
CCMT2024切削刀具展品预览
2024-04-08 03:54
金属加工(冷加工) 2024年3期
CCMT2024(第十三届中国数控机床展览会)即将于2024年4月8—12日,以全新面貌在上海新国际博览中心盛大举办。据悉,CCMT2024展览面积将实现突破性增长,相信将再次带来机床工具行业交流的热潮。刀具作为“工业牙齿”,是制造业加工精度和加工效率的关键。本刊特征集参展企业在切削刀具领域的亮点展品、技术和解决方案等,供读者参考。
伊斯卡
NEOSWISS:新型模块化快换刀头
NEOSWISS系列产品(见图1)的显著特点是由多种刀头组合构成,刀头安装可转位刀片,用于在瑞士型自动车床上进行车削、切槽、切断和螺纹加工等。该系列产品能在数控机床紧凑的作业空间内快速而方便地更换刀头及刀片。
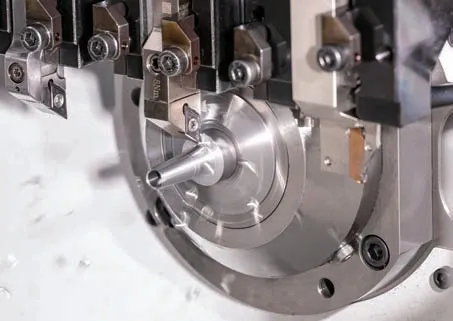
图1 伊斯卡NEOSWISS系列产品
HELISLOT:三面刃铣刀系列
HELISLOT产品(见图2)是一个全新开发的三面刃铣刀系列,为加工直槽和环槽提供了经济有效的解决方案。这个系列使用结构独特的XNMU刀片。这种坚固的正方形双面刀片具有8个(4个右手和4个左手)螺旋型切削刃和独特的扭转型定位面。当刀片安装于刀盘上时可形成不同轴向角的交错刃,即使在高切削负荷下,也可实现非常稳定的切削。扭转型正前角可使切削过程更为平顺。

图2 伊斯卡HELISLOT产品
F3B变色龙:3刃可换头镗刀头系列
F3B变色龙(见图3)可实现高效率的镗孔加工,适合各种材料的稳定加工。创新的刀头F3B以及带有特殊设计的断屑槽,在扩孔镗孔加工材料过程中,可以获得最好的切屑控制,避免长屑以及长屑对加工的影响。钻头直径12~25.9mm,安装在标准LOGIQ-3-CHAM刀杆上。

图3 伊斯卡F3B变色龙
(展位号:W4-B111)
株洲钻石
“PANGU”系列高端产品
株洲钻石推出PG8、PG9、PGMH、PGMS四个“PANGU”系列高端产品。
适合难加工材料高效加工的PG8系列数控刀片牌号(见图4):采用高硬度基体搭配高耐磨、高耐热纳米超晶格结构涂层以及超光滑涂层表面处理技术,适用于高温合金、耐热铸钢等难加工材料。PG8005搭配NF、NGF和SNR车削槽型,分别用于难加工材料的高效车削精加工。PG8020、PG8030搭配FMA12、EMP09和FMP17等铣削刀具用于难加工材料的面铣、方肩铣以及仿形铣等加工。
适合高硬度材料高效加工的PG9系列数控刀片牌号(见图5):采用点阵异构涂层,具有极佳的耐高温氧化性和高温涂层硬度。涂层前后处理工艺大幅提升刀具表面质量,减少切削粘结,提升加工表面质量。PG9005搭配SF车削槽型用于高硬度材料的高速半精车及精车,搭配BMR04精铣球头刀以及EMP01多功能立铣刀,用于高硬度材料的各类铣削加工。

图5 株洲钻石PG9系列数控刀片牌号
适合高硬度高精度加工的PGMH整体硬质合金铣刀(见图6):PGMH系列采用特殊烧结工艺,超细晶粒基材,具有更好的热传导性和耐高温性能,在高速高效加工过程中具备更好的抗热振裂及抗高温塑性变形性能。采用全新复合结构彩色涂层,内层的晶粒更细,梯度式结构与超细晶粒硬质合金基体的结合强度高;外层采用纳米复合结构多层涂层,保证了出色的耐磨性和抗冲击性能;特殊彩色表面层,具有更好的润滑和减磨作用,辨识度高。在结构方面采用大芯厚高刚性设计,保证在大参数切削环境下加工过程的平稳。

