舍弃节点过多,信息损失严重,不利于特征学习,过小时起不到防止过拟合的作用,Dropout率为0.1时MAE与RMSE值最小。
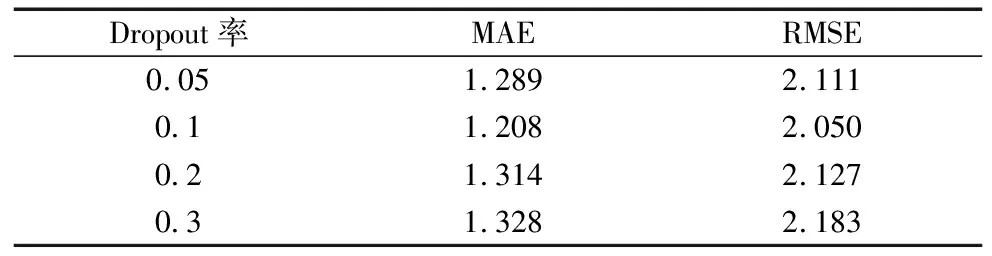
表3 不同Dropout率实验结果 (μm)
研究ECA添加到不同位置的影响,分别将ECA添加到分支1中、分支1和2中、CS之后进行实验。结果如表4所示,在分支1中添加ECA模块预测效果最好。
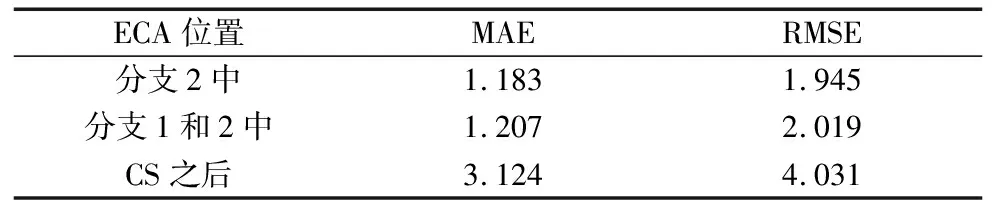
表4 不同ECA位置实验结果 (μm)
将经过CEEMDAN处理的样本按批次大小2048输入BiLSTM-SN-ECA模型进行训练,模型的Dropout率与ECA位置均按照上述实验所选最优值设置。训练集与验证集损失函数值随迭代数下降趋势如图10所示,损失函数下降较快,40次迭代后较为平稳且最终收敛。用训练好的模型进行测试得到预测值与真实值对比如图11所示,可以看出误差很小,说明所提模型能够对刀具磨损特征进行较为准确的提取,预测效果良好。
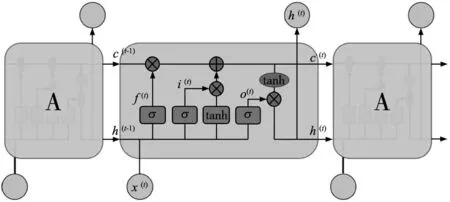
图1 LSTM单元结构图
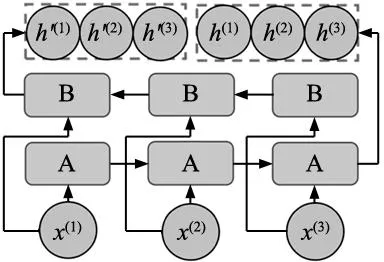
图2 BiLSTM网络结构图
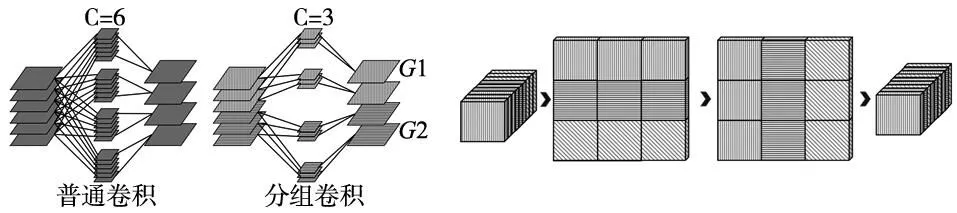
图3 普通卷积与分组卷积示意图
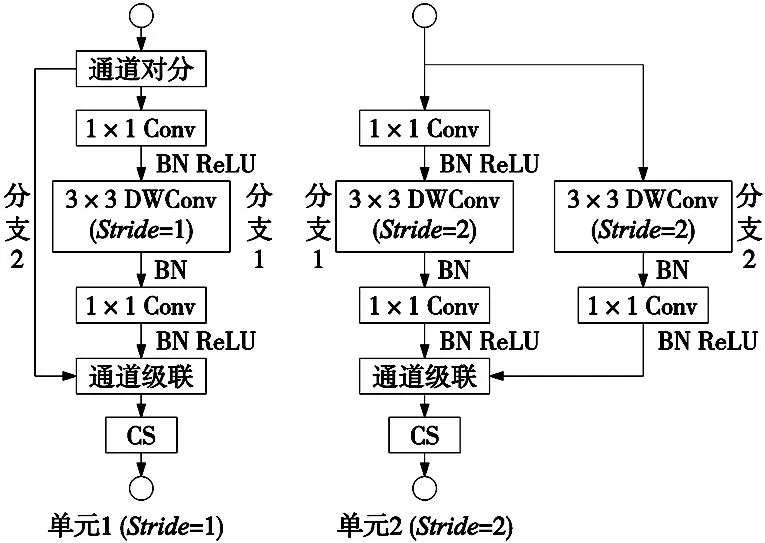
图5 ShuffleNetv2网络基本单元示意图
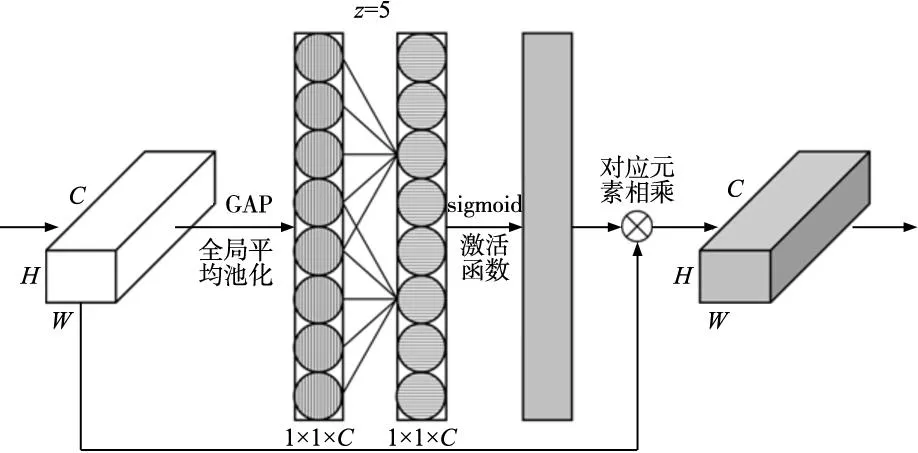
图6 高效通道注意力网络结构图
