
石油石化含油废水混凝气浮处理系统研究进展
2024-03-25 05:56王庆吉胡景泽孙秀梅陆浩然
工业水处理 2024年3期
王庆吉,胡景泽,孙秀梅,李 东,陈 曦,李 颖,陆浩然,4,王 列,5,魏 炜,4
(1.石油石化污染物控制与处理国家重点实验室,北京 102249; 2.中国石油集团安全环保技术研究院有限公司,北京 102249; 3.大庆油田第五采油厂,黑龙江大庆 163311; 4. 渤海装备辽河钻采装备分公司,辽宁盘锦 124080; 5. 渤海装备辽河热采机械公司,辽宁盘锦 124211)
2020 年我国原油消费总量接近7 亿t,原油需求量依然庞大。原油在生产或加工过程中会伴生大量废水,例如在原油开采过程中,采出液中水和原油的比例通常为3∶1,且随着油井的老化,水和原油比例会进一步提升〔1〕。油田采出液或炼厂进料原油通常需经过脱水预处理,因此废水呈现高含油的特性,且伴随高含量固体悬浮物、溶解盐等。根据存在形式,含油废水中的油可分为悬浮油、乳化油、分散油和溶解油,其排放到水体中会在水体表面形成油膜造成水体缺氧,从而影响水生动植物的生长,如若将其回注地层则容易对地层造成堵塞,影响注水开发效果〔2〕。针对不同赋存形态的油,常见的含油废水除油处理技术包括重力分离〔3〕、离心分离〔4〕、气浮〔5〕、混凝〔6〕、生物处理〔7〕、高级氧化〔8〕以及膜分离〔9〕等。重力分离和离心分离技术通常用于对悬浮油的去除,气浮、混凝用于对乳化油和分散油的去除,混凝、生物处理、高级氧化以及膜分离法则用于对溶解油的去除。值得注意的是,乳化油和分散油油滴尺寸较小(5~150 μm),且由于油中固有表面活性剂的存在,这些油滴在含油废水中处于亚稳态,导致油水分离极为困难〔10〕。因此针对乳化油和分散油的去除成为含油废水处理工艺中较为关键的环节,气浮和混凝技术也成为该领域的研究重点。
1 气浮、混凝原理及影响因素
1.1 气浮
气浮是通过气泡黏附含油废水中的疏水基固体颗粒或液体颗粒,形成气-液-固三相混合体系,利用该三相体系与水之间的表观密度差异,将固体颗粒与液体颗粒上浮到水表面,从而实现固液或液液分离的一种方法。以下从概率学、物质之间结合力、气泡与液滴的运动形式3 个角度分析气浮原理及其影响因素。
1)从概率学角度分析。
影响气浮除油效率的关键在于气泡与油滴的聚结概率(P),其可通过碰撞概率(Pc)、附着概率(Pa)以及分离概率(Pd)进行描述,具体见式(1)〔11〕。
其中,Pc可依据式(2)进行计算。
式中:d0——油滴直径,m;
db——气泡直径,m;
A、n——随雷诺系数(Re)变化的参数。
由式(2)可知,Pc由系统的流体动力学决定,其受油滴大小、气泡大小和液体流场的影响。油滴直径越大,气泡直径越小,则碰撞概率越大。
Pa可依据式(3)进行计算〔12〕。
式中:vb——气泡的上升速率,m/s;
ti——诱导时间,s。
由式(3)可知,Pa主要由气泡上升速率、诱导时间决定。当气泡上升速率、诱导时间越小,Pa越大,即附着概率越大。
除了通过附着概率判定气泡能否与油滴附着之外,通过气泡与油滴之间的界面能也能判定气泡能否与油滴附着。附着过程中,界面能可依据式(4)计算。
式中: ΔW——气泡与油滴之间的界面能,J/m2;
γw-g——气泡与水的界面张力,N/m;
θ——气泡与油滴接触角,(°)。
根据能量最低原理,体系保持稳定需趋于最低界面能,因此,θ越大,即油滴疏水性越强,气泡与油滴越容易附着〔13〕。
Pd可依据式(5)进行计算。