图6 株洲钻石PGMH整体硬质合金铣刀
适合难加工材料的P G M S专用锥度球头铣刀(见图7):PGMS系列主要针对不锈钢、钛合金和 高温合金等系列难加工材料的叶轮、叶片的加工应用。PGMS系列产品通过全新的涂层前、后处理工艺实现了刃口质量的零缺陷,有效提升了刀具的耐磨性、抗冲击性和抗粘结磨损性能。点阵异构涂层,具有更低的摩擦系数和更高的涂层硬度,使刀具高温抗氧化性能、热稳定性能都显著提升。

图7 株洲钻石PGMS专用锥度球头铣刀
(展位号:E6-A101)
欧科亿
BRU系列可调双刃镗刀
BRU系列可调双刃镗刀(见图8)特点:内冷供应;特殊刀夹定位面,定位精准;高刚性刀夹结构,不易振刀;刀夹可轴向落差0.3mm,实现大跨度切深粗镗;简易的刀柄接口,装卸更方便。

图8 欧科亿BRU系列可调双刃镗刀
FM904立装方肩系列铣削刀具
FM904立装方肩系列铣削刀具(见图9)特点:长切削刃,大切深,高效率;弧线刃形设计,高精度磨制级刀片,更高的表面质量和垂直精度;提供玉米铣刀盘,更多的齿数,更高的加工效率;密齿结构刀盘设计,带内冷孔结构,高效率、长寿命。

图9 欧科亿FM904立装方肩系列铣削刀具
ODP高性能通用加工钻头系列
ODP高性能通用加工钻头系列(见图10)特点:新 一代通用钻头专用TiSiN复合涂层,兼备优良的耐摩损性、耐热性和耐溶着性;采用新型沟槽形状,降低切削阻力并提高钻头强度,切屑处理效果优异,排屑流畅,通用性强;实现高效率加工,大幅度提高生产能力;良好的刃口处理,提高加工表面质量,减少加工纹路和粘刀现象,延长连续加工时间,提升刀具使用寿命。刀具直径3~20mm,孔深3D~5D,内冷、外冷可选,适用于通用钢材和铸铁加工。

图10 欧科亿ODP高性能通用加工钻头系列
OMS高温合金铣刀系列
OMS高温合金铣刀系列(见图11)特点:优异基材搭配耐高温磨损的复合涂层,适用于v≤60m/min高效切削GH4169和粉末高温合金K424;针对航空发动机叶盘、叶轮和叶片提供多种配套整体刀具解决方案;高抗振切削刃结构可以完全胜任高温合金摆线铣、槽铣和仿形铣;刃口采用超细抛光技术,减小切削阻力,避免刀具刃口粘结磨损。

图11 欧科亿OMS高温合金铣刀系列
(展位号:E5-B201)
华锐精密
精加工用正角车削槽型TF
精加工用正角车削槽型TF(见图12),采用优化的槽型结构和独特的断屑台形式,有效减轻了切屑的粘结现象,保证了在较广泛的进给领域有良好的切屑处理能力,可获得良好的表面质量。搭配华锐精密多种涂层牌号,可实现钢材、不锈钢等的精加工车削,也可用于内孔的镗削加工,兼顾良好的断屑性能和稳定的刀片寿命,特别适合自动化线的车削加工。该槽型进一步完善了华锐精密正角刀片槽型系列,丰富了高精度车削、镗削的产品选择。

图12 华锐精密精加工用正角车削槽型TF
SPM500高精度球头仿形铣削刀具
SPM500高精度球头仿形铣削刀具(见图13)特点:刀片采用流线型刃形设计,有效降低切削冲击,提高切削加工稳定性;前刀面采用变前角设计,充分考虑不同部位的刃口切削受力情况,兼顾锋利性和刃口强度;刃口可以满足直壁加工工况,高速加工复杂曲面时,良好地抑制了刀具振动,保证高效切削加工;采用精密磨床加工的刀体和高精度挤压成形紧固螺钉,刀片定位和锁紧稳固性大大提高,实现了高精度和高稳定性的紧固结构;搭配耐磨性优异的HR5210牌号,即使在高硬度材料的铣削加工中依然保持长的刀片寿命和良好的稳定性。

