
Effect of Heat Treatment on Microstructure and Mechanical Properties of Multiscale SiCpHybrid Reinforced 6061 Aluminum Matrix Composites
2024-04-10 10:38WUJianmingXUXiaojingZHANGXuLUOYuntianLIShuaidiHUANGLin
WU Jianming, XU Xiaojing, ZHANG Xu, LUO Yuntian, LI Shuaidi, HUANG Lin
(Institute for Advanced Manufacturing and Modern Equipment Technology, Jiangsu University, Zhenjiang 212013, China)
Abstract: The performance of solid solution aging treatment on aluminum matrix composites prepared by powder metallurgy and reinforced with 6061 aluminum alloy powder as matrix; meanwhile, nano silicon carbide particles (nm SiCp), submicron silicon carbide particles (1 μm SiCp) and Ti particles were studied.The Al/SiCp composite powder was prepared by high-energy ball milling, and then cold-pressed, sintered, hotextruded, and then heat-treated with different solution temperatures and aging times for the extruded composites.Optical microscopy, scanning electron microscopy, energy dispersive X-ray spectroscopy (EDS), X-ray diffractometer (XRD) and extrusion testing were used to analyze and test the microstructure and mechanical properties of aluminum matrix composites.The results show that after the multi-stage solid solution at 530℃×2 h+535 ℃×2 h+540 ℃×2 h, the particles are mainly equiaxed grains and uniformly distributed.There is no reinforcement agglomeration, and the surface is dense and the insoluble phase is basically dissolved.In the matrix, the strengthening effect is good, and the hardness and compressive strength are 179.43 HV and 680.42 MPa, respectively.Under this solution process, when the aluminum matrix composites are aged at 170 ℃ for 10 h, the hardness and compressive strength can reach their peaks and increase to 195.82 HV and 721.48 MPa,respectively.
Key words: aluminum matrix composites; SiC particles; multiscale hybrid enhancement; heat treatment;mechanical properties
1 Introduction
Metal matrix composites (MMCs) have been widely used in aerospace, weaponry and equipment in recent years due to their high specific strength,low coefficient of thermal expansion and high heat resistance, excellent wear resistance, and satisfactory level of corrosion resistance.and automobile manufacturing[1,2].At present, among the aluminum matrix composites (AMCs), the reinforcement materials mainly include SiCp, SiCw, Al2O3, B4Cp,etc.Among them, silicon carbide particles (SiCp) not only have high hardness, high strength, and good thermal shock resistance, but also have low price and good interface bonding, and have gradually become the focus of research by scholars from all over the world[3,4].Different size levels of SiCphave different reinforcing effects in the matrix, and nano-SiCpis more likely to be combined at the interface, which improves the internal distortion ability and improves the strength of the composite material.Peter Nyanor[5]et alfound that the hardness of multi-scale hybrid reinforced aluminum matrix composites of micro + nanometers is significantly higher than that of single-scale reinforced aluminum matrix composites.In addition, the addition of Ti particles can promote the wettability of the enhanced body surface and inhibit the formation of the brittle intermetallic phase Al4C3, thereby enhancing the interfacial bonding.Ti and Al can form Al3Ti reinforcement to form a hybrid reinforced aluminum matrix composite material, which can effectively improve the comprehensive mechanical properties of the material[6-8].
The methods of preparing AMCs include squeeze casting[9], powder metallurgy[10], stir casting[11]and so on.Powder metallurgy, also known as a near-net shape manufacturing process, is easy to control the volume fraction of reinforcement, and the lower processing temperature can effectively suppress the chemical reaction at the interface between the matrix and the reinforcement[12,13].In addition, powder metallurgy technology is widely used because it can eliminate the segregation problem of casting and other methods,and can make the reinforcement evenly distributed in the matrix alloy, and it is not easy to generate brittle phases such as Al4C3[14-16].In order to further improve the mechanical properties of aluminum matrix composites and eliminate the internal residual stress, it is usually treated by solid solution and aging.Solution treatment can make some coarse undissolved second phase particles inside the material dissolve into the base alloy under the action of temperature,thereby obtaining a supersaturated solid solution.The increase of the solid solution degree will increase the driving force of the subsequent aging treatment, and more fine and dispersed reinforcing phases will be precipitated, and the solid solution strengthening effect of the material will be more obvious.The material prepared by powder metallurgy has a higher solid solubility, and the multi-stage solid solution passes through multiple high-temperature solid solutions, and at the eutectic temperature, the inside of the material is fully alloyed, the strengthening phase is precipitated,and recrystallization is inhibited to achieve better performance.As the final heat treatment, aging is mainly to saturate and dissolve the solid solution to precipitate the second phase particles, so as to improve the comprehensive properties of the material.
