电动叉车减速器齿轮的齿棱倒角技术
2024-04-08 03:55:10高安康赖学文陈德顺杨容谢大治
金属加工(冷加工) 2024年3期
高安康,赖学文,陈德顺,杨容,谢大治
长沙中传变速箱有限公司 湖南长沙 410000
1序言
在齿轮类零件工程图样中,对齿棱倒角的规定一般在技术条件里注明,如“齿轮齿棱倒角C0.3~C0.5”,因为齿形面与齿顶圆夹角不是90°,仅标明倒角数值无法表达清楚齿形面和齿顶圆面具体需要加工的尺寸,所以在齿轮类零件制造过程中,技术人员、检测人员和质量管理人员对齿轮齿棱倒角存在不同的理解,造成判断标准不同,检测结果不一样,甚至发生推诿扯皮现象。根据发现的问题,经过讨论,决定对齿轮齿棱倒角进行明确标注,从而保证齿轮零件的设计、加工和验收状态的一致性,提高齿轮运动和接触精度[1]。
2 齿棱倒角的定义和制造
2.1 齿棱倒角的定义
齿棱倒角是倒角的一种表达方式,是对齿轮的齿面和齿顶交接区域进行的倒角[2],为了表达清晰,齿端倒角、齿棱倒角和齿廓倒角的三维模型如图1所示。
2.2 齿棱倒角的制造
齿棱倒角的制造是齿轮生产过程中一项必要的工序,根据齿轮的模数、齿数和变位系数设计齿棱倒角,从而满足设计和使用要求。
在齿棱倒角制造过程中,主要用到的设备和方法见表1。

表1 齿棱倒角制造中的主要设备和方法
3 齿棱倒角的优点
3.1 减小齿轮工作时的异响
齿轮在转运及装配时容易发生磕碰,使齿面产生凸起,从而导致啮合不平稳而产生异响。齿棱倒角可以降低齿轮齿面对磕碰伤的敏感性,减少电动叉车减速器异响的产生。
3.2 减少啮合冲击,降低噪声值
齿轮副开始啮合时,齿轮加工制造时的变形容易使齿顶和齿根发生干涉,产生很大的冲击而导致电动叉车减速器运行时噪声大。齿棱倒角可以消除齿顶和齿根干涉,减少啮合冲击,降低电动叉车减速器运行时的噪声值。
3.3 齿轮副啮合和分离更平顺,延长齿轮工作寿命
一对齿轮副在工作时,极易出现小齿轮齿顶刮擦大齿轮齿根的现象。严重时产生划伤,有时将齿轮的齿面也划伤,使齿轮副啮合和分离不顺畅,齿轮的工作寿命变短。齿棱倒角可以使齿轮副啮合和分离更平顺[3],避免刮擦,延长齿轮工作寿命。
3.4 减少热处理时的应力集中
齿轮在热处理时,内部应力释放会产生裂纹、变形及尖角处氧化脱碳。齿棱倒角可减少热处理过程引起的淬火裂纹,能够有效地预防淬火开裂[4]。并且消除齿顶和齿廓的尖角,以防止热处理渗碳过程中轮齿尖角处氧化脱碳。
3.5 更安全、美观
齿轮上的尖角在加工、转运和装配中容易划伤操作人员。同时,齿轮上的尖角及毛刺会降低齿轮的外观整洁度。齿棱倒角可以去除尖角、毛刺,降低齿轮划伤操作人员的概率,并且提高外形的美观度。
4 齿棱倒角值的影响因素
齿棱倒角值的大小受齿轮模数、齿顶厚度及齿轮承载强度的影响。通常来讲,如果模数越小,齿顶厚度越薄及承载强度越低,那么齿棱倒角值越小,反之越大。齿顶厚度通过计算很容易获得,更能反映齿轮的真实状况。由于齿顶厚度比齿轮的承载强度对齿轮齿棱倒角值的影响更大,因此将齿顶厚度作为对齿棱倒角值的评判依据。为了更加准确地评判齿轮的齿棱倒角值,在相同模数下,对齿顶厚度又进行了细分,分为<2mm和≥2mm这两种情况,给出每种情况对应的齿棱倒角值。
5 齿棱倒角值的设计
5.1 初始的设计标准
目前业内对齿棱倒角值没有一致的标准,各个企业自行制定齿棱倒角的取值范围和有关齿棱倒角的标准。现列出长沙中传变速箱有限公司的齿棱倒角取值标准,供参考。
根据齿轮的法向模数和齿顶厚度制定齿轮齿棱倒角大小设计标准(见表2),示例如图2所示(H表示齿棱倒角后沿齿顶厚度方向的长度),齿棱倒角后的实物如图3所示。

