磨煤机拉杆磨损及快速更换研究
2024-03-25 03:27任艳红
现代制造技术与装备 2024年1期
任艳红
(山西工程职业学院,太原 030032)
ZGM95G 型中速辊式磨煤机适用于碾磨烟煤、无烟煤、褐煤、贫瘦煤等多种煤种,其效率高、电耗低、寿命长、安全可靠、操作简单、检修方便,广泛适用于电力、冶金、建材、化工等行业的煤粉制备[1-2]。
1 磨煤机拉杆概述
磨煤机主要工作部分碾磨装置由转动的磨环和3 个沿磨环滚动的相对固定且可自转的磨辊组成。3 个磨辊安装在三角压架上,压架又通过3 根拉杆与外部液压油缸连接,起到减振作用。在磨煤机工作过程中,碾磨力由液压加载系统产生,通过拉杆加载装置将荷载施加在压架的3 个角上,带动磨辊工作。碾磨力依次传导到磨环、磨辊、压架、拉杆、传动盘以及液压油缸上,最后通过台板传至基础。
拉杆分为上、下两段,上拉杆通过球面调心轴承与压架连接,经拉杆密封由机壳引出,通过连接卡套与下拉杆以螺纹结构连接,下拉杆再与加载油缸连为一体。由于上拉杆很短,主要起到连接作用,在磨煤机运行过程中一般不易受损坏,易受损坏的通常为下拉杆,下文所指的拉杆均为下拉杆部分。拉杆从机壳穿出处有拉杆密封装置,能够保证煤粉不外泄,同时拉杆又可以自由地上下移动。磨煤机的每根拉杆均为直径为110 mm、长度为3 240 mm 的实心圆柱钢,其上端部螺纹尺寸为M100×150,下端部螺纹尺寸为M100×100,每根拉杆质量约240 kg,如图1 所示。在工作过程中,拉杆承受的静负荷为236 kN,动负荷为95 kN,当量负荷为475 kN。

图1 磨煤机拉杆结构
2 拉杆磨损情况及更换过程存在问题
为供应高炉等用煤设备,磨煤机基本无多余停机时间,有些企业的磨煤机甚至处于不间断运行状态,直至设备出现故障彻底停机后才进行维修。由于长时间的超负荷运行以及维护保养不及时,加之拉杆上端部复杂负荷的共同作用,在高频运动摩擦状态下,拉杆与压架上部连接部位极易发生磨损,靠近螺纹连接部位的拉杆杆身部分与周边钢结构接触部位也易发生异常磨损,可能出现拉杆螺纹部分断裂或螺纹周边区域断裂的现象。经调研,通常在更换新拉杆后运行半年左右就会出现较严重的磨损现象。
在拉杆更换过程中,企业一般需要在拉杆上临时焊接两个吊耳,采用桥式起重机将拉杆吊起悬空进行安装,起吊上升的同时要进行旋转,以对中拉杆端部螺纹,更换过程比较困难,通常需要半天甚至一天时间。拉杆频繁更换以及更换过程费时费力,严重制约了煤粉制备生产进度。
3 拉杆快速更换实用工装的设计应用
3.1 设计思路
拉杆在更换组装过程中需要按照“支撑顶起→旋转拉杆→对准螺杆部分→旋入压架内”的步骤进行。常规的桥式起重机起吊、借助人力实现螺纹对中等方法难以实现拉杆准确定位和定向,不能实现快速更换,因此设计一种拉杆快速更换工装非常有必要。