图13 华锐精密SPM500高精度球头仿形铣削刀具
XD系列整体硬质合金深孔钻
XD系列整体硬质合金深孔钻(见图14)特点:采用特殊的硬质合金棒料,实现深孔钻削的稳定性,有效抑制刀具崩缺和折断的风险;先进的涂层工艺和表面处理技术,刀具表面质量优,兼具长的刀具寿命和高的安全性;优化的钻尖结构,独特的螺旋槽设计,定心能力强,断排屑效果优;常规深孔钻规格为12D、20D和30D(D为直径),可非标定制更长倍径的深孔钻系列,满足不同客户的深孔钻削要求。

图14 华锐精密XD系列整体硬质合金深孔钻
(展位号:E6-B111)
沃尔德
PCD/PCBN超硬刀具
作为投入市场超过十年的经典产品,P C D/PCBN超硬刀具(见图15)系列产品承载着沃尔德领跑超硬刀具领域的核心科技,蕴含着沃尔德对于精益制造工艺的深刻理解、对产品品质的不懈追求和自主核心技术创新升级的持续推动。该系列产品凭借其高精密、高品质和高稳定性,已被广泛应用于汽车制造、轨道交通和风电行业,包括风电轴承和风电齿轮等细分领域。CCMT2024上将详细展示MANANOVA PCD/PCBN标准刀片、PCD/PCBN可转位面铣刀、PCBN非标刀片、PCBN螺纹/槽加工刀具、滚珠丝杠PCBN旋铣刀片和CV Joint等速万向节加工超硬刀具解决方案等创新产品。

图15 沃尔德PCD/PCBN超硬刀具
PCD非标刀具整体解决方案
CCMT2024展会上,沃尔德依然将目光聚焦到汽车行业应用。从传统汽车到新能源汽车,无论是发动机、变速器、离合器、转向系统以及制动系统等核心零部件生产制造的降本增效,还是新能源汽车三电系统、副车架等零部件的高效加工,沃尔德均可为客户提供高精、高效、高性价比的PCD非标刀具加工应用解决方案(见图16)。

图16 沃尔德PCD非标刀具整体解决方案
航空航天圆柄刀具
为顺应航空航天产业不断变化的需求,沃尔德推出了一系列针对复合材料和金属材料加工的高效精密切削圆柄刀具(见图17)。其中,用于复合材料加工的刀具主要有金刚石涂层菠萝铣刀、金刚石涂层玉米铣刀和金刚石涂层钻锪一体刀等,凭借着较强的锋利性、耐磨性和稳定性等特点,可更好地应对航空航天复合材料在加工过程中容易出现的撕裂、毛刺、分层和热损伤等问题。金属材料加工刀具主要包括平头铣刀、圆鼻铣刀、球头铣刀、锥度球头铣刀以及其他钻头和铰刀等,适用于钛合金、高温合金、不锈钢和铝合金等材质,如航空发动机上叶片、叶轮、机匣以及密封件等零部件的精密加工。

图17 沃尔德航空航天圆柄刀具
精微刀具——PCD金刚石微钻
沃尔德还将带来创新产品——PCD金刚石微钻(见图18)。其直径0.1~3.0mm,适用于半导体行业,以及航空航天、芯片、通信电子和汽车电子等应用领域。针对单晶硅、多晶硅、碳化硅、氧化铝陶瓷、氧化锆陶瓷以及高硬度、高脆性的材料加工,沃尔德PCD金刚石微钻在微孔加工的孔径尺寸、孔位精度、孔壁表面粗糙度和钻头寿命方面,表现得尤为出色。

图18 沃尔德精微刀具——PCD金刚石微钻
(展位号:E6-A111&A112)
京瓷
CA115P/CA125P
CA115P/CA125P(见图19)是一款CVD涂层硬质合金母材的新材质,涂层及硬质合金母材全部采用新材质,在多种加工环境下皆可实现长寿命加工,重新定义钢加工长寿命。

