刚果(金)某铜钴矿酸浸试验研究
2024-03-19 02:02:34王桂楼田全宝
湖南有色金属 2024年1期
郑 伟,兰 川,王桂楼,田全宝,李 旭
(北方矿业有限责任公司,北京 100053)
赞比亚-刚果(金)铜钴矿带是世界上第三大铜钴带[1],其中衍生矿钴资源,也占据世界首位,接近世界总量的70%左右。随着动力电池对钴金属需求量的增加,国内钴资源相对稀少,均需要从海外进口大量金属钴,因此,对铜钴矿的研究有着积极重要意义。
随着刚果(金)高品位氧化矿开采量减少,低品位矿也得到了相应的开发和利用。针对低品位难处理的铜钴矿,处理工艺主要有焙烧-浸出法[2],浮选-浸出法等。浮选-浸出法主要处理一些品位较低氧化矿和难选氧化矿。氧化铜钴矿湿法浸出主要是酸浸[3-6]。此次研究采用搅拌浸出,分析不同矿浆液固比、终点pH值、反应时间、反应温度、还原剂亚硫酸钠用量等因素对硫酸还原浸出铜钴矿浆过程浸出率的影响。
1 试验部分
1.1 试验原料
试验原料为刚果(金)某低品位铜钴矿氧化矿,矿石密度2.66 g/cm3,矿石中铜矿主要以孔雀石、硅孔雀石、微量黄铜矿、斑铜矿和自然铜。钴矿物主要是水钴矿,少量硫铜钴矿。化学成分和主要化学物相分析见表1和表2。

表1 原矿矿石化学组成 %

表2 主要化学物相分析 %
由表1和表2可见,该铜钴矿主要以氧化矿为主。
1.2 试验器材
数显恒速搅拌器、1 000 mL量筒、10 mL量筒、2 000 mL烧杯、500 mL烧杯、玻璃棒、抽滤瓶、电子天平、pH计、移液管、样瓶若干、烘箱、滤纸、浓硫酸(98%)、雷磁氧化还原电位计、pH试纸等。
1.3 试验原理
浸出工艺是在铜钴精矿矿浆中加入硫酸,从而使矿石中的铜、钴等有价金属溶解硫酸中,是整个湿法冶金工艺得以实现的基础。生产上一般采用硫酸浸出,添加还原剂一般采用SO2、Na2SO3等。添加还原剂的目的是将三价钴还原成二价钴,从而将钴浸出,提高金属钴的浸出率。
氧化铜钴矿加硫酸浸出的主要原理如式(1)、式(2)[7]:
实际生产中常采用SO2,大部分厂区都相应地配建有硫酸厂,生产硫酸的同时提供SO2。实验室中一般采用亚硫酸钠,原理如式(3)~式(5)[8]:
2 结果与讨论
2.1 矿浆液固比对铜钴浸出率的影响
取矿样500 g,磨矿至产品粒度为-0.074 mm占70%,温度为50℃,控制终点pH值为1.7,反应时间4 h。还原剂用量亚硫酸钠为金属钴理论值的1.5倍,调节矿浆液固比分别为2∶1、3∶1、4∶1和5∶1,考察液固比对铜钴浸出率的影响。结果如图1所示。

图1 液固比对铜钴浸出率的影响
由图1可以看出,浸出矿浆的液固比越高,金属铜、钴的浸出效率越高。溶液液固比越高,溶液中溶质越少,搅拌更充分,浸出反应更完全。考虑到实际工业生产情况,液固比取4∶1。
2.2 终点pH对铜钴浸出率的影响
取矿样500 g,调节矿浆液固比4∶1,磨矿至产品粒度-0.074 mm占70%,温度为50℃,反应时间4 h,还原剂亚硫酸钠用量为金属钴的1.5倍,考察终点pH对铜钴浸出率的影响。结果如图2所示。