There are many factors that affect the solution effect during the solution treatment process, among which the maximum solution temperature and time have the greatest influence on the material properties[17].The compressive strength and toughness of AMCs can be significantly improved by selecting an appropriate heat treatment regime[18,19].By solid solution of SiCp/Al composite at 535 ℃ for 6 hours, the tensile elongation of the material increased from 2.6% to 6.8%, an increase of as high as 161.5%[20].Solid solution at 480℃ for 5 hours increases the hardness of Al2O3/7075 aluminum matrix composites by about 32%.On this basis, choosing 120 ℃ × 24 h aging treatment increases the hardness of the composites by about 52%[21].
However, different types of base alloys and reinforcements and different preparation methods have an impact on the strengthening effect of solution aging treatment, and the effects of multi-stage solid solution and different aging processes on the properties of AMCs remain to be studied.Therefore, in this paper, 6061 aluminum alloy with good plasticity and toughness is used as the matrix, and SiCp, nmSiCpand Ti are mixed to form a multi-phase and multi-scale reinforcement, and the SiCp-reinforced aluminum matrix composite material is prepared by powder metallurgy process.And by performing different solution aging treatments on AMCs, the effect of solution aging system on aluminum-based composites was preliminarily explored, which provided guidance for obtaining the best heat treatment process for aluminum-based composites.
2 Experimental
In the experiment, the highly alloyed 6000 series aluminum alloy 6061 alloy powder was used as the matrix.The powder composition and mass fraction of the matrix alloy are shown in Table 1.The reinforcements are nmSiC particles, 15% 1 µm SiC particles and 5% Ti particles.Studies have shown[22,23]that an appropriate amount of transition group elements can promote the interfacial bonding of aluminum matrix composites, improve the comprehensive properties of the material, and enhance the wettability between the reinforcement and the matrix.Among them, a small amount of Zn element can precipitate a strengthening phase during the heat treatment process,thereby improving the mechanical properties.As an active element, Zr can improve the wettability between the reinforcement phase and the aluminum matrix.The transition group element Ti can improve the high temperature performance and the interfacial bonding effect.

Table 1 Specific composition and content of matrix alloy
Ball milling and powder mixing is a crucial step in powder metallurgy process.It has the purpose of improving the agglomeration of reinforcement in the powder, effectively mixing and refining matrix and reinforcement particles, and improving the macroscopic, microscopic morphology and microstructure of the sample.The process flow of ball milling is as follows: wet grinding reinforcement(speed: 150 r/min, time: 16 h) - wet grinding mixed powder (speed: 150 r/min, time: 6 h) - drying - dry grinding mixed powder (speed: 150 r/min, time: 12 h) - secondary dry grinding (rotation speed: 150 r/min, time: 16 h) - vacuum drying.In this experiment,anhydrous ethanol was used as the wet grinding medium; the ratio of ball to material was 4:1; the ratio of the working time to the stop time of the ball mill was 45:15, so as to prevent problems such as excessive energy and oxidation during the ball milling stage.The composite powder after mixing and drying was cold-pressed, the weight of each sample was 80 g,and the sintering process was 150 ℃×1 h+400 ℃×1 h+700 ℃×8 h.Then the sample is taken out, and after processing the sample, the sample was hot-extruded,the sample preheating temperature was 550 degrees,the extrusion ratio was 10:1, and the mold and punch preheating temperature was 330 degrees Celsius.After extrusion, the samples were subjected to multi-stage solid solution and aging.The solid solution and aging processes explored in this experiment are shown in Table 2 and Table 3, respectively.
Table 2 Solid solution processes
Table 3 Aging process
By using OM, XRD and SEM to observe the microstructure of the samples after solution and aging,the hardness, density and electrical conductivity of the composites were analyzed, to explore the effect of different solution and aging processes on the aluminum matrix composites.The main experimental equipment is shown in Table 4.