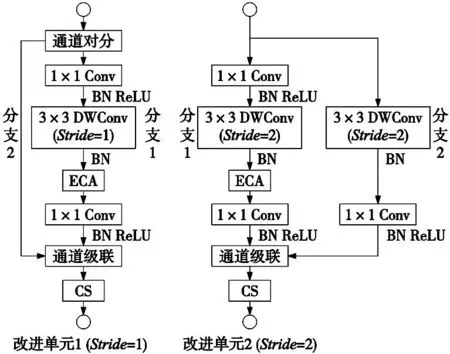
图7 SN-ECA网络基本单元示意图
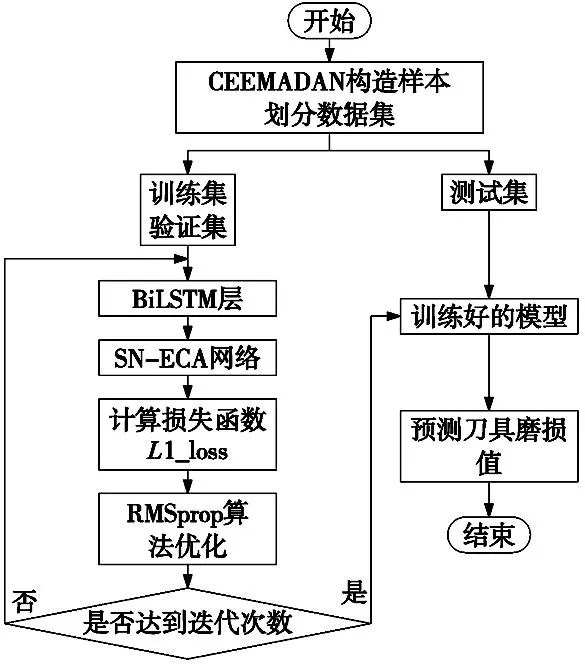
图8 刀具磨损状态监测模型流程图
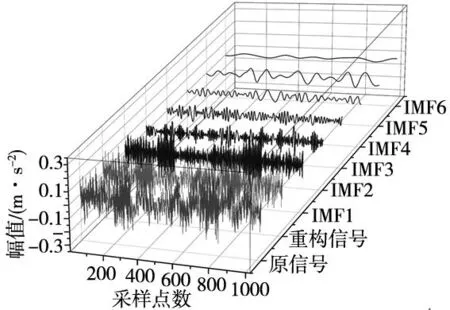
图9 输入特征示意图
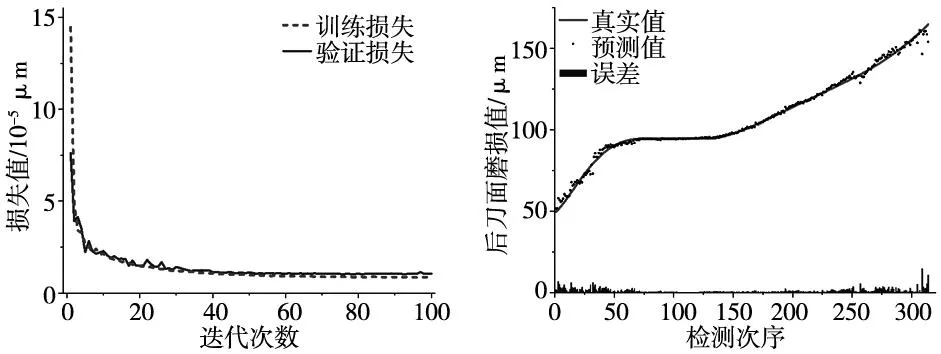
图10 损失函数折线图
3.4 对比实验
为了进一步验证模型的效果,将所提模型与传统的时空网络模型(BiLSTM-CNN)、BiLSTM-ShuffleNet模型对比。BiLSTM-CNN模型采用6层的普通卷积层(卷积核大小3,步长为1,零填充为1)和3层最大池化层(k=3,s=2,p=1)代替本文模型的Stage2、Stage3、Stage4,其余部分与所提模型相同。每两个卷积层后接一个池化层,其中卷积层进行特征提取和通道升维,池化层将特征图尺寸减半,保证了特征图尺寸与通道数变化过程与所提模型相同。BiLSTM-ShuffleNet模型为所提模型不进行注意力机制的改进。
把3个模型分别进行10次训练及测试,MAE与RMSE的结果如图12所示,可以看出,10次实验的MAE值所提模型均为最小,8次实验的RMSE值所提模型最小,所提模型的识别准确性与稳定性均较高。
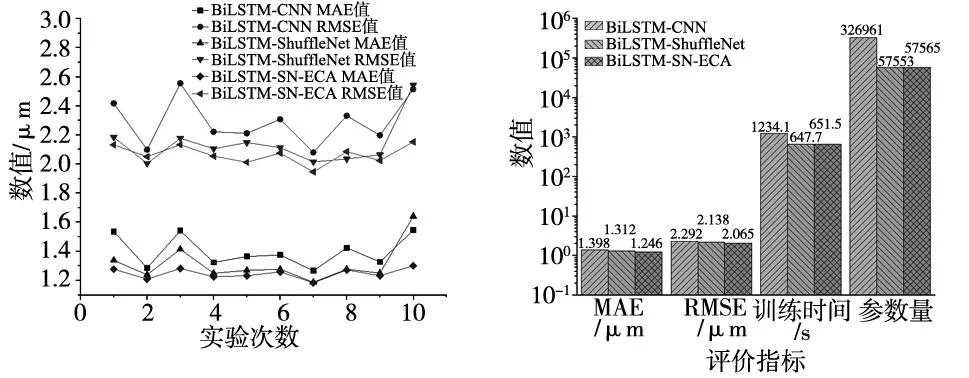
图12 误差折线图
3个模型4种评价指标10次实验的平均值如图13所示。