式中:γ——液体的表面张力,N/m;
ε——机械能的耗散速率,J/s;
ρ0——油密度,kg/m3。
由式(5)可知,气泡的直径越大,油滴与气泡解吸的可能性就越高〔14〕,因此气泡直径越小越不易解吸。
2)从物质之间结合力的角度分析。
根据经典DLVO 理论〔式(6)、式(7)〕,胶体体系稳定性由范德华力和双电层力共同控制,但在气泡存在时,必须考虑气泡与油滴的黏附力〔15-16〕。大部分情况下气泡与颗粒之间的范德华力和双电层力是排斥的〔17〕,因此增强黏附力以克服排斥力的作用将在气泡与油滴的黏附过程中发挥着关键作用。油滴与气泡在发生碰撞时若要发生黏附,油滴和气泡之间的液膜需变薄并破裂,形成全包封的气泡液滴聚集体〔18〕,此时产生气泡和油滴的结合力最强,除油效果最佳。
式中:V——气泡与油滴之间的总相互作用力,N;
VVDW——范德华力,N;
VEDL——双电层作用力,N;
VHB——气泡与油滴的黏附作用力,N;
S——疏水力常数,J;
D——疏水力的衰减长度,m;
h——油滴和气泡之间的液膜厚度,m。
3)从气泡与液滴的运动形式角度分析。
在假定气泡、液滴或气泡液滴聚集体呈球形时,液滴、小气泡在液体中的相对运动可采用式(8)所示的Stokes 定律方程进行直观描述。
式中:u∞——气泡/液滴上升速度,m/s;
g——重力加速度,m/s2;
dp——气泡/液滴直径,m;
ρl——液体密度,kg/m3;
ρp——气泡/液滴密度,kg/m3;
μl——液体黏度,Pa·s。
基于Stokes 定律方程,气泡直径越小,气泡上升速率则越慢,结合碰撞概率公式,气浮除油效率就越高〔19〕。
综合以上3 类理论,增加气泡与油滴的接触时间、增大油滴直径、减小气泡直径、减少油滴与气泡之间的液膜厚度均可以有效提升气泡与油滴的碰撞概率和附着能力,从而提高除油效率。
1.2 混凝
混凝是通过某种方法使废水中的胶体粒子和微小悬浮颗粒聚集的过程,包含凝聚和絮凝两个阶段。凝聚是指胶体脱稳并生成微小聚集体的过程,絮凝是指脱稳的胶体或微小悬浮颗粒聚结变大的过程。混凝机理主要包含压缩双电层、吸附电中和、吸附架桥作用和沉淀物网捕〔20〕。其中压缩双电层和吸附电中和机理基于扩散双层模型和DLVO 理论:分散在水体中的胶体颗粒大多带负电,胶体颗粒之间的静电排斥使系统具有稳定性,当金属盐混凝剂加入水中时,金属盐可以迅速水解形成各种阳离子,使介质中的离子强度和扩散双层中的反离子浓度增加,甚至扩散到胶体的致密双电层中,从而导致胶体颗粒电荷减少,Zeta 电位降低,使胶体颗粒之间碰撞频率更高,发生聚集〔21〕。吸附架桥是基于高分子物质与胶粒之间的相互吸附作用,通过静电引力、范德华力和化学键的作用,使聚合物活性位点与不稳定的胶体颗粒连接来发挥吸附桥接作用,在此过程中胶体颗粒凝聚变大成为絮凝体,而实质上胶体颗粒之间并不直接接触〔22〕。沉淀物网捕是基于金属盐混凝剂在水中形成的氢氧化物沉淀物絮凝体,这些氢氧化物沉淀物絮凝体具有巨大的网状表面结构和一定的静电黏附能力,在沉淀物形成过程中,胶体颗粒可被这些沉淀物网捕〔23〕。
混凝除油效率的主要影响因素包含混凝剂用量、pH、温度和废水中油的初始浓度。混凝剂用量过低时,无法破坏胶体颗粒的稳定性,混凝剂过量时,Zeta 电位增加,悬浮颗粒会再次重新稳定〔24〕。离子型混凝剂对pH 有较强的依赖性,不同pH 可通过影响胶体颗粒表面电性、离子电荷密度以及水解聚合反应直接影响混凝效果和作用机制〔25〕;非离子聚合物絮凝剂因其独特的分子结构和电荷特性受pH影响较低〔26〕。当温度提升时,有利于无机盐混凝剂水解反应的进行和聚合物絮凝剂溶解度、分散性能的提升,此外,胶体颗粒的布朗运动也会增强从而增加碰撞概率,同时水体黏度降低,且胶体水合作用减弱,这均有利于絮体形成,但温度过高时容易引发絮体脱稳〔27〕。在油质量浓度达到5 000 mg/L 及以上时,混凝往往达不到理想的除油效率〔28〕,因此混凝更适用于处理油质量浓度低于5 000 mg/L 的含油废水。
