高速线材Φ20.0 mm 规格盘条开发
2024-03-25 03:27林欢
现代制造技术与装备 2024年1期
林 欢
(广西钢铁集团有限公司,防城港 545000)
广西钢铁热轧总厂高速线材生产线设计年产能60 万t,产品设计规格为Φ5.5 ~16 mm 光圆盘条,生产钢种主要有热轧带肋钢筋、冷墩钢和硬线等,生产线设计轧制的最大规格为Φ16 mm,Φ20 mm 规格超出了产线设计能力,在国内同类型机组中缺少多模块轧机轧制大规格产品的规范和技术借鉴。自2022 年开发冷镦钢、硬线钢以来,产品规格局限于生产线设计。在与终端客户深度对接中充分了解其产品使用情况及差异化需求,提出进一步拓展冷镦钢、硬线的产品规格,开发Φ20 mm 规格,实现Φ5.5 ~20.0 mm规格全覆盖的要求。为此,组织技术骨干成立大规格盘条开发团队,积极与客户进行技术对接,从轧制、吐丝、集卷等关键工序入手,实现Φ20 mm 规格线材盘条的成功开发与批量轧制[1-2]。
1 开发重难点分析
由于Φ20 mm 规格超出生产线设计能力,属于超生产线极限规格,需要突破目前的产线技术难关,从轧制、吐丝、集卷、打包等关键工序入手分析其存在的问题。
1.1 孔型、导卫共用问题
轧制过程中,孔型、导卫装置在线材生产中占据重要位置,是生产能否顺利进行的关键。因此,导卫设计必须与相应的孔型相匹配,而且还要考虑经济性与共用性,最好能够与其他规格实现共用,减少备件储备量。
1.2 K2 孔型机架咬入问题
轧制Φ20 mm 规格共使用18 个机架,要求预精轧机组、17#和18#机组、精轧机全部空过。16 架出口到27 架入口共167 m 长,在如此长的距离而且全部空过的状态下进行轧制,顺利咬入K2 孔型机架是急需解决的问题。
1.3 轧件传送问题
在精轧机全部空过的情况下,中途全都是空过导槽和恢复段导槽,没有夹送辊夹持,水箱水冷开启后阻力增加。若完全依靠轧件动力,在轧线空过导管、水箱水冷导槽、恢复段导槽等全线通道任何一个地方出现卡阻,均会造成轧件不能顺利送入下一个轧机。
1.4 轧件不能顺利吐丝
大规格线材盘条工艺控制的最大难题就是吐丝圈型控制问题,由于轧件本身自重较大,需要消耗很多能量才能完成吐丝。
1.5 工艺参数控制问题
要轧制出尺寸精度高、表面质量好、符合标准要求的产品,设置合理的工艺控制参数也非常重要。
2 开发过程及采取措施
针对Φ20 mm 规格开发过程中存在的问题,要从孔型设计、导卫设计、轧制通道以及轧制工艺方面进行全面排查[3]。
2.1 孔型设计