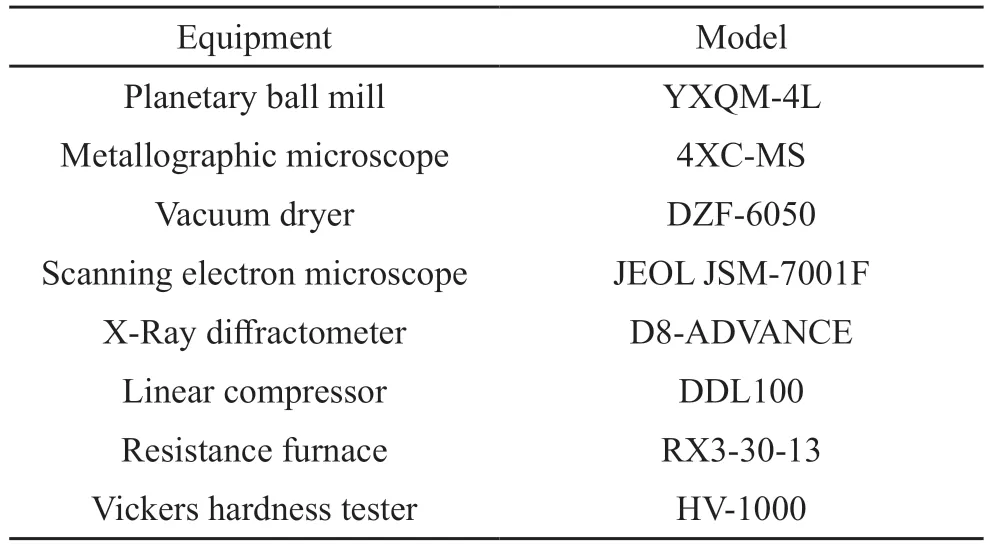
Table 4 Experimental equipment
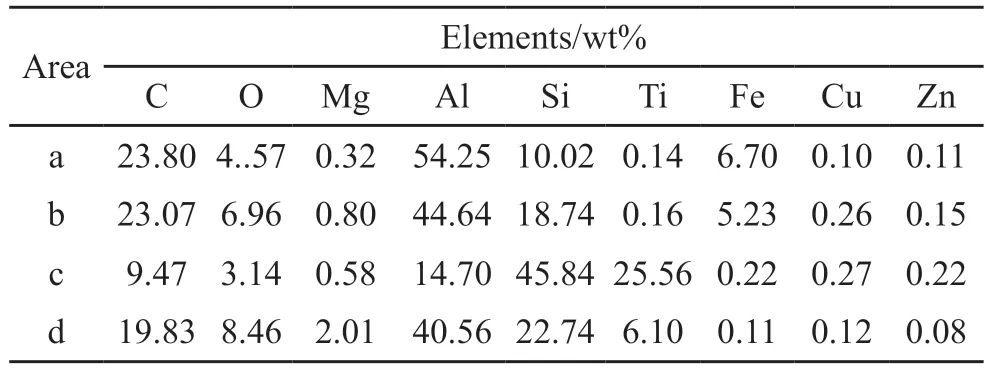
Table 5 EDS analysis results
3 Results and discussion
3.1 Microstructure and mechanical properties of the material after solid solution treatment
Fig.1 shows SEM pictures of 1.5 vol%nmSiCp+15 vol%SiCp+2%Ti/6061Al composites after treatment by different solid solution processes.The sample in the extruded state is entitled G0 and the specific solid solution process parameters are shown in Table 2.As shown in Fig.1(a) and 1(e), the samples in the extruded state are enriched with a large amount of black carbides and white eutectic phases.In addition,EDS analysis of the agglomerated white phase in the figure is shown in Table 4, which shows that this phase is rich in Al and C and is the brittle phase Al4C3, which was shown by Sharifi[24]et alto be brittle and unstable,seriously affecting the overall mechanical properties of the composite.After solid solution treatment, the eutectic phase gradually dissolves into the matrix and no coarse second phase exists in the matrix.After G1 solid solution, the precipitated phase and eutectic organisation were reduced, but a small amount of agglomeration was still present, and the EDS analysis showed an Al-Fe-Si impurity phase.Combined with XRD analysis, it is FeSiAl5intermetallic compound,which can adversely affect the mechanical properties of the composite[25].The undissolved phase of the sample after G2 solid solution was basically uniformly dissolved in the matrix, forming a supersaturated solid solution with a better strengthening effect.EDS analysis showed that the uniformly distributed fine white phase was the Al-Ti phase, and according to the Ti-Al phase diagram, Ti and Al reacted with each other to possibly form concentrated intermetallic compounds, such as TiAl3, TiAl2and so on.Among them, TiAl3nucleation has the lowest energy, so it is TiAl3, which plays an important role in enhancing the interfacial bonding and improving the strength of the composites[26].In addition, a small amount of Al-Mg phase exists on the surface of SiCp, while MgAlO4is easily formed in SiC/Al composites at high temperatures[27].Studies have shown that the MgAlO4phase has good thermal stability and can inhibit the formation of the brittle phase Al4C3, thus enhancing the mechanical properties of the material[28].G3 is similar to G2 in that the undissolved phase basically disappears after solid solution, but the increase in temperature has no good effect on the dissolution of the undissolved phase and may also bring undesirable reactions such as overburning and generation of brittleness.
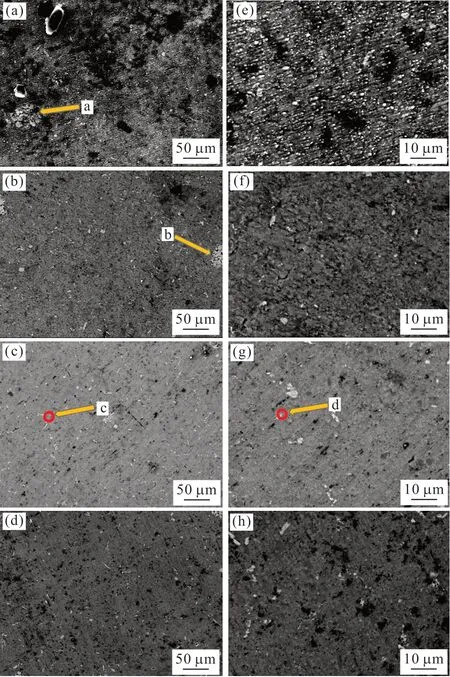
Fig.1 SEM images of composite materials under different solid solution processes: (a,e) G0; (b,f) G1; (c,g) G2; (d,h) G3
Fig.2 shows the optical micrographs of the above samples after different solid solution processes.The observation and analysis shows that the initialα-Al phase in Fig.2(a) is not obvious and it can be seen that the grains have only a few flat grains in the G2 solid solution process, and the equiaxed grains grow slightly with the increase in solid solution temperature and become more irregular in shape.The particles are mainly equiaxed and uniformly distributed after solid solution, and the reinforcement particles are redistributed in the extrusion upwards.There is no agglomeration and the surface is dense, and the average size of the equiaxed grains grows from an average of 5 to 15-18 µm.The growth rate decreases after the temperature of solid solution increases.