混凝过程通常旨在改变胶态分散体系和溶质的性质。含油废水经混凝处理后,Zeta 电位降低,疏水性改变,更容易实现胶体颗粒之间的碰撞连接从而形成较大直径的油滴或胶体颗粒〔29〕,进而有利于气浮过程中气泡与油滴或胶体颗粒的碰撞和附着,提高除油效率。
2 混凝气浮系统的研究现状
混凝气浮一般是指在气浮过程前或气浮过程中加入混凝剂,以提升气浮除油效率。其反应装置依托气浮系统,而气浮系统主要由气泡发生系统和气浮分离系统组成。气泡发生系统可通过外流场作用、加压溶气或电解等方式产生微气泡减小气泡直径,提升气泡密度,从而增强除油效率。通过改进气浮分离系统的结构可改变流体水力特性,同时结合混凝剂的投加增大絮体粒径,进而增强气泡与油滴/絮体的碰撞概率,提升处理性能。
2.1 气泡发生系统
2.1.1 外流场作用产生气泡
外流场作用通常需借助高速机械搅拌器或空气喷射器,通过机械或液压的方式将气体诱导引入水中形成气泡,产生的气泡直径通常大于100 μm。目前叶轮诱导和喷射诱导为主要的气泡生成方式。
叶轮诱导气浮设备是20 世纪90 年代前后国外采用最多的浮选设备,其作用原理是借助叶轮高速旋转时在固定盖板下产生负压,进而从进气管中吸入空气,空气与循环水流被叶轮充分搅拌成为细小的气泡甩出导向叶片,经过整流板消能后气泡垂直上升用于浮选〔30〕。图1 给出了典型的叶轮气浮装置结构(美国Wemco 公司),该装置中,叶轮机是核心部件,叶轮结构、气浮槽的几何尺寸、环形微孔板的微孔数目和微孔直径以及浮选剂共同决定了设备的气浮除油性能〔31〕。叶轮气浮具有安全可靠、适应性强和引入气量大等优点。20 世纪80 年代中后期,我国石油石化行业陆续从美国引进叶轮气浮装置用于含油污水处理,但单机使用除油率仅为50%左右,需使用进口浮选剂以达到更高的除油效率,而进口药剂成本过高,因此国内一些油田尝试采用无机凝聚剂和有机絮凝剂代替进口浮选剂,但多数处理效果不理想〔32〕。叶轮气浮典型缺点为气泡直径较大,停留时间短,容易造成气泡对絮体颗粒黏附力差,且紊流状态下絮粒翻滚致使油水难以实现完全分离〔33〕,因此许多学者通过调节叶轮直径、叶片形状和角度等优化停留时间并增强气泡对絮体颗粒的黏附力,结果表明,气泡停留时间会随叶轮直径与罐体直径比值的增加而增加,圆盘状叶轮有助于增强气泡黏附力〔34〕。同时研究人员也致力于开发浮选剂来提升气泡对油滴或絮粒的附着能力,减小紊流状态下油水分离的难度,例如开发的阳离子型聚合物浮选剂,由于其阳离子基团能增强药剂对双电层的压缩能力,从而利于形成带气絮体〔35〕。也有少数研究发现,通过叶轮自引气式气液混合设备产生微气泡,同时投加聚铝(20 mg/L)和聚丙烯酰胺(1.6 mg/L)混凝剂时,除油效果与现场应用的压力溶气气浮工艺相比水平相当,表现出设备结构简单、能耗低、停留时间短和占地面积小的优势,但因水量波动需注意絮凝剂投加量〔36〕。
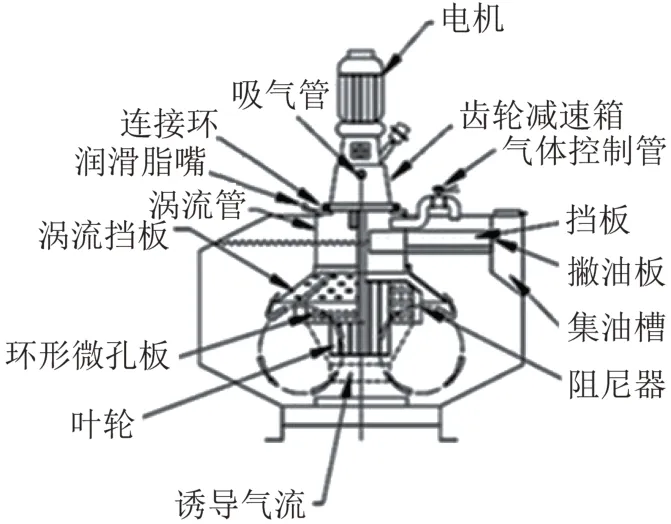
图1 叶轮诱导气浮装置Fig.1 Impeller induced air flotation device
