
基于普通混凝土预制构件生产线改造生产粗骨料UHPC桥面板的应用*
2024-04-07 01:29肖广生徐英喧罗玉龙张世豪
施工技术(中英文) 2024年4期
肖广生,徐英喧,罗玉龙,张世豪
(1.中交一公局集团有限公司,北京 100020;2.中交公路长大桥建设国家工程研究中心有限公司,北京 100120)
0 引言
超高性能混凝土(ultra high performance concrete,UHPC)具有超高强度、高韧性、高耐久性等优异性能。与普通混凝土结构相比,利用UHPC优异的力学性能和耐久性能,可实现混凝土结构和构件的轻量化、性能提升、耐久耐用,大幅提高混凝土结构的使用寿命[1-4]。UHPC已应用于全球1 000多座桥梁,我国约有120座桥梁使用了UHPC材料,集中于钢-UHPC组合桥面结构、全UHPC桥梁结构、桥梁加固和桥梁接缝位置等[5-6]。
目前国内UHPC预制构件制造绝大多数是新建专用生产线,通过专用搅拌站及蒸汽养护等设备完成UHPC预制构件生产[7-9],导致工厂原有的预制构件生产线设备没有得到充分利用,且UHPC工程总体用量偏低,单项工程多数在几十至数百方,新建专用搅拌站和配套生产线成本过高。因此,通过对现有普通混凝土生产线进行优化改造,使其满足UHPC生产要求,可提高设备使用率,大幅降低生产成本。采用不同设备、不同搅拌工艺,UHPC的性能差异明显,需根据生产设备实际情况调整生产工艺。现有研究表明,采用适当的生产工艺,利用常规搅拌设备可生产质量稳定的UHPC[10]。
1 工程概况
贵州德江—余庆高速公路乌江特大桥工程位于乌江中下游,正交上跨乌江,桥梁全长 1 832.58m,如图1所示。主梁采用跨径33.6m槽型钢箱梁+C150粗骨料UHPC预制桥面板连续组合双梁结构,如图2所示。预制桥面板厚0.17m,按纵桥向、横桥向分块预制,板块纵桥向长度分2.1,2.5m两种,横桥向分为4块,板块纵向长度分5.75,6.25m两种,最大吊重约78kN。根据结构尺寸及配筋区别,预制桥面板有16种类型,共652块,预制总量1 688.6m3,此桥为目前世界上跨度最大的上承式钢管混凝土拱桥。

图1 乌江特大桥
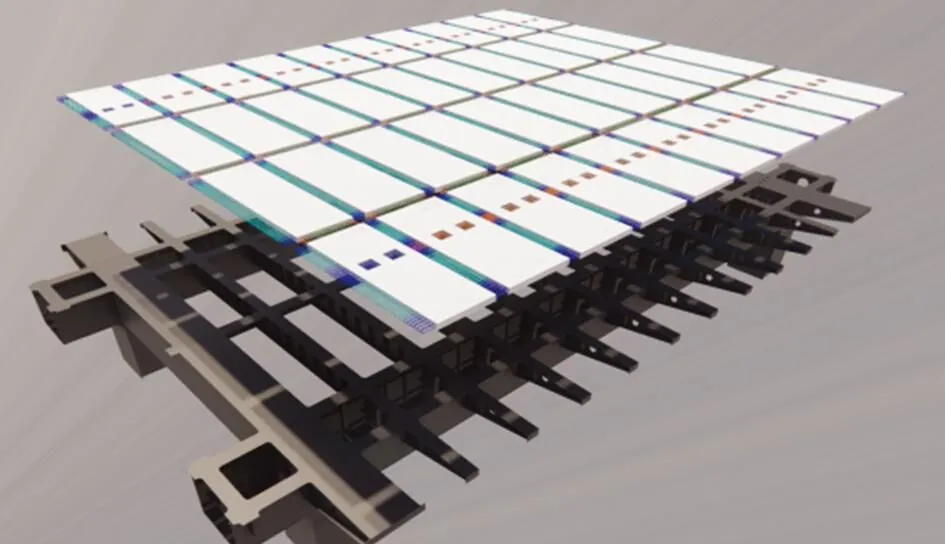
图2 乌江特大桥桥面结构
2 生产线改造方式
项目构件厂拥有双120普通混凝土搅拌站和制管机配套120普通混凝土搅拌站,直接对双120普通混凝土搅拌站改造对构件厂现有生产任务影响较大。考虑对制管机配套120普通混凝土搅拌站结合预制构件产线设备进行加装改造。
2.1 粗骨料UHPC制备工艺研究