实现拉杆准确定位和定向,需从定位和驱动两方面统筹考虑。组装工装需要在磨煤机的拉杆组装位置下端定点放置。为了实现位置固定,工装配置了支撑座;为了实现拉杆的顶起上升,工装配置了液压千斤顶;为了实现拉杆在顶升到位后能够自由转动,对中并旋入拉杆上端压架的内螺纹结构,工装配置了电动机、推力球轴承及拉杆夹紧装置,电动机提供拉杆旋转的动力,借助轴承的轴向支承作用和夹紧装置的抱紧作用,共同实现拉杆边旋转边上升的动作,从而使拉杆的上端外螺纹顺利旋入压架的内螺纹部分[3]。
3.2 结构设计
3.2.1 定位装置
定位装置用于在组装过程中准确定位拉杆,组成零部件包括底板、支撑座、放置槽、转轴、转盘、推力球轴承、支撑杆、夹杆以及摩擦垫等。底板能够实现工装的安装定位,装有液压千斤顶。支撑座底部与千斤顶顶部固定连接,顶部开设有放置槽,用于放置待安装的拉杆。推力球轴承安装在放置槽的底部,其下部座圈与放置槽接触,上部轴圈与拉杆底部接触。支撑座的内壁连有转轴,转轴上固定有转盘,能够实现拉杆在组装过程中的灵活转动。转盘上固定多个支撑杆,支撑杆上连接有夹杆。夹杆截面为L 形,底部和顶部均为球头结构,在组装过程中其顶部球头直接与拉杆接触,起固定拉杆的作用。夹杆上装有扭簧,扭簧的两端连接支撑杆和夹杆,在拉杆组装时能够牵引夹杆实现夹紧功能。夹杆的顶部球头装有摩擦垫,用于减少抱紧拉杆时球头自身的磨损。
3.2.2 驱动装置
驱动装置用于支撑拉杆上升的同时驱动拉杆转动,组成零部件包括液压千斤顶、电机、蜗轮、蜗杆等。液压千斤顶能够实现拉杆的举升。电机固定安装在支撑座的侧面,输出轴与支撑座内部安装的蜗杆固定连接,向外输出动力。蜗轮固定安装在转轴上,通过与蜗杆啮合传递电机的动力,并实现减速作用,方便在拉杆组装过程中缓慢匀速将拉杆上部螺纹平稳旋入磨煤机的压架内螺纹孔。
磨煤机拉杆快速更换工装结构,如图2 所示。
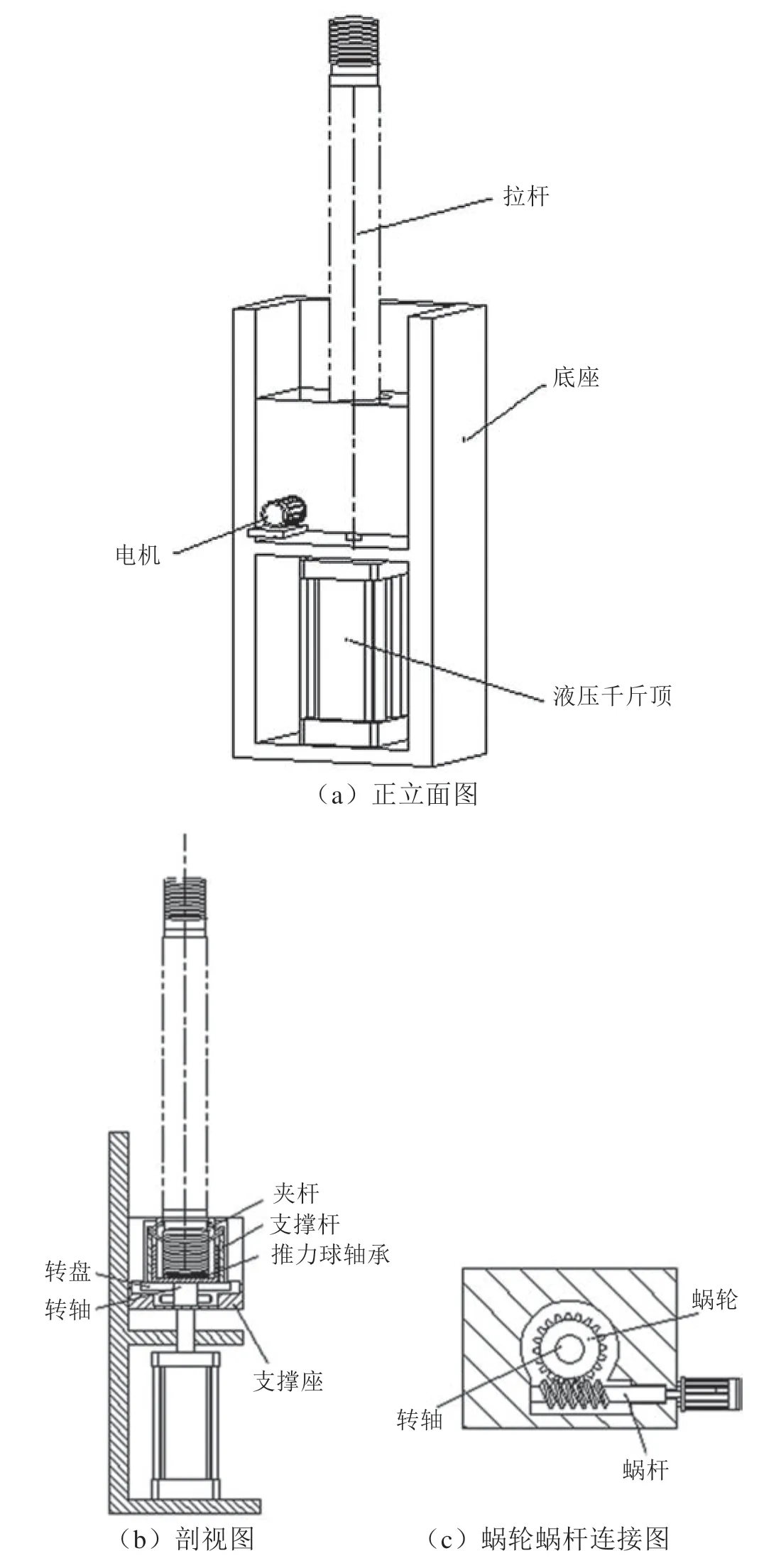
图2 磨煤机拉杆更换工装结构
3.3 应用过程
在拉杆更换前,先将拉杆上部M100×150 螺纹端朝上,下部M100×100 螺纹端朝下竖直放入组装工装的放置槽内。拉杆底部端面与推力球轴承的轴圈直接接触,下部螺纹与夹杆下部球头接触。为了防止夹杆球头损伤螺纹,可以垫一层薄铜皮作防护。夹杆下部球头在受到拉杆的挤压后会转动并压缩扭簧,使得夹杆顶部球头转动靠近拉杆,实现拉杆的自动定心,保证拉杆上升过程中,始终与磨煤机的压架孔相对正,且不会发生倾斜,实现顺利旋入[4-5]。在拉杆更换过程中,启动液压千斤顶和电机后,液压千斤顶驱动支撑座上升。靠近磨煤机压架底部时,电机会带动蜗杆转动,蜗杆驱动蜗轮转动的同时实现减速,蜗轮再带动转轴和转盘转动,进而带动拉杆旋转。由于拉杆下端面与推力球轴承的轴圈接触,杆部由夹杆的静摩擦力带动,能够轻松带动拉杆转动,使得拉杆顶部外螺纹与磨煤机压架上的内螺纹自动连接,极大地方便了拉杆的安装,节省了时间和人力,提高了磨煤机拉杆的更换维修效率。