可以看出,所提模型的卷积网络参数量比BiLSTM-CNN模型减少82.39%,训练时间减少47.21%,MAE减少了10.82%,RMSE减少了9.90%。所提模型卷积网络参数量只比BiLSTM-ShuffleNet增加0.02%,训练时间只增加0.67%,但是MAE和RMSE分别减少了5.00%和3.38%。本文模型预测误差更小且模型参数少,效率高。
4 结论
本文提出了一种基于CEEMDAN与BiLSTM-SN-ECA的刀具磨损状态识别方法。该方法用CEEMDAN对刀具振动信号进行预处理并构造特征矩阵,然后,输入经轻量化改进并增加注意力机制的时空网络模型,实现刀具磨损预测。最终得到的结论如下:
(1)利用CEEMDAN方法处理刀具振动信号能够减少信号中的噪声成分,充分提取有效的磨损信息,提高神经网络识别准确率。
(2)对传统时空网络模型的卷积模块进行轻量化改进能够在减少模型参数量、提高训练效率的同时,提高预测准确度。
(3)高效通道注意力能够在几乎不增加网络参数的情况下提升轻量化时空网络的性能。
猜你喜欢
基层中医药(2021年12期)2021-06-05 06:56:26
制造技术与机床(2019年11期)2019-12-04 05:50:14
智族GQ(2019年9期)2019-10-28 08:16:21
智富时代(2018年7期)2018-09-03 03:47:26
英美文学研究论丛(2018年1期)2018-08-16 03:00:06
制造技术与机床(2017年7期)2018-01-19 02:29:55
纺织科学研究(2017年6期)2017-07-03 12:14:15
发明与创新(2016年5期)2016-08-21 13:42:48
石油知识(2016年2期)2016-02-28 16:20:21
制造技术与机床(2014年1期)2014-03-11 20:17:28