图19 京瓷CA115P/CA125P
CA115P/CA125P刀片的前刀面为黑色,后刀面为金色。这个颜色就是长寿命的关键。钢的车削加工中,通常前刀面会与高温切屑接触,而后刀面则由于机械摩擦而导致磨损。CA115P/CA125P采用前后刀面颜色不同的涂层,能够有效承受各类损伤。
CA115P/CA125P寿命大幅提高的另一个主要原因是改进了CVD涂层所含的氧化铝膜。氧化铝膜的结晶方向越统一(高配向),刀片的耐磨损性越高。京瓷通过长年研究开发的氧化铝膜改善措施,在CA115P/CA125P上实现了业界高水准的氧化铝膜配向度。但是,随着涂层技术达到新高度,其生产亦变得困难。京瓷通过采用模拟技术,彻底改善生产工艺,从而完成产品化生产。
MA90
MA90(见图20)是一款立装4刀尖90°立铣刀,可解决各类加工难题。采用PR18系列新材质及特殊刀片形状,成为可实现高品质加工的长寿命刀具。能够持续加工出高质量表面,实现优良的壁面精度。

图20 京瓷MA90
Tangential Cutter是指刀片为立装型的刀盘。其代表特点有两个:①切削阻力方向的刀片厚度大,抗崩损性强。即使刀片破损,也可有效防止刀杆破损。②芯厚大,刚性高。高强度、高刚性的刀具,适用于无人运转,这就是Tangential Cutter。虽然平装型被广泛采用,但是根据加工内容,立装型也可对加工做出很大的改善。
MA90是一款高强度、高刚性的同时还能够实现高品质、长寿命的立装型刀具。立装+外周研磨的G级规格刀片保证优良壁面精度。直线+圆弧的特殊切削刃,可实现高精度的壁面精加工。直角度优良,多段走刀加工也可安心,实现高可靠性。负角规格可对应斜降等多种加工。拥有丰富的刀尖角R(0.4~3.0mm)阵容。
(展位号:N2-A201)
欧士机
A-XPF多功能挤压丝锥
A-XPF多功能挤压丝锥(见图21)是欧士机在2023年推出的重磅新品,由于螺纹铣刀是通过材料的塑性变形加工螺纹的,所以在攻螺纹的过程中不会产生切屑,可以完全避免因为切屑问题产生的刀具折损、螺纹精度不良和烂牙等常见螺纹加工问题。与传统的挤压丝锥相比,A-XPF能够实现更高的加工效率,缩短加工时间。此外,A-XPF能实现稳定且长的刀具寿命,减少加工中的换刀次数,帮助企业减少电力消耗。

图21 欧士机A-XPF多功能挤压丝锥
产品特点如下。
挤压锥部设计:挤压丝锥在吃入螺纹底孔时,牙顶可能会发生崩刃,崩刃的部分可能导致整个丝锥进一步崩裂。A-XPF的特殊挤压锥部设计可以有效降低丝锥吃入螺纹底孔时的阻力,使其比传统挤压丝锥牙顶部发生崩刃的可能性更低,为螺纹的高质量加工保驾护航。
挤压棱背部特殊设计:通常挤压丝锥的后角会注重锋利性,但是越锋利,刚性就越低。A-XPF在挤压棱背部做了加厚处理,挤压刃角度不变,保障锋利性的同时,增加刀具刚性,避免挤压丝锥牙顶突然崩损的问题。
全新的VI涂层:A-XPF涂层是欧士机自主研发的铬基多复合涂层,具有良好的硬度、氧化起始温度、附着力和耐磨性,因此可以应对高负荷加工。与传统产品相比,在高速加工领域范围内加工时能稳定加工出高质量的孔。
(展位号:N2-A001)
大昭和
角度头刀柄
大昭和角度头刀柄(见图22)可以进行ATC自动换刀,通过改变加工方向缩短加工工序,从而使加工效率提高。该产品系列丰富,刀尖方向可360°任意设置。传动伞齿采用特殊设计,均为大昭和自己生产,热处理之后进行精加工,从而抑制齿圈跳动,消除噪声、振动,确保加工精度。2022年大昭和推出新品BBT30轻量化型,总质量2kg以下,可对应高速ATC的加工需求。