图2 终点pH对铜钴浸出率的影响
由图2可知,铜、钴浸出率都随着pH的增加而降低,当终点pH在由1.51增大到1.7时,铜的浸出率由95.59% 降低到95.57%,钴的浸出率由82.64%降低到82.57%,整个浸出率变化不大,但酸耗由57.04 kg/t降至55.53 kg/t。当pH增大到2.0时,浸出率明显降低,铜浸出率仅为93.1%,钴浸出率仅为77.2%。矿石酸耗随着pH的增大而降低,为保证铜、钴较高的浸出率,同时降低矿石酸耗,浸出终点pH选定为1.7。
2.3 磨矿细度对铜钴浸出率的影响
取矿样500 g,温度为50℃,控制终点pH值为1.7,反应时间4 h。还原剂用量亚硫酸钠为金属钴理论值的1.5倍,调节矿浆液固比分别为4∶1,考察磨矿细度对铜钴浸出率的影响。结果如图3所示。
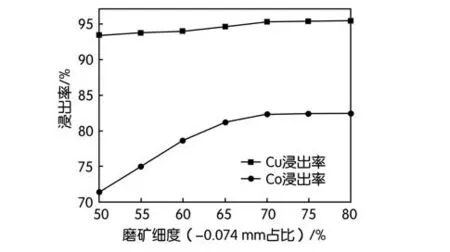
图3 磨矿细度占比对铜钴浸出率的影响
由图3可以看出,磨矿细度对钴的浸出率影响较大,对铜浸出率影响较小。产品粒度-0.074 mm占比由50%增加到70%时,铜浸出率由94.1%增加到95.42%,钴的浸出率由72.32%增加到82.28%。当产品粒度占比由70%增加到80%时,铜、钴浸出率升幅较小,趋于平稳。因此,综合考虑物料消耗等方面因素,磨矿细度-0.074 mm 占比70%左右为宜。
2.4 反应时间对铜钴浸出率的影响
取矿样500 g,调节矿浆液固比4∶1,磨矿至产品粒度为-0.074 mm占70%,温度为50℃,控制终点pH为1.7。还原剂亚硫酸钠用量为金属钴的1.5倍,考察反应时间对铜钴浸出率的影响。结果如图4所示。

图4 反应时间对铜钴浸出率的影响
由图4可见,铜浸出速度较快,0.5 h浸出率到90%。反应时间对钴的浸出率影响较大。钴随着反应时间的延长,浸出率逐渐升高。为保证钴的浸出率,反应时间取4 h为宜。
2.5 反应温度对铜钴浸出率的影响
取矿样500 g,调节矿浆液固比4∶1,磨矿至产品粒度为-0.074 mm占70%,还原剂亚硫酸钠用量为金属钴的1.5倍,控制终点pH值为1.7,温度采用恒温水浴,调节不同温度梯度,考察温度对铜钴浸出率的影响。结果如图5所示。

图5 温度对铜钴浸出率的影响
由图5可见,铜的浸出率受温度变化影响较小,钴的浸出率随着温度的升高而升高。一般矿企相对应建有硫酸厂,可利用蒸气提高浸出矿浆反应温度,经济节能环保。实际生产过程中,铜钴矿石的加酸浸出过程添加浓硫酸自然放热以及太阳能,矿浆温度可保持在40~50℃,满足钴浸出率要求。
2.6 还原剂用量对铜钴浸出率的影响
取矿样500 g,调节矿浆液固比4∶1,磨矿至产品粒度为-0.074 mm占70%,温度为50℃,控制终点pH值为1.7,考察还原剂用量对铜钴浸出率的影响。结果如图6所示。

图6 Na2SO3用量对铜钴浸出率的影响
由图6可见,还原剂用量对铜的浸出率影响较小。金属钴的浸出率随着还原剂的用量逐渐增加。在实际工业生产中,还原剂Na2SO3用量建议在金属钴理论1.5倍。
2.7 综合条件试验验证
综合上述条件试验结果,取矿石500 g,调配矿浆液固比4∶1,反应时间4h,浸出温度为50℃,终点pH值1.7左右,矿石粒度-0.074 mm占比70%,还原剂亚硫酸钠用量为金属钴的1.5倍,试验结果见表3。

表3 综合试验条件结果 %
由表3可见,在综合条件下,铜的平均浸出率为95.61%,钴的平均浸出率为82.39%,浸出效果理想。
3 结论
1.刚果(金)该铜钴矿中铜钴主要以氧化物形态存在。
2.矿石粒度、浸出温度、浸出时间、矿浆浓度、还原剂的加入量以及硫酸的加入量等是该铜钴矿石浸出的影响因素和控制条件,其中温度、还原剂用量和硫酸用量对钴浸出影响较大。
3.铜钴矿,采用硫酸浸出,在矿石粒度-0.074 mm占比70%,终点pH值1.7,Na2SO3用量为金属钴所需要理论量的1.5倍,矿浆液固比为4∶1,浸出温度为50℃,浸出时间为4 h的条件下,铜、钴浸出率分别为95.61%和82.39%,浸出效果比较理想。
猜你喜欢
选煤技术(2023年2期)2023-08-09 05:56:44
山东理工大学学报(自然科学版)(2021年6期)2021-07-02 07:00:28
能源工程(2021年1期)2021-04-13 02:05:56
硫酸工业(2020年10期)2020-12-10 05:20:10
矿产综合利用(2020年1期)2020-07-24 08:50:48
中学化学(2019年4期)2019-08-06 13:59:37
中学化学(2019年4期)2019-08-06 13:59:37
湖南有色金属(2017年6期)2017-12-22 23:01:32
癌变·畸变·突变(2016年3期)2016-02-27 06:15:26
金属加工(热加工)(2014年23期)2014-11-25 11:42:12