喷射诱导浮选设备最早出现于20 世纪70 年代,其作用原理是利用加压水流经喷射器喷射形成负压吸入气体,气体与高速水流相互掺混、剪切形成微小气泡从而进行浮选。初期的喷射诱导气浮装置如图2(a)所示,其与叶轮诱导气浮装置的池体结构基本相似,均为方锥形结构,气泡由池底产生,两侧设置撇油板和集油槽,不同之处在于利用喷射器代替叶轮机改变了气体的引入方式。高效喷射器是喷射诱导浮选设备的核心部件,其结构决定了产生气泡的大小、浓度和稳定性。通过优化喷嘴进出水口角度或引入涡流场可以进一步减小气泡尺寸〔图2(b)〕,如C. LEE 等〔37〕发现,在流速低于260 L/min 时,气泡直径随进出口角度增加而减少。华北油田设计院设计了一种喷射诱导气浮装置,罐体采用标准卧式圆筒形,由4 级气浮室和出水室组成,现场应用除油率85%,悬浮物去除率76%〔38〕。喷射诱导气浮的优点在于动力设备少、结构简单,可实现全封闭运行,但在实际运行过程中,存在停留时间短、喷射器易堵塞、化学药剂投加量大等问题〔39〕。
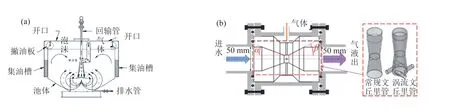
图2 喷射诱导气浮装置(a)和改进喷射器(b)Fig.2 Nozzle induced air flotation device(a) and improved ejector(b)
2.1.2 溶气气浮
溶气气浮技术预先通过高压将空气溶解到水体中并达到饱和,当压力骤然降低后溶解的气体以微气泡的形式产生,气泡直径通常在10~100 μm 之间〔40〕。因其对气泡与水体的接触时间可控,被广泛认为除油效率高于诱导气浮。
溶气气浮装置主要由溶气罐和溶气释放器组成,产生气泡的大小和数量取决于施加的压差〔41〕。通过增设隔套、填料或挡板等方式,可以增大溶气罐内紊流程度,避免溶气罐内短流现象的发生,同时增加气水接触面积,进而提升溶气量。根据气水混合方式的不同,可将溶气罐分为直流式、纵隔板式、套管式、横隔板式、填充式、花板式、水射式、翻腾式、喷淋式和涡流式,其中以填充填料的溶气罐溶气效率最高,相较于无填料的非填充式溶气罐可提升溶气效率约30%〔42〕。溶气释放器对生成气泡的尺寸同样至关重要,其孔隙大小、溶气水折流次数以及释放器放置倾角直接影响生成气泡的大小。目前应用较为广泛的是TS 型溶气释放器和TJ 型溶气释放器〔43〕。适当增大溶气释放器的出口直径有利于形成数量密集、大小均匀、气浮停留时间久的高质量微气泡,从而在气浮净水过程中获得更好的净水效率〔44〕,但在实际使用中存在弹簧部件损坏率高、易堵塞等问题。丁国栋等〔45〕采用弧形分流槽加芯体的设计,使水流撞击芯体上端的反射孔产生一次消能,而后由分流槽分流,在空化效应作用下形成整体旋流;相较于传统物理激发器,弧形分流槽增加了水流湍流强度和压力损失,不仅避免了堵塞问题,同时实现了溶气释放器低饱和度溶解气的高效释放,可直接用于低饱和度溶解气原水(如油田采出水)的快速释气。魏小林等〔46〕依据微分消能释气原理,结合收缩、撞击、挤压和涡流理论,研制了一种高效溶气释放器避免了气泡合并效应,从而获得物理性能优异的微气泡。
另外根据加压溶气与废水的比例,可将传统加压溶气气浮工艺分为全流程加压溶气气浮、部分加压溶气气浮和部分回流加压溶气气浮3 种传统工艺。3 种工艺在装置设计上基本相同,不同之处在于加压溶气与废水的比例。其中全流程加压溶气气浮与部分加压溶气气浮表现出溶气量大、气浮池体积小的特点,但药剂的投加在溶气释放过程前端,易造成溶气释放器堵塞,且气浮池中絮体易被打碎,影响气浮效果。相较于前两者,部分回流加压溶气气浮利用气浮后出水制备溶气水,气泡微细均匀、密度大,加压水量小,能耗更低〔47〕,逐渐成为应用较为广泛的溶气气浮工艺。
