
某房车用少片簧断裂原因
2024-04-02 14:17刘鹏,王磊
理化检验(物理分册) 2024年3期
刘 鹏, 王 磊
(南京依维柯汽车有限公司, 南京 211806)
在某房车用少片簧安装后的道路试验过程中,试验里程要求为5 518 km,当车辆行驶至405 km时,少片簧发生了断裂事故(见图1),断裂部位位于板簧卡箍附近。该少片簧长度为1 415 mm,材料为51CrV4钢,热处理工艺参数为:淬火温度为910 ℃,保温时间不少于30 min,油冷,回火温度为410 ℃,保温时间不少于2 h,水冷。生产工艺为,下料→矫直→变截面轧制→钻孔→卷耳→切边→包耳→压淬→回火→喷丸→装配→喷漆[1]。笔者采用一系列理化检验方法研究了房车少片簧断裂的原因,以防止类似事故再次发生。

图1 少片簧断裂现场
1 理化检验
1.1 宏观观察
少片簧断口宏观形貌如图2所示。由图2可知:断口表面比较平整,整体呈灰白色,无明显塑性变形;少片簧表面存在一个疲劳源,疲劳源占断口面积很小,呈半月状,有黄褐色锈蚀斑块;裂纹源和扩展区占断口面积比较小,表明瞬断时的负载很大,这与试验条件相符[2];扩展区贝纹线不明显,同时可见明显的“人”字形扩展形貌,呈放射状向外扩展,且尖部指向裂纹源方向[3];在远离裂纹源断口边缘可见剪切唇形貌。

图2 少片簧断口宏观形貌
1.2 化学成分分析
在少片簧断口附近取样,对试样进行化学成分分析,结果如表1所示。由表1可知:断裂少片簧的化学成分满足技术要求。

表1 断裂少片簧的化学成分分析结果 %
1.3 硬度测试
对断裂少片簧进行硬度测试,可知少片簧中心部位的硬度为49 HRC,满足技术要求(45~50 HRC)。对断裂少片簧脱碳层硬度进行测试,企业标准中规定,少片簧横向截面0.2 mm深度处的硬度应不小于2~5 mm深度处硬度的80%。断裂少片簧距离表面4 mm和0.2 mm处硬度分别为499,404 HV,其脱碳层硬度满足企业标准要求。
1.4 金相检验
在断口附近取样,将试样进行抛光、腐蚀处理,然后置于光学显微镜下观察, 结果如图3所示。由图3可知:少片簧表面未见全脱碳层,与硬度测试结果吻合;少片簧表面有裂纹源与小裂纹相连,喷丸层变形浅,说明喷丸效果不理想,且断裂源及其附近存在折叠缺陷,折叠底部存在小裂纹;少片簧表面存在异常的不规则凹坑和小裂纹,经供方排查,确认不规则凹坑为变截面轧制辊印缺陷;经淬火回火处理后,少片簧的显微组织为回火屈氏体,为正常的淬回火组织,由于其成分不均匀,心部组织呈条带状。
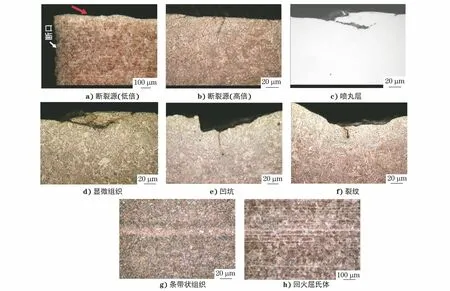
图3 断裂少片簧的金相检验结果
按照GB/T 6394—2017 《金属平均晶粒度测定方法》,对少片簧的晶粒度进行评级,结果为8级(见图4),满足技术要求。

图4 少片簧晶粒的微观形貌
1.5 扫描电镜(SEM)及能谱分析
在少片簧断裂源处取样,将试样去漆、清洗后,置于扫描电镜下观察,结果如图5所示。由图5可知:裂纹源区平坦,呈圆弧状,扩展区存在放射状条纹,这两个区域均呈沿晶和穿晶断裂特征;断口边缘剪切唇处有韧窝形貌,少片簧表面可见较多的细小裂纹。

图5 少片簧断裂源处SEM形貌
对试样进行能谱分析,结果如图6所示。由图6可知:裂纹源区不存在S、Cl等腐蚀元素。

图6 少片簧断裂源处能谱分析结果
2 综合分析
由上述理化检验结果可知,该少片簧的化学成分、硬度、晶粒度、脱碳层深度和显微组织等均符合技术要求。路试时天气晴朗,道路干燥无泥水,且少片簧断裂源处不存在腐蚀元素,因此排除应力导致断裂的可能性。少片簧发生了低周疲劳断裂,当其受交变载荷作用时,局部区域会产生多系滑移和单系滑移,表面发生塑性变形的区域不仅形成了滑移台阶,还形成了驻留滑移带缺陷,滑移带缺陷内晶体缺陷密度高度集中,从而破坏了金属晶体原子之间的结合键,最终成为裂纹源[4]。疲劳裂纹通常产生于金属零件表面,零件的疲劳寿命与表面质量有关。
由金相检验和扫描电镜分析结果可知,疲劳源及其附近存在折叠缺陷,产生了应力集中,少片簧表面形成了驻留滑移带,对原子的结合键造成破坏。折叠纹和凹坑底部存在小裂纹,在交变应力的作用下,裂纹萌生并扩展,形成较平坦的扩展区,随着裂纹的不断扩展,少片簧的横截面积不断变小,最终导致少片簧发生失稳断裂。除此之外,少片簧喷丸表面的变形不明显,说明喷丸的效果不好[5]。
3 结论及建议
在满载路试的环境下,喷丸折叠处产生应力集中,使少片簧萌生裂纹,裂纹不断扩展,最终导致少片簧断裂。
喷丸效果理想时,表面质量可以改善,使少片簧表面产生残余压应力,延长少片簧的寿命。喷丸效果不理想时,产生的残余压应力变小。建议优化少片簧表面质量,调整少片簧变截面的轧制工艺,提高其表面平整度。调整喷丸时间和强度等参数,以优化喷丸效果。
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22
宁夏电力(2022年1期)2022-04-29
煤气与热力(2021年9期)2021-11-06
贵金属(2021年1期)2021-07-26
表面技术(2021年4期)2021-05-08
山东冶金(2019年3期)2019-07-10
新技术新工艺(2016年11期)2016-12-14
锻造与冲压(2016年21期)2016-07-18
西南交通大学学报(2016年6期)2016-05-04
河北工业科技(2015年4期)2015-02-27