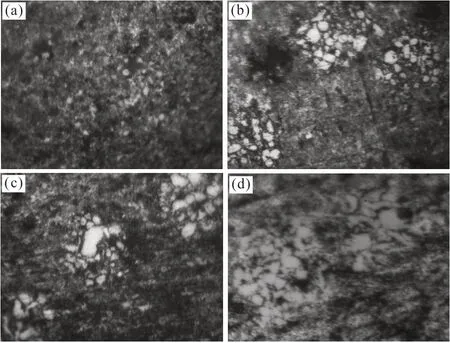
Fig.2 OM scanning electron microscope images of composite materials under different solid solution processes:(a) G0; (b)G1; (c) G2; (d) G3
Fig.3 shows the XRD physical phase composition profiles without solid solution and at different solid solution temperatures.Fig.4 shows the half-peak widths of the composite samples after different solid solution processes.The analysis of the physical phase diagrams shows that the main phases are Al and SiCp, with only slightly different peak heights.As shown in Fig.3(a) a small amount of Al4C3brittle phase was detected before the material was subjected to the solid solution treatment.The samples after the solid solution treatment showed no obvious oxidation peaks and almost no insoluble phases were detected in the detection range, indicating that no undesirable interfacial reactions occurred during the solid solution phase.The dissolution of the second phase resulted in distortion of the matrix lattice and strength enhancement.
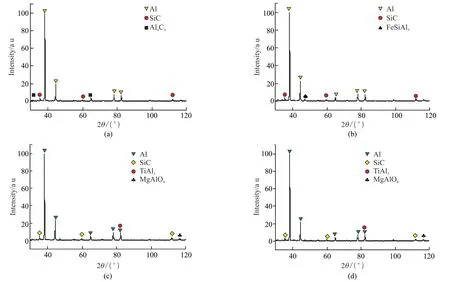
Fig.3 XRD analysis of different solution treatment:(a) G0; (b) G1; (c) G2; (d) G3
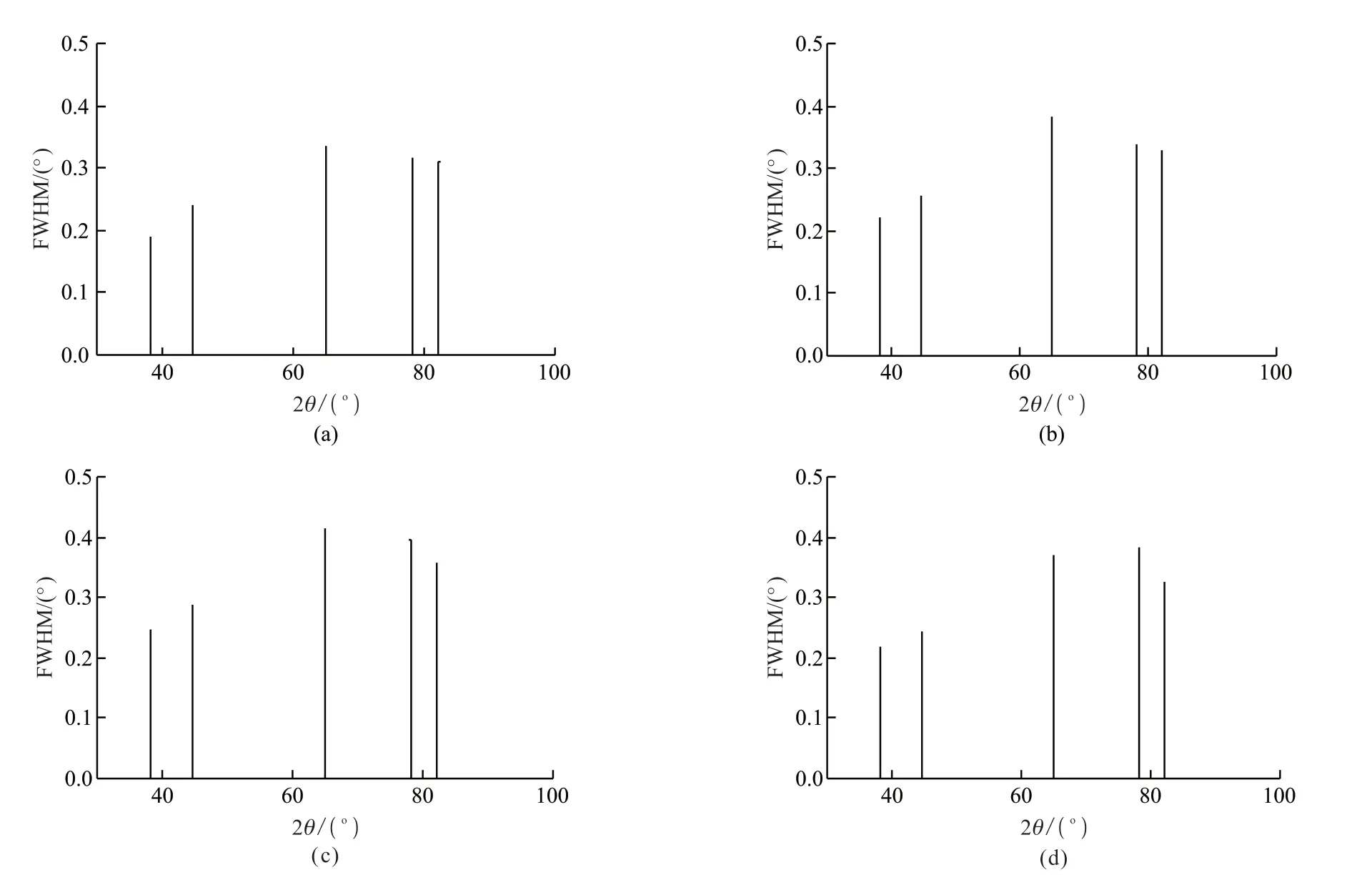
Fig.4 FWHM of composites with different solution treatment:(a) G0; (b) G1; (c) G2; (d) G3