粗骨料UHPC室内试验采用配合比如表1所示。实测坍落扩展度如图3所示,粗骨料UHPC扩展度可达到500mm左右,施工性能较好,满足设计要求,但其在基于普通混凝土预制构件生产线条件下的制备工艺及工作性能需进一步研究。因此,在改造前首先利用制管机配套120普通混凝土搅拌站及产线设备进行小方量试拌。

表1 粗骨料UHPC配合比

图3 粗骨料UHPC扩展度
制备工艺研究的主要目的是基于现有设备确定原材料投料顺序和粗骨料UHPC实际生产时的合理搅拌时间。通过研究原材料投料顺序,以提高生产效率。根据现有UHPC制备工艺的研究[11-13],确定不同制备工艺如表2所示,其中硅灰、粉煤灰微珠和钢纤维材料采用人工投料。
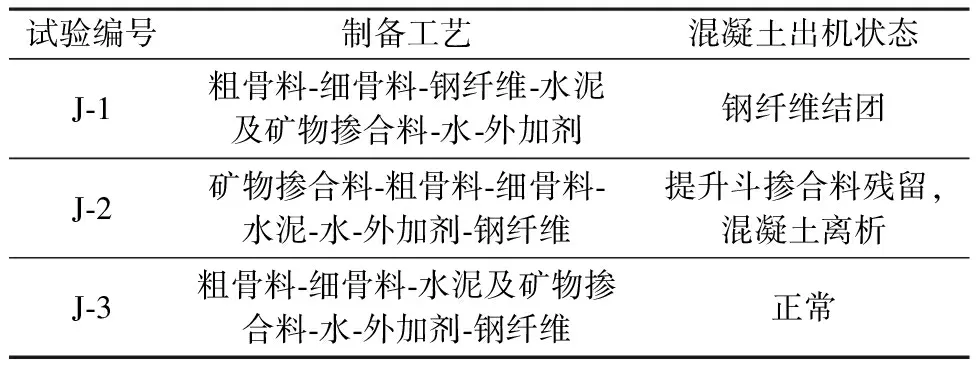
表2 粗骨料UHPC制备工艺
1)J-1工艺 搅拌站搅拌机启动后先投入粗细骨料,然后投入钢纤维干混(钢纤维和粗细骨料通过提升料斗同时投入搅拌机),随后投入水泥及矿物掺合料搅拌1min,再加水和外加剂搅拌4min后出机,进入混凝土罐车,卸料查看发现混凝土匀质性差,钢纤维结团现象严重,成型试件抗折强度小于18MPa,该搅拌工艺无法满足设计施工要求。
2)J-2工艺 搅拌站搅拌机启动后先投入粗细骨料,然后投入矿物掺合料(粗细骨料和掺合料分别使用提升料斗投入搅拌机),随后投入水和外加剂搅拌1min,一次性投入钢纤维搅拌3min后出机,进入混凝土罐车,卸料查看发现粗骨料UHPC离析,提升料斗矿物掺合料残留较多,同时粗骨料UHPC伴有钢纤维结团现象,该搅拌工艺无法满足设计施工要求。
3)J-3工艺 搅拌站搅拌机启动后先投入粗细骨料,然后投入水泥和矿物掺合料,随后投入水和外加剂搅拌1min,最后人工使用筛网缓慢投入剩余钢纤维,再搅拌3min后出机,进入混凝土罐车,卸料查看钢纤维结团现象消失,但该搅拌工艺生产效率过低,无法满足实际生产要求。
经过小方量试拌,发现现有生产线设备主要存在以下问题。
1)粗骨料UHPC原材料含有硅灰、粉煤灰微珠等矿物掺合料,与普通混凝土相比种类较多。工厂制管机搅拌站配套粉料仓仅有水泥料仓,无法满足粗骨料UHPC生产储料要求,且受搅拌站场地限制,无法通过新增立式粉罐仓的方式改造。搅拌站骨料料仓较多,考虑利用骨料料仓进行矿物掺合料供料存在以下问题:①骨料料仓精度不足,为±3%,不满足规范GB/T 31387—2015《活性粉末混凝土》中±2%的规定;②矿物掺合料密度低,比表面积大,若不进行处理,生产过程中粉尘较多,环境污染严重;③粉尘静电吸附效应强,在计量、给料过程中易堵塞管道或吸附在仓壁上,影响实际计量精度和生产效率。
2)为保证粗骨料UHPC抗折设计强度,使用φ0.22×14 端钩型钢纤维,与平直型钢纤维相比,可分散性更差。钢纤维的分散效率对UHPC的工作性能和力学性能有重要影响。若人工向搅拌站提斗直接投放钢纤维,投料效率过低,钢纤维分散效果难以控制,一旦钢纤维在投料过程中没有充分分散,会导致粗骨料UHPC出现钢纤维结团现象,严重影响混凝土均质性和抗折强度[14-15]。
