
一种带计量装置的烟草喂丝机
2024-03-15 09:54简著名胥国芳余佑辉
设备管理与维修 2024年3期
简著名,胥国芳,陈 亮,程 敏,余佑辉,林 强
(湖北中烟工业有限责任公司,湖北武汉 430040)
0 引言
喂丝机是烟草行业卷烟制丝线上的一种重要主机设备。在制丝生产线,经多项工序加工的成品烟丝一部分进入储丝柜中储存,另一部分装入箱子进入烟丝高架库中储存,根据卷包车间的生产计划进行供丝。喂丝机是制丝车间的末端设备,成品烟丝通过输送机落入喂丝机进料口的喂料仓,烟丝随底带运行至出料口,经负压风送装置风送至卷包机。由于烟草喂丝机对烟丝的流量无法测量,目前只能参考储丝柜的柜存信息判断经喂丝机风送烟丝的大概重量,储丝柜与喂丝机之间的烟丝损耗也无法计算。本文介绍一种烟草喂丝机的计量装置,利用脉冲计数旋转编码器,在喂丝机有烟丝流量并且底带开始送料时进行计数。通过多次烟丝数据的测试和完善PLC 的程序,可剔除干扰数据,精确计算出通过喂丝机的烟丝重量。
1 喂丝机的使用
目前,烟草行业制丝线使用的喂丝机主要有旋转摆头式、筛分振盘式和新型柔性喂丝机等。旋转摆头式主要存在的问题有:设备运行时松丝辊对烟丝的造碎比较大;摆动机构和松丝机构均单独采用电机驱动,结构复杂,增加耗能;松丝辊拨料时与下料腔体容易积料,造成堵塞;筛分振盘在生产过程中由于不停的振动,会造成烟丝分层,卷包出来的烟支内部结构不合理,而且多个机台同时生产时,振盘对烟丝的分配不均匀,卷包机台对烟丝的需求得不到满足等。另外,送丝易堵料、维护不方便也是筛分振盘结构的缺点。
2018 年,武汉卷烟厂异地技改完成后,统一使用新型柔性喂丝机。与其他喂丝机相比,新型柔性喂丝机有以下4 个优点:
(1)实现柔性送丝,降低烟丝造碎率。
(2)设备结构简单合理、故障率低、维修维护方便。
(3)生产效率高,可根据现场实现一台喂丝机达到6 管或8 管供丝的能力。一台喂丝机分为左右两个喂料仓,烟丝经皮带输送机进入喂料仓内,在翻板的作用下可实现左右两个喂料仓单独进料。喂料仓内的烟丝始终处于满料状态,每个喂料仓可供3~4 个风管供丝。
(4)避免烟丝分层,提高柔性加工水平,保证成品烟丝的供丝质量。该喂丝机供料根据卷烟机台的实时生产供丝,当喂丝机内的负压开关检测到卷烟机台的要料信号时,喂丝机的底带和拨辊运行供料,负压检测信号消失喂丝机立即停止供料,这样就不会出现烟丝滞留现象,进而提高烟丝供料的质量。
2 使用中遇到的问题
新型柔性喂丝机结构合理,使用方便,可满足喂丝的需求。但是现有的喂丝机均无计量装置,无法准确统计烟丝的使用量。成品烟丝通过输送机落入喂丝机进料口的喂料仓,烟丝随底带运行至出料口,经负压风送装置风送至卷包机。烟草喂丝机仅仅是一台烟丝风送设备,对烟丝的流量无法测量。目前,只能参考储丝柜的柜存信息判断经喂丝机风送烟丝的重量,而储丝柜的柜存重量是由加香工序前电子秤称重的重量传输过来,在加香生产工序中需要在加香筒内加入香料,物料进入加香筒前还会在振槽上将烟丝灰筛选出来,这些工序都会直接影响成品烟丝的总重量。