Fig.5 shows the fitted curves for the half-peak width of the composite after the material has undergone different solid solution processesversus(δ2θ)2/tan2θ0and δ2θ/(tanθ0sinθ0).The specific values are shown in Table 6.The dislocation densities of the samples were 1.97×1014, 2.37×10142.92×1014and 2.44×1014m-2,respectively, while the dislocation strengthening was 76.71, 83.99, 93.36, and 85.31 MPa, respectively.The dislocation strength and dislocation density of G1 solid solution were lower than those of G2 solid solution.The dislocation strengthening value of the samples after G3 solid solution was lower than that of G2, which was accompanied by an increase in the solid solution temperature, which consumed more dislocations in the composites and made the dislocation strengthening value lower.
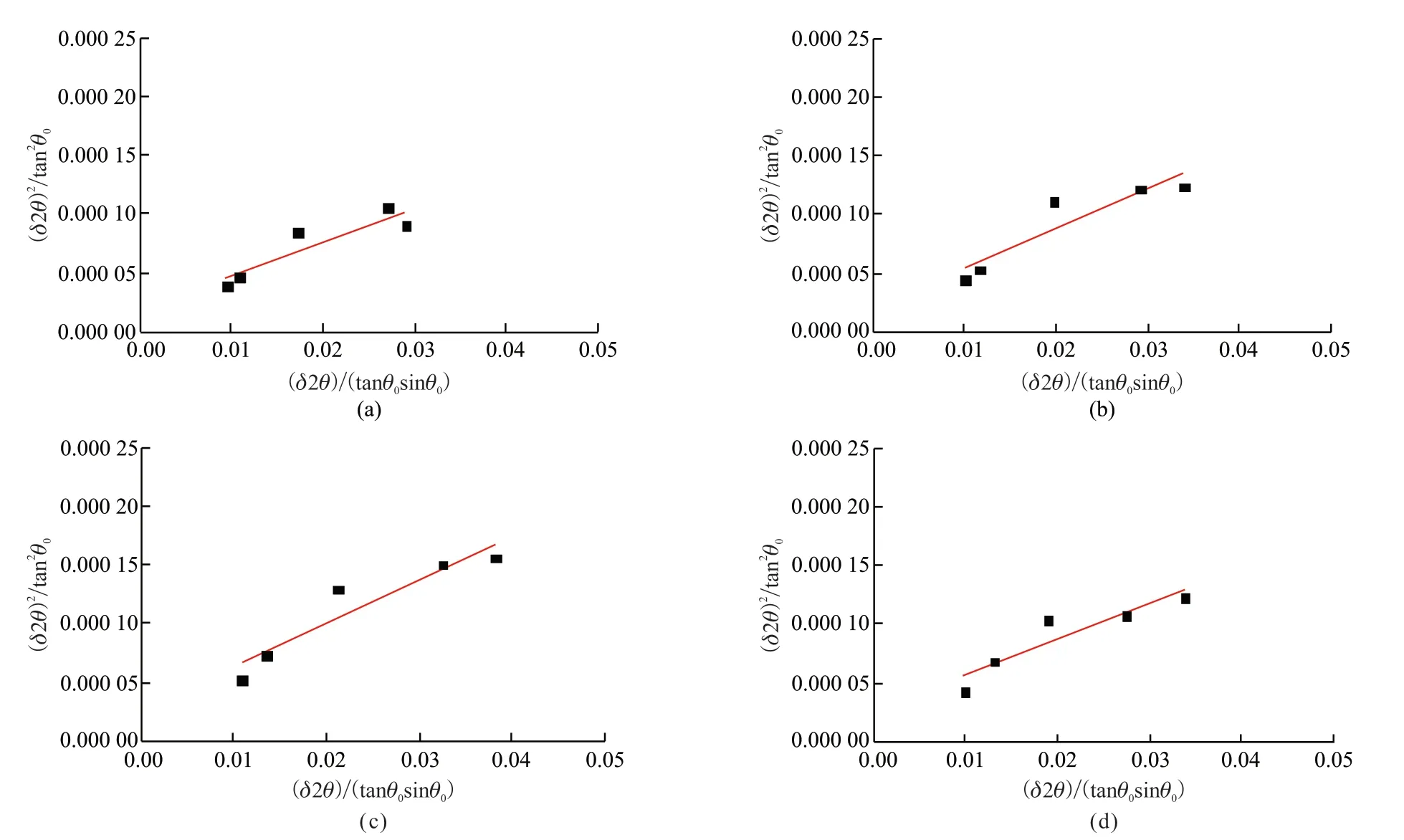
Fig.5 Linear relationship of δ2θ/(tanθ0sinθ0) and (δ2θ)2/tan2θ0: (a) G0; (b) G1; (c) G2; (d) G3

Table 6 The results calculated by XRD
Fig.6 shows the extrusion test curve of 1.5 vol%nmSiCp+15 vol%SiCp+2%Ti/6061Al composites in DDL100 extruder after different solid solutions.From the compression curve and Table 7 it can be seen that the samples reach 680.42 MPa in compression strength and 179.43 HV in hardness after G2 solid solution.The compressive strength decreased slightly after G3 solid solution and the electrical conductivity was relatively high.With the increase in solid solution temperature, the reduction of eutectic phase improves the mechanical properties and the composition becomes more homogeneous.However, continued grain size increase has a negative effect on the mechanical properties.The densities of the samples remain essentially unchanged, but are not yet fully dense.