结合目前规格系列产品的料型尺寸、减径机的减速比、飞剪剪切能力等,在现有轧制温度允许范围下进行核算,各架次轧制力及电机能力均可满足轧制要求,未超负载能力。查询孔型系统图可知,Φ16 mm规格16#架次出口料型设计为Φ25 mm 圆钢,3#飞剪最大剪切能力达到Φ25 mm 圆钢标准,可以采用当前1#~16#架次在用孔型,因此仅需设计为K1、K2 孔型。可以确定,Φ20 mm 圆钢采用的轧机孔型系统为粗轧1#~6#、中轧7#~12#、预精轧13#~16#、17#~18#空过、精轧机19#~26#空过、减径机27#~28#共28 个机架。
由于减径机27#、28#采取单独传动,有两套减速比,可以满足大、小规格范围内的规格切换。通过减速比来控制机架间的微张力,27#机架减速比为0.376,28#机架减速比为0.438。Φ20 mm 成品孔截面积为314 mm2,27#机架的截面积为490.625 mm²,按K2 为15.8 mm孔型高度设计,其宽度为35 mm。目前,孔型配辊图辊环槽边距为22 mm,辊环厚度为72 mm,孔型只能开一槽,造成资源浪费,解决办法是辊环厚度采用44 mm,开单槽,以实现辊环资源利用的最大化。K1孔型和K2 孔型设计分别如图1、图2 所示。
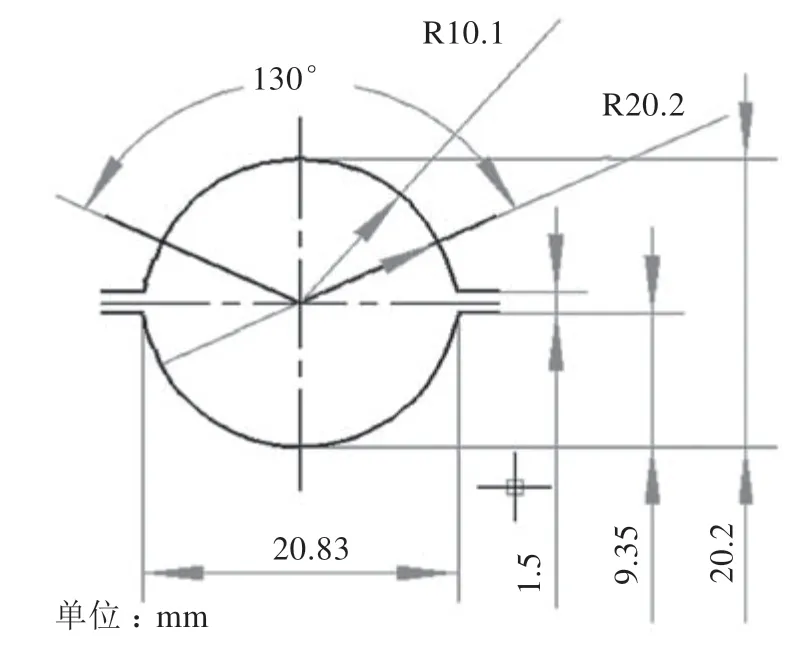
图1 K1 孔型
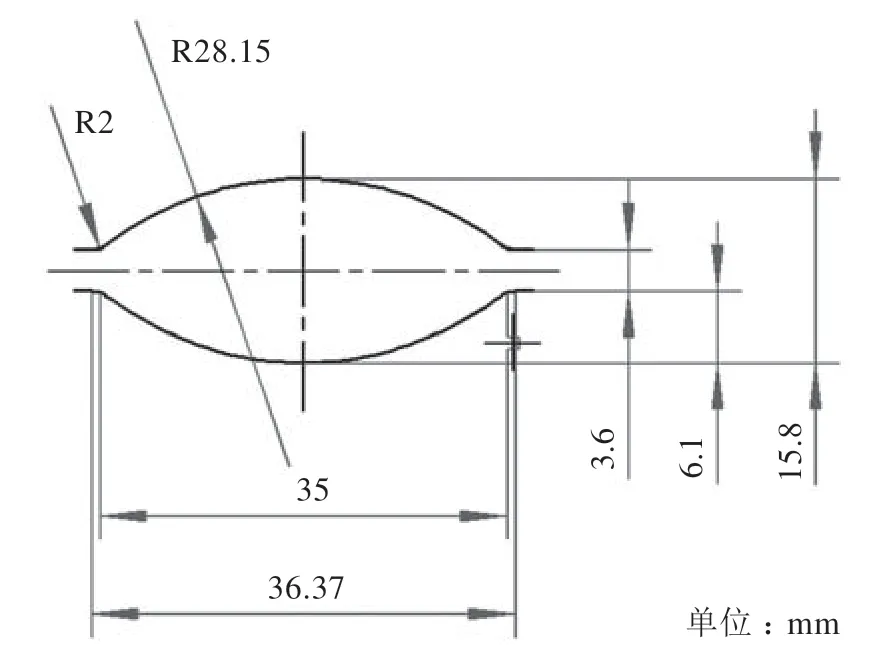
图2 K2 孔型
2.2 导卫设计
由于1#~16#料型和现有生产Φ16 mm 规格的1#~16#轧机料型相同,可采用相同的导卫尺寸,不需要另行设计,无须调整导位开口度就可以满足要求。由于预精轧17#与18#空过,来料为Φ20 mm 圆钢,可采用Φ30 mm 模块轧机空过管。导卫尺寸具体配置如表1 所示。
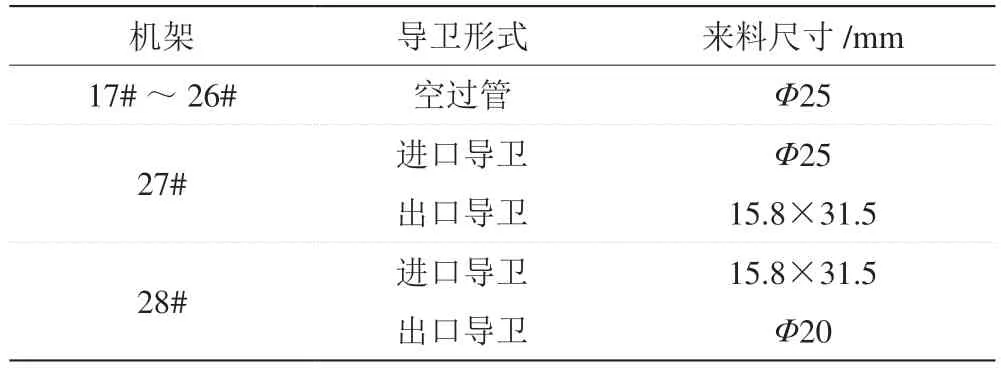
表1 导卫尺寸
2.3 轧制通道导管
由于16#机架出口料型为Φ25 mm 圆钢,精轧至减径采用Φ32 mm 的双面导槽。K1 孔型机架轧后采用Φ35 mm 内腔的导槽进行试制,吐丝管直径采用34 mm。轧制通道需要确认的关键点包括1#~7#水箱(喷嘴、空过管、气封)、精轧至减径双面导槽、减径堆钢导槽、3#夹送辊进出口导管和吐丝机进口引管。
2.4 轧制通道对中度调整
在轧制前,需要检查确认轧制通道的对中度,使用直径为32 mm 的样棒逐一对中所有空过导管、水箱导槽和恢复段导槽,要求水平对中度在0.2 mm以内。
2.5 轧制工艺参数控制
预调节27#、28#机架的孔型、工作辊径系数以及延伸系数等(见表2),对减径机组低速挡位进行核对。在保证电机能力的情况下,尽可能采取最大的轧制速度,设定成品速度为15 m·s-1。考虑轧件吐丝圈型问题,吐丝机采用尾部升速功能,超前系数按允许的最大超前率1.1%设置。吐丝机前夹送辊采用夹尾模式,尾部采用升速功能,抛钢前超前系数设定为1.1%,抛钢后超前系数设定为1.2%,夹持压强为0.3 MPa,转矩限幅30%[4-5]。考虑到第一次轧制极限规格,产品尺寸精度按照《热轧圆盘条尺寸、外形、重量及允许偏差》(GB/T 14981—2009)中的A 级精度进行控制。