另外,从加香工序进储丝柜、储丝柜到喂丝机这两段路径较长,烟丝在皮带输送机上运行时的损耗及堵料等不确定因素较多,此过程中的烟丝损耗也无法计算。因此,无法准确统计出经过喂丝机风送至卷包机的烟丝重量。
3 旋转编码器计量装置的应用
3.1 计量装置选型
武汉卷烟厂使用的称重计量装置主要是皮带电子秤,皮带电子秤可动态称重,无需对质量细分或中断输送带的运动,也可以对散的烟草制品进行连续称重。经过调试设定后的皮带电子秤,精确度高,不仅可以准确测量出通过皮带电子秤的物料,而且还可以通过设置皮带电子秤的流量来控制烟草制品的均匀供料,大幅提高成品烟丝的生产质量。
但皮带电子秤的体积较大,长时间运行易造成皮带跑偏,需要专人定期维护。而新型柔性喂丝机是结构简单、便于维修维护的设备,其周边空间有限,不能满足安装体积大的称重计量设备。另外,新型柔性喂丝机是将成品烟丝通过输送机落入喂丝机进料口的喂料仓中暂存,等待卷接设备有要料信号时,烟丝随底带运行至出料口,经负压风送装置风送至卷包机,对烟丝流量的控制要求并不高,所以此位置适合选择一种重量轻、体积小、稳定性强、准确度高的烟丝计量装置。
3.2 旋转编码器
旋转编码器是集光机电技术于一体的速度、位移传感器通常用来测量转速、并可配合PWM(Pulse Width Modulation,脉宽调制)技术可以实现快速调速。可将输出轴的角速度等机械量转换成相应的电脉冲,然后以数字量输出。当旋转编码器轴带动光栅盘旋转时,发光元件发出的光被光栅盘狭缝切割成断续光线,并被接收元件接收产生初始信号。该信号经后续电路处理后,输出脉冲信号。
旋转编码器可分为有轴型和轴套型,可直接安装在现有设备的旋转轴上,使用方便,具有体积小、重量轻、品种多、功能全、力矩小、耗能低、稳定性强、寿命长等特点。
3.3 旋转编码器计量装置的应用
本喂丝机采用轴套型旋转编码器,将旋转编码器直接安装固定在现有的传动轴上,由轴带动编码器同步旋转,可提高计数的准确性。由图1 可看出,新型柔性喂丝机是一台结构简单合理的设备,应用方便、设备故障率低。
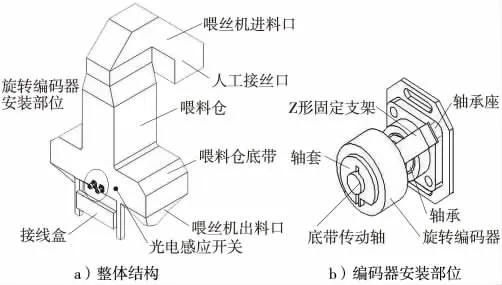
图1 烟草喂丝机整体结构
在喂丝机运行过程中能够满足旋转编码器的使用条件,喂丝机在运行时,底带传动轴是将喂料仓中的烟丝送至出料口风送至卷包机,将旋转编码器安装在底带传动轴上,则旋转编码器随底带传动轴运动输出的脉冲信号和烟丝流量就会产生联系。
具体措施为:成品烟丝由皮带输送机送入喂丝机进料口,落入喂料仓;喂丝机启动后,喂料仓底带在电机的驱动下开始运行,将烟丝送入喂丝机出料口,烟丝在负压的作用下风送至卷包机;旋转编码器安装在底带传动轴上,轴套将旋转编码器锁死在底带传动轴上,旋转编码器的电源线和信号线接入接线盒中,从接线盒连线接入PLC 反馈点;旋转编码器的外壳通过Z 形固定支架固定在轴承座上,轴承安装在底带传动轴的轴承位,固定在轴承座里面。