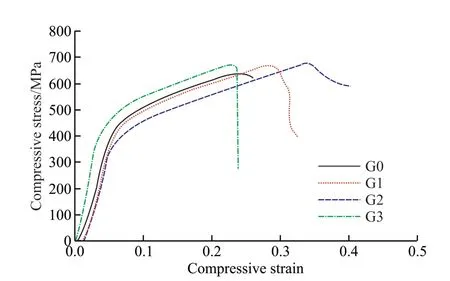
Fig.6 Relative strain-strength curve of SiCp / 6061Al prepared by different solid solution processes
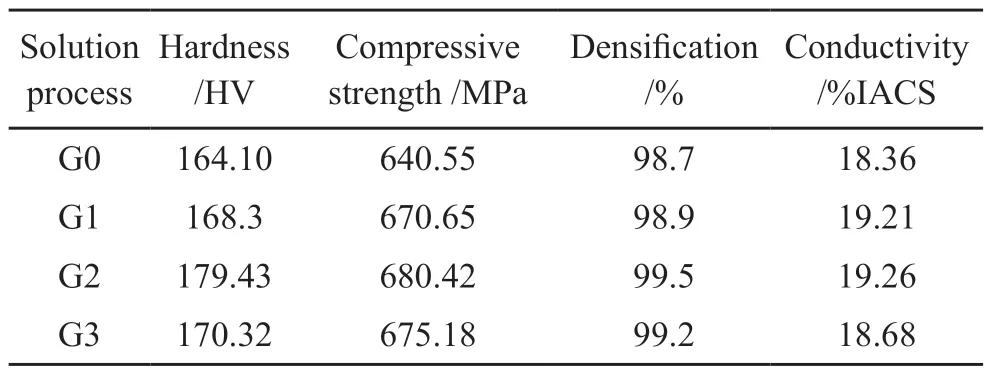
Table 7 Mechanical properties of extruded samples in different solution processes
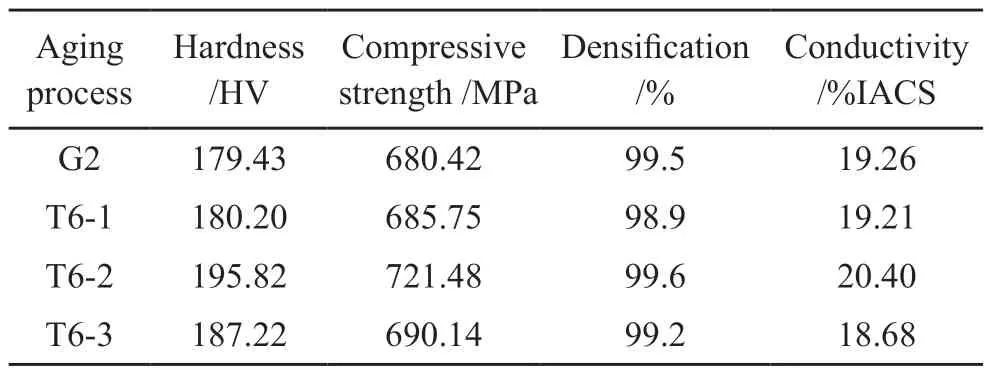
Table 8 Mechanical properties of extruded samples in different aging processes
Fig.7 shows the tensile fracture diagrams of the samples after different solid solution processes.The tensile strength of the composites under different solid solution processes are 298.388, 312.307, 325.378 and 322.269 MPa respectively.Combined with the analysis of the tensile fracture diagrams, it can be seen from Fig.7(a) that the samples without solid solution treatment have small planes of brittle fracture of the particles at the fracture, while the tough nests are mostly Large tough nests, shallow tough nests, a mixture of through-crystal fracture and along-crystal fracture.As the solid solution temperature increases the tough nests become smaller and deeper, and when the solid solution temperature exceeds 545 ℃the distribution of tough nests at the fracture is not uniform.The deformation capacity of the matrix is weakened and obvious delamination occurs as shown in Fig.7(d).After G2 solid solution of the sample, tough nest uniformly distributed and significantly reduced,and ductility is better mainly for plastic fracture.