图22 大昭和角度头刀柄
(展位号:W4-B202)
YG-1
TitaNox-Power HPC
基于加工钛合金、不锈钢和镍基合金的高性能硬质合金立铣刀TitaNox Power产品线的成功,YG-1推出了一个新的产品线:TitaNox Power HPC 5刃立铣刀(见图23)。升级的5刃高性能整体硬质合金立铣刀,先进的芯径设计和优化的涂层可实现更重的侧铣、更长的刀具寿命和更强的开槽能力。新的产品组合匹配并超过之前提供的TitaNox Power G M G26/27和G M G30/31。客户应用结果表明,TitaNox Power HPC具有强大的优势。

图23 YG-1 TitaNox-Power HPC
TitaNox Power HPC新双锥度芯径设计提高了重切削时的负载能力,保持了铣削的刚性,并实现ISO-S材料的0.5倍径开槽能力;减振的不等分设计进一步延长刀具寿命;偏心后角设计提供了更高的切削刃强度;AlTiN高级涂层提高了耐磨性,特别是在镍基合金中。
(展位号:W4-B401)
郑钻
MFAC90&80系列PCD标准铣刀盘
郑钻MFAC90&80系列PCD标准铣刀盘如图24所示。郑钻标准品MFAC系列PCD铣刀盘刀体采用高强度铝合金,与同直径铣刀盘相比具有更加轻量化的刀体,适合高速加工;直冲刀尖的内冷设计,优化切屑排出方向,避免工件表面划伤并减少对刀体的磨损,有效提高表面加工质量并延长刀体寿命,适合高效率面铣的粗精加工。

图24 郑钻MFAC90&80系列PCD标准铣刀盘
一直以来,郑钻明星产品MFAC系列在实际面铣方案应用中表现优异——帮助客户提效3~5倍,在高达200倍显微镜的考验下,刃口依旧无磨损、无碳化现象,获得客户一致好评。与此同时,郑钻始终关注不同用户,并针对用户实际加工需求不断优化产品性能。结合用户实际需求,推出了MFAC80系列密齿铣刀盘——在MFAC90相同规格直径的基础上打造不同刃数、可调整的轴向,满足高精度表面质量的加工需求,为不同应用场景的用户提供更加满意的产品。
新能源汽车电驱系统电机壳体解决方案
在新能源汽车电驱系统电机壳体的加工中,郑钻采用复合刀具设计,解决方案如图25所示,能够在一次加工过程中完成所有的工序,大大提高了生产效率和精度。经过多次研发,采用了轻量化设计,既保证了加工精度,又增强了刀具的稳定性,使其能够适应各种机床加工环境,缩短加工时间并节省人力成本,提高整体生产效益。此外,郑钻还提供刀具定制和修磨服务。根据客户的具体需求,可以定制适合其加工需求的刀具,并提供专业的修磨服务,以确保刀具的长期使用和稳定性能。通过采用复合刀具设计和提供全面的服务,郑钻能够满足客户对电机壳体加工的各种需求,为新能源汽车行业的发展提供有力支持。

图25 郑钻新能源汽车电驱系统电机壳体解决方案
(展位号:E6-B116)
松德刀具
大直径阻尼减振车刀杆
松德刀具为内孔的深孔、深腔加工提供特殊阻尼减振系列产品,填补了国内阻尼减振刀具的空白,在深孔、深腔加工领域,打破了国外品牌的垄断。此系列刀具已在军工、工程机械及航空航天等行业为减小乃至消除振动提供了高效解决方案。
松德刀具的大直径阻尼减振车刀杆(见图26)内置减振系统,能够有效抑制刀具在大长径比加工时引起的剧烈振动;刀座接口采用快换接口,可以快速更换刀座;刀杆加工过程稳定,加工效率高,加工表面质量高;延长刀片使用寿命,有效降低后续成本。