3)制管机普通混凝土搅拌站与混凝土浇筑车间分离,间距约800m,混凝土单程运输需10~15min,花费时间较长,为保证粗骨料UHPC的均质性,需使用混凝土搅拌运输车进行粗骨料UHPC的运输,但混凝土搅拌运输车无法直接向布料机内卸料。
4)粗骨料UHPC预制桥面板收面后,需及时进行保湿养护,一般采取覆膜养护或蒸汽养护来保证环境湿度。新增专业覆膜整平设备受浇筑车间场地限制难以实现,成本过高。由于预制桥面板面积较大,采用人工覆膜养护的方式难以使保湿薄膜和桥面板顶面充分贴附,且UHPC桥面板在养护过程中放热量较大,薄膜和桥面板之间往往会因此产生空隙,最终导致养护结束后桥面板顶面存在一定数量的坑洼,影响顶面观感。
在充分考虑构件厂现有设备及粗骨料UHPC桥面板生产工艺要求的基础上,进行生产线改造。
2.2 混凝土搅拌站改造
1)骨料料仓外设置高精度计量设备,矿物掺合料通过大直径螺旋输料器将粉料送至仓内;骨料料仓露天部分使用彩钢板进行全包围封闭,减少粉尘污染;骨料仓及提升斗内侧贴附聚四氟乙烯板,防止粉尘大量吸附影响计量精度。骨料料仓改造前后如图4所示。

图4 骨料料仓改造
2)新增钢纤维振动投料系统,为了保证端钩型钢纤维充分分散,在内部原有双层筛网的基础上新设两层筛网,共4层,筛网孔径为5cm,间距10cm,振动频率设定为50Hz。钢纤维经振动充分分散后,通过传送带直接投入搅拌机内。通过调整传送带转速及振动强度,可将钢纤维总投料时间控制在5min内。
2.3 布料及振捣系统改造
1)在布料机旁新设1台3m3提升料斗及配套行走支架,混凝土搅拌运输车在卸料位将粗骨料UHPC卸入提升料斗后,提升料斗可先提升至预定高度,再平移至布料机振捣工位上方,将混凝土卸入布料机内,提升料斗提升至平移结束全过程耗时约60s。
2)利用生产线原3.5m3混凝土布料机,并在布料机上增设排插式振捣棒,间距20cm,振捣频率200Hz。
2.4 养护系统改造
在预养护窑内加装喷雾系统,雾化喷嘴间隔100cm,喷嘴距地面70cm。喷雾间隔15min,单次喷雾持续时间30s,可保证预养护窑内湿度大于95%。粗骨料UHPC桥面板收面完成后立即推入预养护窑内,完成桥面板的早期不覆膜养护。
3 粗骨料UHPC桥面板生产工艺及力学性能
基于改造后的生产线设备提出J-4搅拌工艺:搅拌站搅拌机启动后先投入细骨料,然后投入矿物掺合料,再投入粗骨料(粗细骨料和矿物掺合料通过提升料斗一次性投入搅拌机,提升料斗中的送料顺序为:粗骨料→矿物掺合料→细骨料),随后投入水和外加剂搅拌1min,通过钢纤维传送带投入钢纤维,钢纤维投料时间为5min,投料完成后继续搅拌1min出机,卸料查看粗骨料UHPC有无结团现象,当粗骨料 UHPC 拌合物转运至预制构件综合生产线时仍具有很好的工作性与匀质性,搅拌工艺满足设计施工要求。
