高端不锈钢地铁车辆墙板修复工艺
2024-04-08 03:55:10张野张强李军
金属加工(冷加工) 2024年3期
张野,张强,李军
中车长春轨道客车股份有限公司 吉林长春 130062
1 序言
在2023年第三届“一带一路”国际合作高峰论坛期间,匈塞铁路高速动车组项目正式签约,中国高速列车首次出口欧洲。近年来,中车长春轨道客车股份有限公司在海外市场收获颇丰,产品现已出口美国、澳大利亚、以色列、哥伦比亚、巴西和阿根廷等20多个国家,累计出口车数量超过9500辆。同时公司以美国波士顿红线地铁、洛杉矶地铁和澳大利亚墨尔本地铁等海外高端不锈钢地铁车辆项目(见图1)为契机,结合数字化战略发展新机遇,深化轨道交通行业供给侧结构改革,助力推进轨道装备制造业高质量发展[1]。
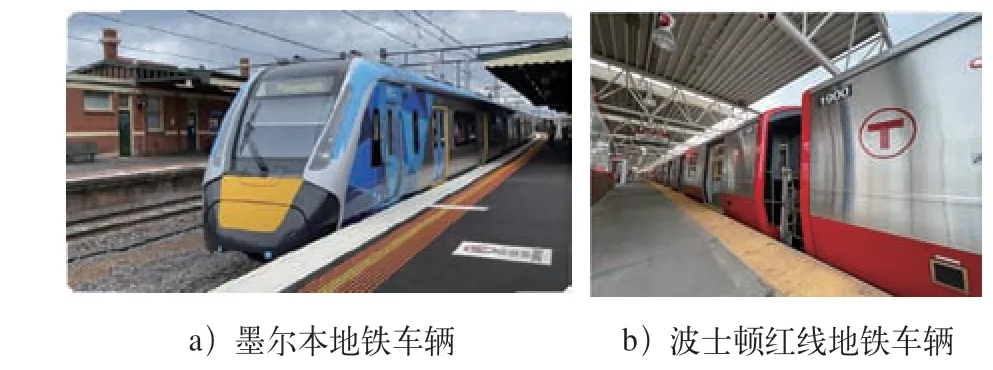
图1 高端不锈钢地铁项目车辆
在高端不锈钢地铁车辆生产过程中,墨尔本地铁车辆墙板材质为SUS301L-DLT,表面是Du(Dull finish)状态;波士顿红线地铁车辆墙板材质301LN-1/4H,表面是BG180/BG120拉丝状态。由于外观墙板不进行涂装,使车辆表面呈现金属光泽。外观质量是乘客评价车辆系统的重要指标,因此一直是用户和公司关注的焦点。在实际生产制造和车辆运行中,墙板不易出现划伤、磕碰和击穿等缺陷,但由于一旦出现缺陷后,很难通过更换新墙板解决此类问题,因此对墙板修复工艺的研究势在必行[2]。
2 缺陷实例
1)墙板表面呈Du状态,击穿、凹坑和划伤等缺陷如图2所示。