2.1.3 电气浮
电气浮是利用外加电场的作用,使水体通过电解产生微气泡进行浮选。电极表面可形成氢气、氧气或氯气微气泡,气泡直径在20~60 μm 之间〔48〕。电气浮不仅能利用微小气泡去除悬浮物和油滴,还能通过电化学反应产生次氯酸等氧化剂氧化溶解性有机污染物〔49〕。此外,若阳极采用铁阳极或铝阳极时,可溶性金属离子会优先发生水解聚合作用,产生多核羟基络合物及氢氧化物作为絮凝剂,对废水中悬浮物及油类进行混凝处理〔50〕,从而强化气浮效果。
电解池/电凝聚池是电气浮系统产生微气泡的主要场所,且电导率、电流密度和阴极孔径是影响气泡大小的重要因素〔51〕,同时电极网格的布置也影响进料水和气泡之间的均匀混合程度〔52〕。目前,关于电气浮的研究多处于实验室研究阶段,且以电凝聚气浮研究较为广泛。电凝聚气浮电解槽中电极的连接方式以单极并联/串联或双极串联为主〔53〕。单级并联时,电流被均分在极板之间,与单级串联相比,其产生电位差较低,且单级串联内部电极不与外部电源相连接,可降低阳极消耗和阴极钝化的速度〔54〕。双极串联的内部电极电流通过溶液相互传导,可通过调节电极板厚度和极板间距优化电解性能〔55〕。目前电凝聚气浮电解槽外形以卧式长方体为主,电解槽中极板以板式电极和管式电极为主。相较于板式电极,管式电极设备体积小、投资成本少,同时通过圆柱形电解槽的设计,可以提升流体的传质从而高效分离悬浮物,并可连续运行,易实现自动化控制〔56〕。目前电气浮存在处理能力较低、电极成本较高等问题〔57〕,限制了其工程应用。
2.2 气浮分离系统
2.2.1 溶气气浮池
气浮池常规结构一般由混凝室、气泡接触室、分离室3 部分组成,在混凝室内通过混凝反应絮体体积被增大,气泡接触室内进行微气泡黏附和捕集絮体颗粒的过程,分离室内絮体颗粒与水进行分离。对于气浮池的改造多集中于溶气气浮池〔58-59〕,起初为增加气泡与絮体颗粒/油滴的碰撞附着概率,研究人员采用尽量增加池深的措施以增加气泡停留时间,因此设备占地面积较大,近年来,混凝与气浮的耦合逐渐成为热点,部分研究采用在分离区前面增加一个混凝区来改进气浮池结构,通过在该混凝区投加絮凝剂从而使油滴聚结并形成大絮凝体以利于浮选〔60-61〕。
根据水流方向一般可将传统气浮池构型分为平流式气浮池和竖流式气浮池,相应的平流式气浮装置和竖流式气浮装置示意见图3。

图3 平流式气浮装置(a)和竖流式气浮装置(b)示意Fig.3 Schematic diagrams of horizontal flow air flotation device(a) and vertical flow air flotation device(b)
如图3(a)所示,平流式气浮池中进料水在反应池与混凝剂发生反应后,水流从底部进入气浮接触室,如此可延长絮体与气泡的接触时间,缩减池体设计深度;气泡主要在气浮接触区底部发生聚并,且聚并程度随气泡上升高度增加而逐渐减弱,接触区水力呈现出下部湍流和上部类平推流的特性,分离区水力呈现出上部层流和下部类平推流的特性〔62〕。图3(b)所示的竖流式气浮池的基本工艺参数与平流式气浮池相同,不同之处在于接触室位置设置于池体中央,可使水流向四周扩散,形成良好的水力条件,适用于处理含有可沉淀物质较多的废水。
2.2.2 涡凹气浮池