图26 松德刀具大直径阻尼减振车刀杆
(展位号:E5-B215)
澳克泰工具
超耐磨的高温合金材质AP010S
澳克泰工具最新推出的AP010S硬质合金PVD涂层牌号,适合S类和M类材料的高效切削,进一步拓宽了公司在此领域的应用范围(ISO513_S01-S20,M01-M20,H05-H15)。AP010S可以广泛应用于S类难加工材料和M类不锈钢的高速平稳加工,结合适当的槽型还可进行预硬和淬硬材料的半精至精加工。配合澳克泰工具丰富的槽型系列,在S类和M类材料的中等、半精至精加工应用中,可以实现更高的耐磨性,尤其在精密加工中进一步提高尺寸的稳定性。
加工镍基、钛基高温合金推荐切削线速度30~60m/min,加工铁基高温合金推荐切削线速度30~120m/min。
高温合金材质AP010S特点:基体采用超细晶粒优质碳化钨粉末,具有优异的耐高温能力、耐磨损能力,中等的钴含量也保持了一定的抗冲击能力;涂层搭配新开发的磁控PVD涂层工艺,具有致密、表面摩擦系数低的特点;提升了刀具的抗积屑瘤、耐磨损以及抗高温氧化性的能力。
APE90-AO12玉米铣刀
APE90-AO12玉米铣刀(见图27)特点:配有分段式可换刀头玉米铣刀,高经济性;采用长悬伸大切深设计,效率高,金属去除率高;刀片正型螺旋角设计,使切削更加轻快,有效降低切削阻力;丰富的刀片圆角范围(R0.4~R4.0mm),刀尖圆角,通用性广;采用科技独特的连接方式,相比传统设计,更安全、可靠;通用性强,针对P、M、K和S类材料都可以提供良好的解决方案;产品螺钉采用Torx Plus,在加工中锁紧牢靠,防止刀片松动。

图27 澳克泰工具APE90-AO12玉米铣刀
LF断屑槽车刀片
专为低阻力切削而设计的断屑槽——大前角的设计,配上完美的锋利切削刃,让切削阻力稳定地控制在低水平区域;取消断屑点,将刀片的整个前刀面设计成容屑槽,让切屑通行无阻,进一步降低切削阻力;对槽型做全面的镜面处理,减小粘屑倾向,排屑更加通畅,再次降低切削阻力。3项降低切削阻力的设计,铸成了“削铁如泥”的LF断屑槽车刀片(见图28),让其在细长杆、薄壁件加工工况有显著的优势,在易粘屑材料加工时有提升表面质量的效果,在刚性不足的加工设备上有抗振的作用。搭配创新性的AP301M材质和自主开发的AP200U材质,其中AP301M材质采用HIPIMS涂层技术,具有高硬度、高耐磨性及光滑的涂层表面,特别适合不锈钢加工;AP200U材质具有优异的抗崩性和耐高温性能,刃口韧性好、切削效率高且加工表面质量突出,广泛应用于钢件、不锈钢和高温合金的加工。