图2 墙板呈Du状态
2)墙板表面呈拉丝状态,磕碰和划伤等缺陷如图3所示。

图3 墙板表面呈拉丝状态
以上是典型的不锈钢车辆墙板的表面缺陷,产生缺陷的原因主要是操作人员操作失误、车辆吊运时吊具划伤墙板以及运输和车辆运行过程中受外力撞击等。
3 修复技术准备
3.1 环境和场地
1)温度:施工场地温度要求不得低于5℃,且不可有对流风现象。
2)照度:≥200Lux(如果照度低于200Lux,则对焊接区域增加局部照明)。
3)电源需求:220V、50Hz、16A或380V、50Hz、32A交流电源。
4)压缩空气需求:提供洁净、稳定且持续工作的压力为0.6MPa的压缩空气。
3.2 设备和工具
1)焊接修复:TIG焊机、焊枪和焊丝等。
2)用于打磨:风动角磨机、砂纸、打磨片和低温扇形磨碟等。
3)用于表面修复:拉丝布、滚筒式砂布轮、智能数控抛光机、玻璃砂和打砂枪等。
4)用于检测:测温笔、板尺等。
从屋盖结构功能出发,本工程阀厅大跨度屋盖不仅是空间上的围闭结构,也是单轨吊车及电气设备的承载结构,这就要求屋盖结构必须具备较大的竖向承载力和刚度,网架结构整体性好,内力分布均匀,结构整体刚度较大,而管桁架内力分布较为集中,相同结构高度的情况下刚度比网架要小。
5)劳保用品:有机玻璃面罩、喷砂保护面罩、防砸鞋、口罩和铆工手套等。
3.3 表面清洁
在进行表面修复前,对墙板外表面返修区域进行画线,确定返修位置,返修位置应尽可能小,满足后续打磨片打磨位置即可。
需对待处理区域进行擦脏,使用PK-1200不锈钢清洁剂予以彻底清洁,从而移除所有油漆、灰尘、研磨碎屑、焊接飞溅物或者其他异物的痕迹。使用干净、干燥的擦布和大量的水清除表面的清洁剂,清洁划伤处表面。
3.4 样件制作
在进行返修前,需按照本文要求制作返修样件,返修样件需经过相关人员评审同意后方可进行正式施工。
3.5 打磨
当墙板表面缺陷为划伤、划痕深度≤0.1m m时,用手触摸感觉不到划痕存在(见图4),可以不进行研磨。

图4 墙板表面划痕深度≤0.1mm
划痕深度为0.1~0.3mm时,用手触摸能够感觉到的划痕(见图5a),需依次使用80#、120#和320#细砂纸进行打磨。使用砂纸对深划痕进行打磨,直至用手触摸感觉不到划痕存在的状态为止(见图5b)。

图5 划痕深度为0.1~0.3mm
3.6 焊接修补
对墙板进行焊接修补主要分为以下2种情况。
1)当划痕深度超过0.3mm时,需使用TIG焊进行修复,经过WPQR(焊接工艺评定)对比和现场试验,建议焊接电流50~70A。
2)当墙板表面被点焊击穿时,需使用TIG焊对击穿焊点修补,经过WPQR(焊接工艺评定)对比和现场试验,建议焊接电流80~120A。
焊缝完全冷却后,使用60#低温扇形磨碟(见图6a)对焊缝位置进行磨平抛光。针对磨平抛光位置,需依次使用80#、120#和320#细砂纸(见图6b)对其精细打磨处理。
4 表面状态修复
经过前期准备工作后,墙板表面的损伤已经被打磨平整,表面状态还原时需根据墙板状态选择相应的方案。
4.1 表面状态为喷砂
使用100#玻璃砂对返修区域进行喷砂修复,如图7所示。喷砂修复的难点是需要在样板上进行喷砂试验,根据试验结果,调整合适的玻璃砂配比和目数、喷砂枪距离墙板的距离和流量等。喷砂时喷砂方向为沿着划痕长度方向进行[3]。
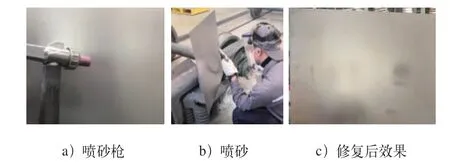
图7 喷砂修复
喷砂修复完成后,使用PK-1200不锈钢清洁剂予以彻底清洁,使用干净、干燥的擦布和大量的水清除表面的清洁剂。由图7c修复后的效果可以看出,经过此方案修复后的墙板几乎和原侧墙表面状态一致。
4.2 表面状态为拉丝
1)当划伤等缺陷经过打磨后,返修区域面积≤100cm2,可采取图8所示方法进行拉丝。手工拉丝的难点是先使用拉丝轮对返修区域进行粗拉丝,然后使用拉丝布对返修区域进行正常拉丝,拉丝布型号与墙板状态一致,拉丝方向与墙板拉丝方向一致,用力要均匀。