涡凹气浮是基于涡凹曝气器引入气体产生微气泡的方式进行浮选。由于涡凹曝气器中叶轮剪切力的作用易使絮体颗粒破碎,因此絮凝剂往往不与进料水体同时加入,需在池体进水口上方单独设置絮凝剂投加点〔63〕。典型的涡凹气浮装置如图4 所示〔64〕,其显著优势在于设备简单,但叶轮引发的水体湍流容易影响絮体的稳定,且产生气泡尺寸较大,对于絮体含量少的水体处理效果相对较差,适用于重度污染废水的一级气浮处理。例如延长石油永坪炼油厂在污水乳化情况逐年加重、悬浮物含量逐年增加的情况下,溶气气浮装置易发生溶气释放器堵塞等问题,采用涡凹气浮池作为一级气浮装置,协同高效混凝剂的投加,可保障溶气气浮装置正常运行,提高污水处理性能〔65〕。

图4 涡凹气浮装置Fig.4 Concave air flotation device
2.2.3 浅层气浮池
基于浅池理论,在气浮分离系统内增设斜板,可以将有效水深减小至400~500 mm,同时流体在斜板之间可以保持层流状态,絮体粒子接触到斜板后沿斜板沉降至底部或浮到斜板顶部,此时斜板表面水体流速几乎为零,不会阻碍絮体粒子的流动,絮体颗粒在斜板上浮的过程中可进行二次絮凝,从而实现良好的固液分离效果〔66-67〕。国内某油田采用斜板溶气气浮法处理油田采出水,当回流比为30%时,油和固体悬浮物的去除率分别可达到94.8% 和94.2%,出水水质优于无斜板溶气气浮,值得注意的是合适的斜板间距有助于保持斜板间层流状态〔68〕。胜利油田某污水处理联合站采用斜板溶气气浮进行现场污水处理试验,处理后出水含油10.3 mg/L,含悬浮物9.6 mg/L,有效减少了药剂投加量,现场试验效果良好〔69〕。值得注意的是斜板材质的选择极为重要,玻璃钢材质的波纹斜板易老化脱落,影响装置运行效果〔70〕。
气浮池池体多数采用矩形气浮池体,设备固定而水体运动,容易引起扰动。图5(a)〔66〕所示为典型的浅层气浮池结构,其通过同时旋转进水配水管和出水集水管,且出水流速与进水流速保持相同,可使池体内水体保持相对静态,不受进水和出水的动态干扰。同时辅助增设斜板,每相邻两块锥形板组成一个倾斜的环行气浮区域,该区域内水流保持层流状态,可加快絮体颗粒/油滴与微气泡的上浮速度。相较于传统气浮装置,浅层气浮装置尽可能地克服了运动水体引起的湍流和干扰,使池内水体保持“静止状态”,有利于微气泡和絮粒黏附,使得水中的颗粒以近似静态上浮或沉降,净化程度高〔71〕。中石化天津分公司炼油部利用如图5(b)所示的高效浅层气浮装置处理高浓度炼油废水,悬浮物和石油类的去除率分别达到67%和71%,同时COD 去除率达到39%。但浅层气浮池也有一定的不足,其在实际运行中溶气罐内液位高度、絮凝剂投加量以及前端除油设备运行状态对除油效率影响较大,且高效浅层气浮设备的转动设备较多,增加了设备检修和维修的概率〔72〕。

图5 典型浅层气浮装置(a)和高效浅层气浮装置(b)Fig.5 Typical shallow air flotation device (a) and efficient shallow air flotation device(b)
2.2.4 旋流气浮池
基于离心分离原理,旋流气浮池将离心力场与气浮分离过程耦合,离心力场会促使絮体颗粒/油滴和气泡沿径向方向向力场中心做定向运动,相较于涡流气浮,气泡与絮体颗粒/油滴具有惯性,可摆脱流线束缚的影响,从而形成较为有序的碰撞和附着过程,强化絮体颗粒/油滴与水体的分离过程〔73〕。按照离心力场的强弱,可将旋流气浮装置分为高强度离心力场气浮装置和低强度离心力场气浮装置。