图28 澳克泰工具LF断屑槽车刀片
(展位号:E6-A001)
北京金万众
如图29所示,北京金万众将在CCMT2024上展示众多新品,具体如下。

图29 北京金万众新品刀具
LDH系列整体硬质合金深孔钻
优良的排屑槽设计:深孔加工中优异的断屑能力,宽大排屑槽排屑通畅,避免因排屑问题导致异常断刀情况的发生。新Win涂层:兼顾耐高温、抗粘结的通用性涂层,可广泛通用于碳素钢、合金钢、不锈钢和铸铁等材料的粗加工。优良定心能力:优化的横刃结构,兼具优良的强度与定心能力,提高孔的直线度,在交叉孔中也有不俗的表现。全面抛光处理:采用全方位、最新抛光技术,不粘屑,切削阻力小。
HPR系列整体硬质合金高性能铰刀
铰刀专用涂层:较低的材料亲和性与极低的摩擦系数,可通用于碳素钢、合金钢、不锈钢和铸铁等材料的高效加工。基体材料:特殊晶粒铰刀专用合金,兼具锋利与耐磨性,适用于高速切削加工。高刚性结构:特殊的刃口与大容屑空间设计,保证切削刃强度与排屑通畅,可实现高效率加工。
SA-XPF/SA-XPF-DIN硬质合金挤压丝锥
特殊螺纹牙型;特殊切削锥样式,实现稳定加工;高性能PT涂层,膜硬度3200HV以上,耐磨性好,摩擦系数小,可广泛通用于碳素钢、合金钢及不锈钢等材料的加工;高耐磨性、高抗折损硬质合金基体。
4SDX多功能定心倒角刀
从定心到倒角、沉孔加工和V槽加工,功能多样。双刀尖样式,刀尖强度高。广泛用于各类中/长径比钻头定心。刃口锋利,对抑制振刀与毛刺的产生具有良好效果。
SDJX专用高效倒角刀
刃口特殊处理可得到优异的加工表面。高刚性多刃设计相比于传统的2刃结构,加工效率大幅提升,是批量加工的不二选择。螺旋刃结构刃口锋利,对抑制振刀与毛刺的产生具有极佳的效果,特别是在难加工材料的加工中表现优异。
(展位号:W4-B202)
雄克中国
iTENDO² easy connect智能刀柄套装
雄克iTENDO²将智能刀柄的理念提升到了新高度。iTENDO²共提供3种可选套装,让客户可以便捷地测试这项新技术。套装中均包含一个装有加速度传感器的iTENDO²刀柄,其转速高达30000r/min,外轮廓1∶1对应雄克标准刀柄,因此适用于各类加工任务,而无需花费额外调节时间。在加工时,刀柄在靠近工件的位置实时收集并提供准确、稳定的数值,用于后续进行工艺优化。在之前推出的基础版本iTENDO² pad中,刀柄可将收集的数据无线发送到随附的平板电脑,提高过程透明度。
雄克现提供两款新的增强型数字化版本,iTENDO² easy connect(见图30)支持将智能刀柄技术集成到机床,还能够通过模拟接口将测量值传输到更高级别的流程监控系统中,而作为软件扩展和第三阶段扩展的iTENDO² easy monitor版本则提供带有机床集成功能的简单流程监控选项。基础版本iTENDO² pad的用户可通过软件升级兼容新版本。

图30 雄克iTENDO² easy connect智能刀柄套装
(展位号:W4-A101)
三韩
磨制双头切断切槽刀片
三韩磨制双头切断切槽刀片(见图31)主要应用于工件的切槽和切断,优良的刀片定位槽与刀杆紧密配合,增加刀片在加工过程中的位置稳定性。此系列主要特点:较大的刃口前角和后角,减小切削阻力;精磨过的刃口会得到更好的产品表面质量;独特的排屑槽使排屑更顺畅;精磨过的刃口与涂层膜层有更高的结合力。

图31 三韩磨制双头切断切槽刀片
新款螺纹刀片
全新研发的公制、美制和英制全系列压制断屑槽可转位内外螺纹刀片(见图32)具有以下优势:全新研发独特配方的基体材料,拥有更好的通用性;牙型周边全磨保证更高的尺寸精度和工件表面质量;压制牙型新增断屑功能,尤其是内螺纹,具有出色的排屑性能,提高刀片的抗崩性,有效减少更换刀片频率,提高加工效率,降低加工成本。

图32 三韩新款螺纹刀片
走心机刀具
走心机刀具(见图33)特点:刀杆选用进口优质钢材锻打坯料,淬火硬度43~47HRC后再精加工刀片型腔,从而提高刀杆的尺寸精度和整体强度;刀片采用高强度合金毛坯,由全自动五轴周边磨床一次磨削成形,从而保障刀片G级精度,以适应走心机加工的高精密车削;对刀片刃部进行了特殊的钝化处理,提高刀片的抗冲击能力,延长使用寿命;刀片选用进口PVD涂层。