表2 27#、28#机架工艺参数
3 试制过程存在问题及措施
3.1 试制过程
第一次试轧时使用的坯料断面为165 mm×165 mm×11 700 mm,钢种为ML08Al,试轧产品尺寸见表3,达到《热轧圆盘条尺寸、外形、重量及允许偏差》(GB/T 14981—2009)中的B 级精度控制要求,尺寸精度控制良好。
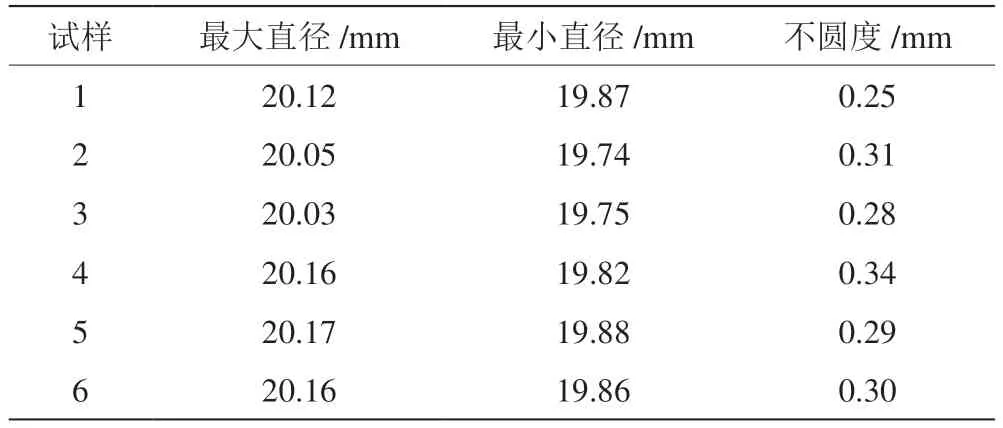
表3 试轧产品尺寸
3.2 存在的问题与解决措施
由于第一次轧制极限规格,在整个试轧过程中存在一些问题。首先,吐丝不稳定,加工到最后小圈难以集卷。对于圈型质量问题,主要与吐丝管磨损、吐丝张力、吐丝温度和夹送辊的夹持压力控制等因素有关。大规格盘条试制中出现的圈型问题,是由于盘条脱离减径机后自身质量较大,需要吐丝机前夹送辊、吐丝机尾部升速到足够大才能顺利完成吐丝动作。将吐丝机超前率设定的1.10%调整为1.04%,吐丝机前夹送辊抛钢前超前系数由1.1%调整为1.7%,抛钢后超前系数由1.2%调整为2.5%,经过调整盘条尾部能够顺利集卷。其次,成品表面划伤问题。由于吐丝机前夹送辊出口弯管采用导管结构,轧件在下弯过程中与接触料摩擦加大,极易产生划伤,后期计划改为分体式带滚动导辊结构形式。最后,成品打包错层问题。由于采用尺寸为165 mm×165 mm×11 700 mm 的坯料,集卷盘条在C 型钩打包后长度超过2 m,错层严重。调整托盘下降速度,优先在集卷筒内接钢后手工下降,这种方式只能缓解错层,不能根治,计划减少坯料长度,由11 700 mm 改为10 500 mm 再进行试验跟踪。
4 结语
经过不断实践,解决了高速线材生产线Φ20 mm规格线材盘条吐丝尾部小圈、尺寸精度波动大、轧件难咬入的问题,产品能够满足客户需求,同时摸索出生产大规格盘条的成功经验。但是,对于成品表面划伤、成品错层的控制仍需改进提高,以满足不同钢种的生产需求。
猜你喜欢
汽车实用技术(2023年4期)2023-03-02
山东冶金(2022年4期)2022-09-14
昆钢科技(2022年1期)2022-04-19
钢管(2020年5期)2020-12-22
汽车实用技术(2020年11期)2020-10-21
汽车零部件(2019年3期)2019-04-10
装备制造技术(2018年4期)2018-06-25
上海金属(2015年4期)2015-11-29
新疆钢铁(2015年3期)2015-11-08
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11