表2 齿轮齿棱倒角大小设计标准

图2 齿轮齿棱倒角示例

图3 齿棱倒角后实物
5.2 优化后的设计标准
按照初始时设计的齿轮齿棱倒角标准实施,经过对多种型号的齿轮分析后发现,齿棱倒角值比较小,讨论后决定在原来齿棱倒角值的基础上进行优化,增大齿棱倒角,优化后的齿轮齿棱倒角大小设计标准见表3。
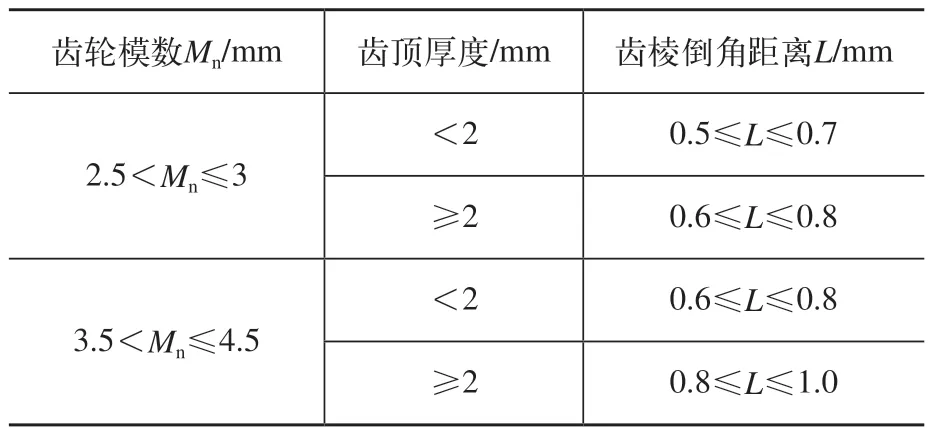
表3 齿轮齿棱倒角大小设计标准
6 结束语
齿轮齿棱倒角仅体现在图样的技术要求内容里,在齿轮制造过程中,有的企业为了减少齿轮的制造经济成本,进而忽略齿棱倒角,检验人员又未执行检测标准,对齿棱倒角的优点视而不见,很容易让未进行齿棱倒角的齿轮流入装配现场。为了在激烈的市场竞争中寻求更强的竞争力,提高齿轮的啮合精度和更好地满足使用需求,在齿轮的设计和制造中进行齿棱倒角是一项非常有效的工艺措施,尤其在电动叉车减速器齿轮制造、使用中拥有更广阔的前景。因此,应该把电动叉车减速器齿轮的齿棱倒角作为一项十分重要的要求在工程图样上明确地标注,防止制造和检验人员因为疏忽而漏掉这一关键环节。
猜你喜欢
液压与气动(2022年7期)2022-08-08 06:23:20
微特电机(2021年9期)2021-09-14 02:18:50
奥秘(创新大赛)(2020年9期)2020-10-10 11:23:28
奥秘(创新大赛)(2020年8期)2020-08-27 08:45:20
制造技术与机床(2019年6期)2019-06-25 10:17:18
中国新技术新产品(2017年15期)2017-07-07 13:52:03
中国新通信(2017年4期)2017-04-10 11:26:47
中国储运(2017年4期)2017-04-08 08:36:53
上海房地(2016年10期)2016-11-18 01:22:43
小学生导刊(低年级)(2016年2期)2016-02-24 22:32:45