喂料仓底带运行将烟丝缓慢往前推送,当光电感应开关感应有烟丝通过时,产生输入信号传至PLC,旋转编码器随着底带传动轴的运行开始产生脉冲信号,该信号直接输入给PLC,PLC 的高速计数器对该脉冲信号进行计数并保存至DB(数据)块中。PLC 内通过程序计算,将脉冲计数转换为重量计数、得到烟丝重量。
3.4 数据的分析及应用
旋转编码器安装在底带传动轴上,由光电感应开关来判断底带是否有烟丝,底带转动时,则会有烟丝落入出料口,旋转编码器同时输出脉冲信号给PLC(图2)。通过投入准确重量500 kg 的烟丝进行3 次测试,算出脉冲与烟丝重量的比例值,即将500 kg 的烟丝从进料口输送至出料口,当光电开关感应到有烟丝流量进行风送时,编码器随着底带传动轴的转动获取脉冲计数输出给PLC,根据这个脉冲计数和500 kg 的烟丝重量,来获取烟丝重量和脉冲计数之间的线性关系,得到一个稳定的中间值(表1)。
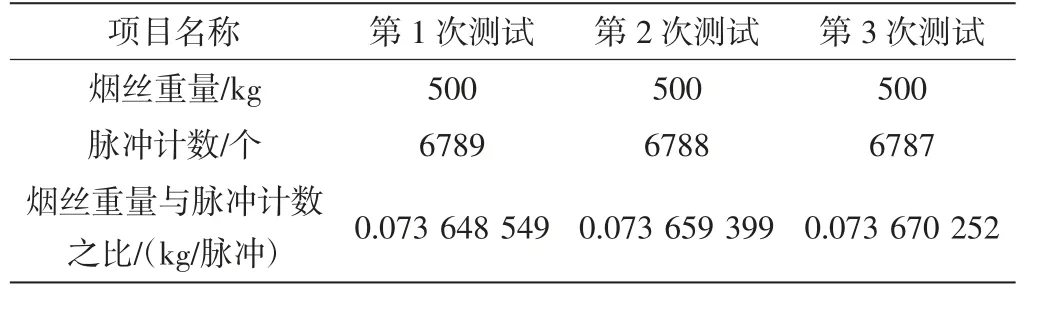
表1 测试得出烟丝重量与脉冲的关系
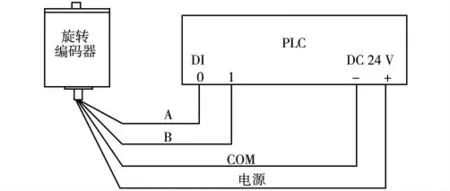
图2 旋转编码器接线示意
3 次测试的数据接近,取平均值0.073 66 kg/脉冲,可得出旋转编码器每获取一个脉冲值对应的烟丝。将该中间值直接应用于PLC,通过程序计算将脉冲计数转换为重量计数、得到烟丝的准确重量。
4 结论
经过优化设计并在PLC 内完善数据的处理,可以保证烟丝重量计数的准确性,与电子秤等机械称重方式相比有以下优点:
(1)结构简单,可直接安装在原有设备的传动轴上,不占用空间。喂丝机原本就是一台体积较小的供丝设备,如果增加计量设备,空间不够且与设备匹配度不高。而旋转编码器体积小、精确度高,结构简单且便于安装,安装后也不会占用额外的空间。
(2)自动化程度高。旋转编码器利用PLC 的高速计数器进行实时计数,与传统的称重计量装置相比具有快捷、及时、自动计数的特点。
(3)稳定性可靠,便于维护。旋转编码器随着轴的旋转开始计数工作,受到外界因素的干扰较少,在没有外力影响的情况下使用寿命长,维护时只需要检查接线端子是否紧固和连接处的螺丝是否松动即可。
猜你喜欢
湖北畜牧兽医(2023年6期)2023-10-30
小猕猴学习画刊(2022年9期)2022-11-04
山东冶金(2022年1期)2022-04-19
制造技术与机床(2019年8期)2019-09-03
消费导刊(2018年8期)2018-05-25
电子制作(2018年2期)2018-04-18
作文周刊·小学一年级版(2016年30期)2017-03-02
电子制作(2016年23期)2016-05-17
电子制作(2016年21期)2016-05-17
凿岩机械气动工具(2015年1期)2015-11-11