输送料斗接料后将混凝土转运至布料机内,布料机内设有强制搅拌轴,布料量均匀可控。采用排插振捣与变频振动台相结合的振捣方式,排插振捣遵循快插慢拔的原则,插入深度距桥面板底面约15mm时,留振8s,拔出8s;排插振捣完成后,变频振动台分两次振捣,初次振捣频率为45Hz,振捣10s,第2次振捣频率为50Hz,继续振捣15s。浇筑过程中,辅助人员使用喷壶对构件表面混凝土进行喷洒,防止起皮。
振捣结束后使用面层抹光机收面,保证桥面板表面的平整度。收面后直接推入预养护窑保湿养护24h后起吊凿毛,最后运至堆场保湿养护30d。
留样试块与桥面板同条件养护,28d龄期时测试其力学性能,结果及性能指标如表3所示。

表3 UHPC性能指标
可见采用J-4工艺生产的粗骨料UHPC满足设计指标。通过进一步大量留样数据实测,粗骨料UHPC强度变异系数较小,力学性能稳定,在满足规范要求的同时具备较高的富裕系数[6]。
4 经济效益分析
通过对普通混凝土搅拌站及预制构件生产线改造达到了预期粗骨料UHPC预制构件生产效果,建立全新的UHPC搅拌站及配套设备需花费200万元左右,本次设备改造花费45万元,且实现了粗骨料UHPC桥面板生产自动化、机械化的要求。
5 结语
1)通过对构件厂普通混凝土制管机配套搅拌站和生产线相关设备进行技术改造,低成本、高质量地完成粗骨料UHPC预制构件的生产,取得了预期效果。本次改造案例对行业普通混凝土搅拌站改造生产UHPC有一定的示范作用,有利于UHPC在工程中的进一步推广应用。
2)桥面板同条件养护试块28d龄期实测抗压强度为183.7MPa,抗折强度为19.7MPa,弹性模量56.8GPa,满足设计指标,且具备较高的富裕系数。
3)合理的钢纤维投料顺序及投料速度是保证粗骨料UHPC匀质性的关键因素,否则易导致粗骨料UHPC出现钢纤维结团现象,影响其力学性能。
猜你喜欢
当代化工研究(2023年16期)2023-09-11
中国烟草学报(2021年4期)2021-09-26
水泵技术(2021年4期)2021-01-22
建材发展导向(2019年11期)2019-08-24
山东煤炭科技(2018年1期)2018-12-05
上海公路(2017年2期)2017-03-12
建筑材料学报(2015年3期)2015-02-28
建筑材料学报(2015年3期)2015-02-28
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10
筑路机械与施工机械化(2014年8期)2014-03-01