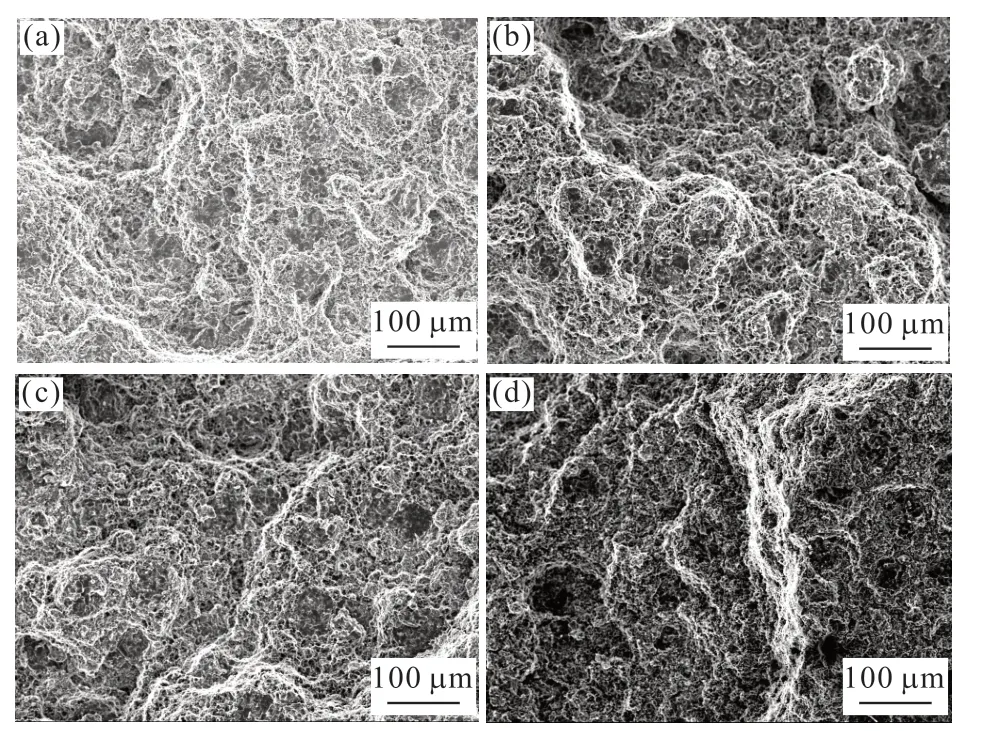
Fig.7 Analysis of tensile section of SiCp / 6061Al reinforced with different solid solution processes: (a) G0; (b) G1; (c) G2; (d) G3
3.2 Microstructure and mechanical properties of aged materials
Fig.8 shows the SEM image of the 1.5 vol%nmSiCp+15 vol%SiCp+2%Ti/6061Al composite after hot extrusion at 550 ℃ with an extrusion ratio of 10 and G2 solid solution + aging treatment.The specific aging process parameters are shown in Table 3.Fig.8(a) shows the sample after G2 solid solution.It can be seen that the second phase is dissolved in the matrix compared to the surface of the sample after aging, and the surface of the sample after aging shows the precipitated strengthening phase as shown in the enlarged area in Fig.8(b).Fig.8(c) shows the surface scan of the Si element, and it can be seen that the precipitated strengthening is uniformly distributed in the matrix.
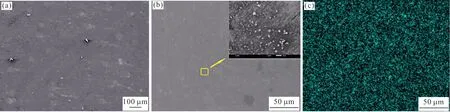
Fig.8 (a) G2; (b) G2+T6-2; (c) Si surface scan
The compression test curves of 1.5 vol%nmSiCp+15 vol%SiCp+2%Ti/6061Al composites after different aging times are shown in Fig.9.The strengthening phase in the matrix was not completely precipitated after 2 h aging.It was under-aged and the strength was only 685.75MPa, and the aging time increased to 10-12 h when it was peak aging.When the aging time reaches 24 h, the mechanical properties show a decreasing trend.The aging time is too long and over-aging occurs.The precipitated phase grows and the spacing becomes bigger, which affects the strength of the composite.