高强度离心力场气浮装置以充气水力旋流器为代表。典型的充气水力旋流器结构是由静态水力旋流管改进而来。充气水力旋流器的外形为圆柱形,由进料段、浮选段和底流段组成。进水从装置顶部切向泵入,借助压力形成水力旋流,空气通过多孔管输入内腔,在水力流场的剪切力下形成气泡,絮体颗粒/油滴与气泡发生黏附,在离心力场作用下向中心移动,上浮至顶部从溢流口排出。高强度离心力场气浮的特点是停留时间短、离心力场强、装置体积小,但压降较大,湍流、涡流、强剪切作用可能导致乳化油的形成,且水力旋流器只能通过多台并联的方式来适应较大的处理量〔59〕。通过对充气水力旋流器进料口、溢流管内径和多孔管的优化,在某炼油污水处理厂开展现场中试实验,除油率达74.7%〔74〕。改变充气式水力旋流器的气体引入方式,采用溶气泵进行溶气气浮,除油率可提升10%~50%,且加压溶气前后水力旋流器进料口流量与进料口底流口压降关系没有明显变化〔75〕。
低强度离心力场气浮装置又称紧凑型气浮装置,其克服了充气水力旋流气压降较大和流场产生强剪切作用的缺点,使旋流分离的作用相对降低,气浮作用相对上升〔59〕。低强度离心力场气浮装置占地面积小、处理能力大、分离效率高、不易堵塞、易于维护,可根据不同处理量放大设备。国外针对紧凑型旋流气浮组合装置的研究已取得较大进展,所开发出的代表性产品见图6〔76〕。总体来看,国外紧凑型气浮装置多采取立式圆柱形容器结构,通过诱导或溶气等方式产生微气泡,借助导向组件或旋转组件实现进料旋流,辅以聚结填料、混凝剂或多级处理以提升除油效率。国内对于紧凑型气浮装置的研究也取得较大进展。蔡小垒等〔77〕自主研制的BIPCFU-Ⅲ型旋流气浮一体化处理机,以紧凑型气浮罐为核心装置,通过微气泡发生器注入细微气泡,结合气液混合泵回流实现在紧凑型气浮罐内进行一次旋流分离和两次气浮分离,从而提升除油效率;秦皇岛32-6 油田的现场连续运行试验证明了该装置即使在不加药剂条件下,平均除油率也可达到98.7%,且除油性能稳定。实际生产中,国内关于紧凑型装置的应用主要集中于海上油田。蒋孟生等〔78〕调研了南海东部海域12 座海上油田平台关于国内外紧凑型气浮装置的应用情况,其中国产紧凑型气浮装置除油率可达50%以上,但与国外紧凑型气浮装置对比,除油效率及处理性能还存在一定差距。

图6 国外紧凑型气浮装置Fig.6 Foreign compact air flotation devices
3 多功能耦合及一体化集成技术
传统的油气田采出水处理工艺为沉降—除油—过滤—回注,随着油气开采技术的更迭,采出水聚合物的存在加大了油水分离难度,需进一步结合生化或高级氧化法去除有机聚合物。随着油气田采出水水质的复杂性不断提升,气浮处理装置也由单一处理工艺向多工艺组合方向转变。为强化多功能协同、缩短工艺流程、减少投资成本及占地面积,多工艺耦合一体化装置相继被开发,成为油田污水处理的发展趋势。
3.1 氧化气浮一体化装置
氧化气浮一体化装置的核心在于将气浮系统中产生气泡的气体替换为臭氧,利用臭氧的强氧化性快速降解含油废水中的有机聚合物,起到破乳和降黏的作用,从而强化气浮除油效率。邱煜凯等〔79〕设计了一种臭氧气浮一体化装置,该装置利用臭氧发生器产生臭氧,采用溶气罐制备加压溶气,在一个反应器内同时实现臭氧氧化、混凝、溶气气浮固液分离和杀菌等多个反应过程,不仅有效改善了气浮工艺的处理效果,也提高了臭氧利用率。另外为进一步提高臭氧利用率,可通过设置两级臭氧氧化区实现尾气中臭氧的再次氧化利用〔80〕。
3.2 气浮生物床一体化装置