图33 三韩走心机刀具
(展位号:E5-A002)
金洲
极小径系列刀具
金洲优势产品极小径系列刀具如图34所示,其中刀径小至0.01mm的螺旋槽钻头、铣刀结构完整、性能优秀,领先的磨削、刃口处理和涂层技术使刀具寿命具有明显优势;刀径0.02mm以上适用于模具钢、不锈钢、铜、铝和树脂类软材料的切削加工,具有广泛通用性;助推电子信息、光学仪器、生物工程和航空航天等行业的升级。在精密微小零部件加工制造领域,金洲刀具又迈出了关键的一步。
极小径铣刀中,包括刃径为φ0.01~φ0.3mm的平刀和刀径为φ0.1~φ0.3mm的球刀、R刀、深沟型球刀、深沟型R刀和深沟型平刀。0.01mm极小径铣刀能在1粒米上铣出56个汉字,1根头发上铣出7个字母;φ0.2mmR0.02mm定柄两刃R立铣刀用于加工铜电极,加工表面质量高,配合专用涂层,加工寿命可达3h以上,处于行业领先水平。
极小径钻头的刃径为φ0.01~φ0.3mm,刀型包括单级钻、多级阶梯钻。0.01mm极小径钻头(仅为成人头发丝直径的1/8)是全球最细钻头,可以实现铝合金钻孔加工,寿命约30孔;0.04mm钻头可实现0.1mm厚度的304不锈钢板的钻孔加工,寿命约150孔以上。
(展位号:E6-A312)
喜威一
K26E-K27E AHI系列铸铁专用丝锥
K26E-K27E AHI系列铸铁专用丝锥(见图35)以卓越的切削性能、稳定的加工质量和较长的使用寿命,助力客户在数控加工中取得更为卓越的成就。

图35 喜威一K26E-K27E AHI系列铸铁专用丝锥
卓越的材料与丝锥形式设计:采用优质材料制造,确保卓越的耐磨性和长寿命。独特的丝锥形式设计经过精密工程制造,旨在最大限度地提高切削效率,同时降低刀具的磨损。这一创新设计使得其在铸铁等材料上的加工更为高效、精准,为数控加工提供卓越的性能支持。
先进的热处理和全新涂层技术:该系列丝锥采用欧洲先进的热处理工艺,确保硬度达到最佳水平,提高刀具的耐用性。全新的AHI涂层表面极其平滑,致密的涂层密度和高硬度能够完美应用于各种复杂的加工工况。AHI新型涂层具有耐磨和抗氧化特性,适用于各种高强度及恶劣的加工环境。
(展位号:E5-B415)
三菱综合材料
铸铁车削加工用CVD涂层硬质合金材料MC5100系列
铸铁车削加工用CVD材料MC5100系列(见图36)扩大了铸铁加工领域,高速至强断续加工等均可应对。MC5100系列将对应不同领域的铸铁车削加工材料进行了系列化。MC5105:普通铸铁高速切削领域推荐使用;硬度更高,1000m/min高速切削领域中仍可发挥出色耐磨损性。MC5115:球墨铸铁的优先推荐材料;耐冲击、出色的耐用性,可抑制切削刃的异常损伤,具有强劲的耐磨损性与耐破损性。MC5125:推荐用于球墨铸铁的强断续切削领域;耐破损,刀尖稳定性出众,发挥强劲的耐破损性。

图36 三菱铸铁车削加工用CVD材料MC5100系列
不同的制造方法可以制成不同种类的铸铁。普通铸铁产生龟裂型(崩碎型)切屑;球墨铸铁的抗拉强度大,产生带状(连续型)切屑。切屑的型态不同,对刀片造成的损伤也不相同。并且由于工件形状复杂,所以涵盖连续加工及断续、强断续加工等各种工况。
MC5100系列极大地节约加工时间,并降低换刀频率,从而减少换刀、调试等非加工时间,使加工效率大幅度提升。
通用整体硬质合金钻头TRISTAR钻头系列DVAS小径尺寸
为客户提供高效率、长寿命和高精度的新一代钻头——TRISTAR钻头系列DVAS(见图37),可加工最大50倍刀具直径的深孔,可加工φ1~φ2.9mm的小径尺寸。采用适于小直径钻头的TRI-Cooling技术,切削液流量可达到以往产品的4倍以上。排屑性、抑制切削热的性能也大幅提高。较大的冷却孔可实现刀具长寿命,油性的切削液也可顺畅流出。新XR横刃修磨以及高刚性的切削刃设计,实现低切削阻力以及出色的断屑性。

图37 三菱TRISTAR钻头系列DVAS
(展位号:W4-B001)
猜你喜欢
重型机械(2020年3期)2020-08-24
模具制造(2019年10期)2020-01-06
城市轨道交通(2019年7期)2019-08-15
汽车维修与保养(2019年3期)2019-06-19
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年3期)2017-06-23
中外玩具制造(2017年3期)2017-03-31
生活用纸(2017年2期)2017-02-22
工业设计(2016年4期)2016-05-04
工程建设与设计(2016年4期)2016-02-27