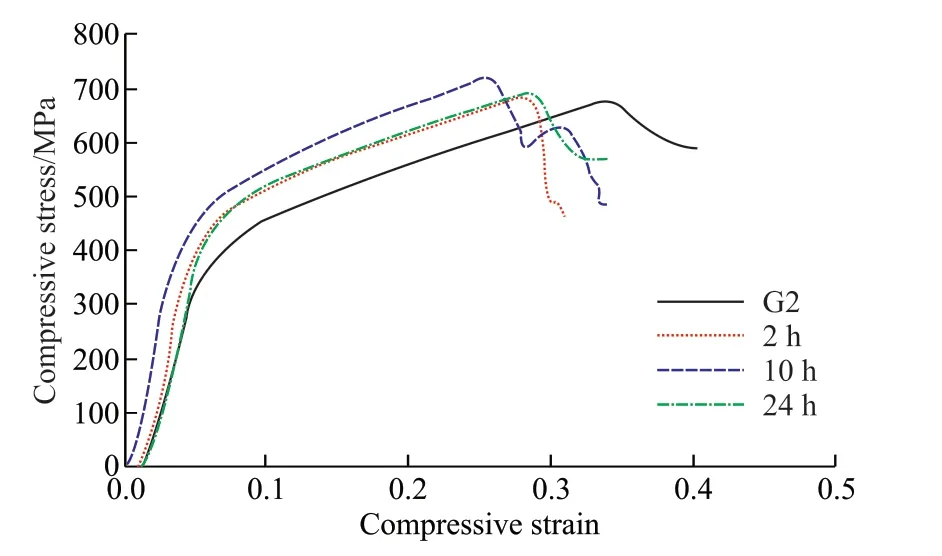
Fig.9 Relative strain-strength curve of SiCp / 6061Al with different aging time
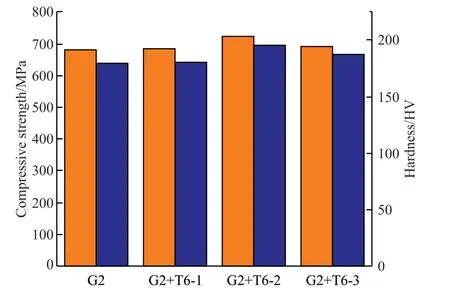
Fig.10 Mechanical properties of composites with different aging time
4 Conclusions
a) The solution aging treatment makes the extruded sample form a supersaturated solid solution and then precipitates the strengthening phase.With the increase of the solution temperature, the particle size grows.The internal dislocation contribution of the material increases, the comprehensive properties of the composite material after heat treatment are improved,and the plasticity, toughness and electrical conductivity are slightly increased.
b) After multi-stage solid solution, the undissolved phase is further dissolved into the matrix, and the compressive strength and hardness of the sample gradually increase with the increase of the maximum solution temperature.When the maximum solution temperature is 540 ℃, that is, the G2 solution described in this paper, the compressive strength of the sample reaches 680.42 MPa, and the hardness reaches 179.43 HV.With the increase of solution temperature, the material properties began to decline, and the optimal multi-stage solution process was 530 ℃×2 h+535 ℃×2 h+540 ℃×2 h.
c) The aged samples recrystallized to precipitate a strengthening phase, and the strength and hardness of the samples were further improved.As the aging time increased from 2 to 10 h, the compressive strength and hardness of the samples increased from 685.75 MPa and 180.2HV to 721.48 MPa and 195.82 HV,respectively, but the mechanical properties began to decline after the aging time continued to increase, so the strength of the samples reached its peak after 10-12 h peak aging.
In conclusion, the optimal heat treatment process for SiCp/6061Al composites is G2 solution (530 ℃×2 h+535 ℃×2 h+540 ℃×2 h)+T6-2 (170 ℃×10 h) aging.
Conflict of interest
All authors declare that there are no competing interests.
 Journal of Wuhan University of Technology(Materials Science Edition)2024年1期
Journal of Wuhan University of Technology(Materials Science Edition)2024年1期
- Journal of Wuhan University of Technology(Materials Science Edition)的其它文章
- One-pot Synthesis of Hierarchical Flower-like WS2 Microspheres as Anode Materials for Lithium-ion Batteries
- Controllable Synthesis of Au NRs and Its Flexible SERS Optical Fiber Probe with High Sensitivity
- Effciient Direct Decomposition of NO over La0.8A0.2NiO3(A=K, Ba, Y) Catalysts under Microwave Irradiation
- Appreciable Enhancement of Photocatalytic Performance for N-doped SrMoO4via the Vapor-thermal Method
- Infulence of Current Density on the Photocatalytic Activity of Nd:TiO2Coatings
- The Negative Thermal Expansion Property of NdMnO3 Based on Pores Effect and Phase Transition