将多级生化反应器与气浮装置进行串联而开发的气浮生物床一体化装置,可结合不同微生物的群体协同作用实现对含油废水中高分子有机聚合物的去除。王坚等〔81〕针对大庆油田某气井采出水,通过实验室小试研究,确定了混凝+气浮+粗过滤+水解酸化浮动床生物膜反应器+移动床生物膜反应器+曝气生物滤池的组合工艺一体化处理装置,该装置对油和固体悬浮物的去除率可分别达到98%和85%,同时对COD、氨氮以及硫化物均具有良好的去除效果。
3.3 混凝气浮一体化装置
混凝气浮一体化装置是基于流态调整和微气泡耦合的高效处理技术,其通过强化复合功能性药剂体系在涡流场中的破胶与聚结分离效率而实现集氧化、破胶、絮凝、气浮和分离等多种功能于一体。该装置可从提升多流态碰撞聚结效率、加大微气泡黏附作用、采用浅池斜板聚结分离等多个方面进行结构优化设计和一体化创新集成。反应器设计将以旋流反应区、涡流反应区和分离区为主体,进料水体沿切向进入反应器的旋流反应区,细小絮体与微气泡可在旋流絮凝反应区初步接触,形成较大粒径絮体,同时通过旋流反应区内的离心力作用,密度大的絮体颗粒将沿周向移动并沿反应器内壁向下运动至涡流反应区,密度小的絮体颗粒将从反应器中间向上运动至涡流反应区。涡流反应区可进一步促进絮体颗粒与微气泡的絮凝反应,形成密实且不易破碎的絮体,以实现絮体与水的快速分离。
4 结论与展望
随着油气开采技术的深入应用,采出水的成分越来越复杂,呈现油含量高、悬浮物含量高和乳化稳定性强的特性。乳化油、分散油及轻质悬浮物的去除是含油废水处理工艺中的重要环节。延长气泡与油滴的接触时间、增大油滴直径、减小气泡直径和提高微细气泡浓度可以有效提升气泡与油滴的碰撞概率和附着效率,从而提高除油效率。其中混凝过程可通过改变絮体颗粒疏水性,使得胶体颗粒之间更容易碰撞连接形成较大直径的油滴或胶体颗粒,而通过外流场作用、加压溶气或电解等方式产生微气泡可减小气泡直径、提升气泡密度,这均有助于提升气浮性能。此外基于传统气浮池的结构,通过分离混凝区和气浮区,增设斜板、涡凹或水流导向组件等可改变流体水力特性,实现除油效率的提升。
随着水质复杂化,混凝气浮处理装置应依据不同污水水质特征进行特殊功能以及精细化、多元化设计,强化与药剂的协同作用和强化多功能协同作用。基于流态调整和微气泡耦合,由单一处理工艺转向多种处理工艺组合开发一体化装置,将氧化、破胶、絮凝和气浮分离等多功能融于一体,可实现含油废水的高效处理。另外,结合目前“节能减排”和“双碳”的战略目标,气浮装置的供能方式以及对于所产生挥发性有机物(VOC)的处置方法也将是未来的研究方向,耦合VOC 收集-掺混燃烧装置,回收热能并用于伴热污水处理工艺,可助力实现“节能减排”;开发“绿电”供能或针对电解气浮研发制氢协同装置将有效助力实现石油石化企业“双碳目标”。
猜你喜欢
小主人报(2022年18期)2022-11-17
实验技术与管理(2020年7期)2020-09-29
化工管理(2015年14期)2015-12-21
石油化工高等学校学报(2015年5期)2015-11-24
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
燃气涡轮试验与研究(2015年6期)2015-10-28
哈尔滨工业大学学报(2015年2期)2015-09-21
化工管理(2014年9期)2014-12-11
深圳信息职业技术学院学报(2014年3期)2014-04-21
黑龙江科技大学学报(2012年3期)2012-11-08