图8 使用拉丝轮拉丝
2)当划伤等缺陷经过打磨后,返修位置的面积>100cm2,需使用数控抛光机(见图9a)进行拉丝。用80#锆砂筒形砂纸(见图9b)对墙板表面返修区域进行处理,打磨较细氧化皮。
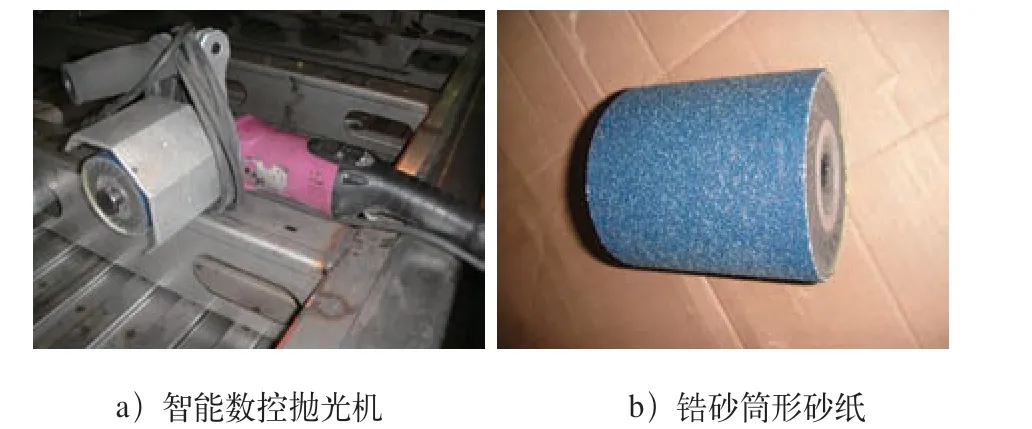
图9 拉丝打磨设备
使用80#弹性尼龙轮对返修区进行抛光细化,注意拉痕的一致性;使用与墙板状态型号相同的(120#、180#等)滚筒式纱布轮拉丝,使表面纹路一致,达到图样要求的BG120、BG180等。
3)使用设备拉丝的难点是使用拉丝轮、拉丝布或者数控抛光机拉丝时,均需要在样板上进行拉丝试验,调整到合适的参数后才可以在返修区域进行拉丝。
4)拉丝完成后,使用PK-1200不锈钢清洁剂予以彻底清洁,使用干净、干燥的擦布和大量的水清除表面的清洁剂。由图10可以看出,返修后表面拉丝状态均匀细致,与原墙板连接处无明显痕迹。

图10 拉丝返修后效果
4.3 返修时其他指导性要点
1)采用生产时的焊接方法、填充材料及焊接规范(WPS)进行手工焊补,焊接位置应尽量采用PA或PB焊接位置。如有预热要求时,焊补前应按要求进行预热,多层焊时应特别强调层间清理,焊接前应对周围非返修区域进行保护。
2)本文所述列举了不同墙板状态和不同损伤的修复方案,可根据墙板实际状态进行比对分析。
3)本文所述方案对墙板表面进行修复一般不多于两次。
5 结束语
1)当划痕深度超过0.3mm或墙板表面被点焊击穿时,需要使用TIG焊进行修复,待焊缝完全冷却后,使用低温扇形磨碟和砂纸对焊缝进行打磨处理。
2)当Du状态墙板表面出现损害时,经过工艺验证确认后,可使用喷砂方案修复。
3)当拉丝状态墙板表面出现损害时,经过工艺验证确认后,可使用拉丝方案修复。
猜你喜欢
有色金属加工(2023年5期)2023-12-05 09:10:58
造船技术(2022年2期)2022-07-19 02:12:38
钢管(2021年4期)2021-12-25 23:37:41
橡塑技术与装备(2021年18期)2021-10-11 01:48:36
电镀与涂饰(2021年12期)2021-07-17 00:59:22
光学仪器(2020年5期)2020-12-08 05:58:28
西南石油大学学报(自然科学版)(2015年5期)2015-04-16 05:12:26
中国洗涤用品工业(2015年9期)2015-02-28 19:03:05
中国洗涤用品工业(2015年9期)2015-02-28 19:03:05
发明与创新(2015年30期)2015-02-27 10:39:52