4 解决拉杆磨损情况的根本措施
4.1 定期检修和保养
拉杆作为磨煤机的主要承力和传力装置,不属于易损件,其磨损属于非正常的使用磨损。磨煤机使用企业应重视设备使用和日常维护,严格执行设备维护和使用说明书中的规定及要求,定期对磨煤机进行检修和维护保养,及时检查和清理拉杆密封装置,并注意检查拉杆在运行过程中是否与其他钢结构有异常接触现象,从而延长拉杆的使用寿命[6-7]。
在正常生产运行中,企业必须为磨煤机的日常点检、定期维护、专项检修等维保工作创造必要的条件,决不允许磨煤机连续数千小时不停磨、不检查、不间断运行。设备操作人员和设备维修人员必须经过专项培训,经考核合格后方可上岗。在设备检修和维修过程中,必须使用符合设备设计要求的替换零部件。
4.2 改进拉杆连接密封部位
为避免拉杆上部螺纹端异常磨损和拉杆频繁更换导致的设备停机维修问题,煤粉生产企业应对拉杆密封装置进行结构优化和改进,如优化密封装置结构或材料、优化上下拉杆的连接方案设计或采取其他连接方式替换螺纹连接结构等,尽量从根本上杜绝拉杆磨损故障导致的停机问题。
4.3 联系厂家解决拉杆设计缺陷
通过走访调研其他磨煤机使用企业,证实磨煤机的拉杆上部螺纹端磨损并非小概率事件,类似型号的磨煤机在正常使用过程中,大多存在拉杆上部螺纹端易磨损、更换后的新拉杆达不到正常使用寿命、拉杆更换过程复杂维修时间长以及拉杆更换成本高等问题,严重制约了各煤粉生产企业的正常生产进度[8-10]。为此,建议磨煤机应用企业及时将拉杆故障信息反馈给磨煤机生产制造厂家,争取从磨煤机结构设计和生产制造源头上彻底解决拉杆异常磨损现象,改进优化拉杆结构或拉杆连接密封装置。
5 结语
针对ZGM95G 型中速辊式磨煤机的拉杆磨损问题和如何在维修过程中快速更换拉杆,磨煤机使用企业除了考虑实现拉杆快速更换,设计专用工具或工装以解决拉杆更换困难的问题外,还应寻求解决拉杆产生异常磨损的根本原因。一方面,企业要尽量保证磨煤机的合理正常使用,并严格定期维护和保养;另一方面,要考虑改进和优化拉杆结构或拉杆连接密封装置,并联系磨煤机制造厂家从设备的设计和制造源头上优化磨煤机的拉杆连接部位结构,彻底解决磨煤机拉杆的磨损问题,保证设备在应用过程中能正常运行。
猜你喜欢
青少年科技博览(中学版)(2023年1期)2023-03-17
湖北电力(2022年6期)2022-03-27
锻压装备与制造技术(2021年3期)2021-08-13
计量学报(2020年7期)2020-08-07
汽车实用技术(2019年7期)2019-04-18
铁道机车车辆(2016年3期)2016-10-25
广西电力(2016年4期)2016-07-10
电气化铁道(2016年2期)2016-05-17
哈尔滨师范大学自然科学学报(2014年5期)2014-10-24
振动、测试与诊断(2014年4期)2014-03-01